


煤化工产业会产生大量化工废水。以煤为原料生产1 t甲醇大概排放20 m3化工废水〔1〕,且废水中通常含有多环芳香族化合物、酚类、联苯类等有机污染物〔2〕,成分复杂,给废水处理带来较大困难。由于煤化工废水含有高毒性、高含盐量及各种有毒物质、高浓度难降解物质等〔3〕,可生化性较差,需采用物化法对其进行预处理,使用生物法进行深层次处理,使其达标排放或回用〔4〕。煤化工废水常用的处理技术有上流式厌氧污泥床(UASB)、生物流化床(CBR)及序批式活性污泥(SBR)等〔5〕。MBR技术可用膜组件取代二沉池进行固液分离,减少用地面积;膜组件的强截留作用可增加反应器内的微生物数量;反应器内的污泥龄长、负荷低,对废水中的氮、磷去除能力较强〔6〕,因此MBR技术近年来被广泛应用于煤化工废水处理〔7〕。
某煤化工企业在生产过程中产生大量化工废水,包括气化废水、煤制烯烃(MTO)废水、烯烃装置的生产废水、生活污水等。其中部分废水需先在各自装置区域内处理,达到进入废水生化系统要求后,再通过厂区管网输送至废水生化系统内进行处理。笔者对这些综合废水的处理情况进行论述,废水经过均质、好氧氧化、A/O生化处理、MBR膜过滤4项工艺处理,达到设计出水水质后,送至废水回用系统进一步处理,产品水循序利用。
1 设计进出水水质
煤化工综合废水来源于多个装置区域,成分复杂且含有很多有毒及难降解的有机物。需要对废水水质有较多了解,才能选出合适的工艺,本项目的设计水质见表 1。
表1 综合废水设计流量及进水水质
| 项目 | 流量/(m3·h-1) | CODCr/(mg·L-1) | 氨氮/(mg·L-1) | BOD5/(mg·L-1) | SS/(mg·L-1) | 油/(mg·L-1) |
| 气化废水 | 550 | ≤400 | ≤200 | 200 | ≤100 | — |
| MTO废水 | 250 | ≤1 000 | — | — | ≤50 | ≤30 |
| 烯烃装置 | 100 | ≤300 | — | 100 | ≤50 | ≤10 |
| 生活污水 | 50 | ≤300 | — | ≤200 | — | — |
| 其他 | 50 | ≤350 | ≤150 | ≤200 | — | — |
| 设计平均水质 | 1 000 | ≤600 | ≤200 | 185 | ≤50 | 2.6 |
2 工艺流程
废水处理工艺流程如图 1所示。
图1
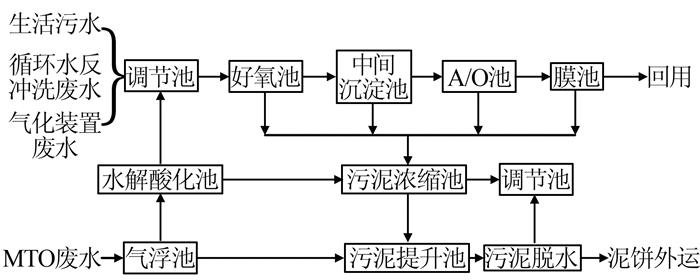
煤化工综合废水进入一级好氧池后,通过微生物的同化作用将部分有机污染物碳化,使污染物得到一定程度的降解;出水进入A/O反应池,通过硝化反硝化反应有效去除氨氮,降低总氮,兼性降低废水中的CODCr和BOD;膜池与A/O池结合能够有效截留硝化菌,使其完全保留在反应池内,避免污泥流失,并可截留难降解的大分子有机物,延长其在反应池的停留时间,使之得到最大限度的分解。
3 主要构筑物
污水经调节池预处理后,依次进入一级好氧池、A/O池、膜池。其中一级好氧池的污泥回流比控制在50%~150%,污泥质量浓度控制在3 000~5 000 mg/L。A池溶解氧控制在0.2~0.5 mg/L,O池溶解氧控制在2~3 mg/L,污泥回流比控制在50%~150%。膜池污泥质量浓度控制在6 000~10 000 mg/L。应用MBR技术后,CODCr去除率≥93%,SS去除率可达100%。产水中的悬浮物和浊度近乎为零,处理后的水质良好且稳定,可直接回用,实现了污水资源化。
淹没式MBR膜池内安装了增强型聚偏氟乙烯中空纤维帘式膜组件,膜截留孔径为0.1 μm,产水流量为4.0~7.0 m3/d。设置6座膜池,每座膜池内10套膜组件,每套膜组件的膜面积为15 m2,总膜面积为900 m2。膜组件的中空纤维膜采用PVDF合金膜作为过滤层,其特殊的内外致密双皮层结构可使污染物不进入膜的网状孔内,易于清洗,清洗通量恢复好。各构筑物的参数与规格见表 2。
表2 主要构筑物参数
| 构筑物 | 规格 | 有效容积/m3 | 数量 |
| 调节池 | 140 m×22 m×7 m | 20 000 | 2 |
| 一级好氧池 | 26.5 m×25 m×7 m | 3 900 | 4 |
| A/O反应池 | 110 m×22 m×7 m | 16 500 | 4 |
| 膜池 | 9 m×5 m×5 m | 216 | 8 |
| 膜产水池 | 16 m×9 m×5 m | 650 | 1 |
| 污泥浓缩池 | D 12 m×4.5 m | 500 | 2 |
| 污泥提升池 | 9 m×6 m×5 m | 250 | 1 |
4 系统运行情况分析
在2017年12月1日至2018年1月31日共62 d的运行过程中,一级好氧池的污泥回流比控制在50%~150%;A池溶解氧控制在0.2~0.5 mg/L,ORP控制在-1 000~1 000 mV,污泥质量浓度控制在2 000~4 000 mg/L;O池溶解氧控制在2~3 mg/L,pH控制在7.5~9,污泥质量浓度控制在3 000~5 000 mg/L,污泥回流比控制在50%~150%,消化液回流比控制在400%;MBR池污泥质量浓度控制在6 000~10 000 mg/L。废水生化系统对CODCr的去除效果如图 2所示,氨氮的去除效果如图 3所示,总氮的去除效果如图 4所示,SS的去除效果如图 5所示。
图2
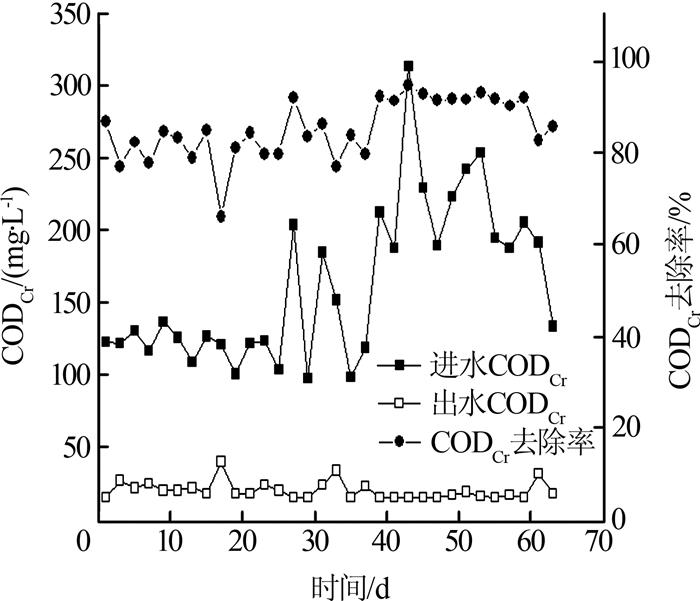
图3
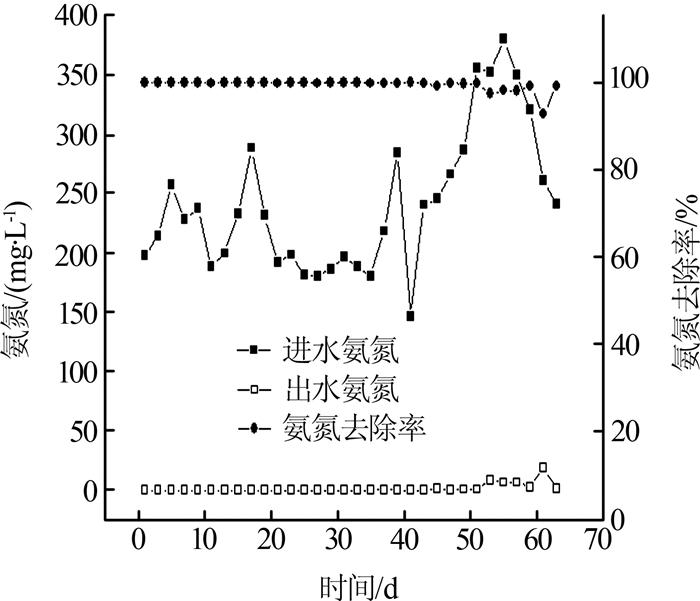
图4
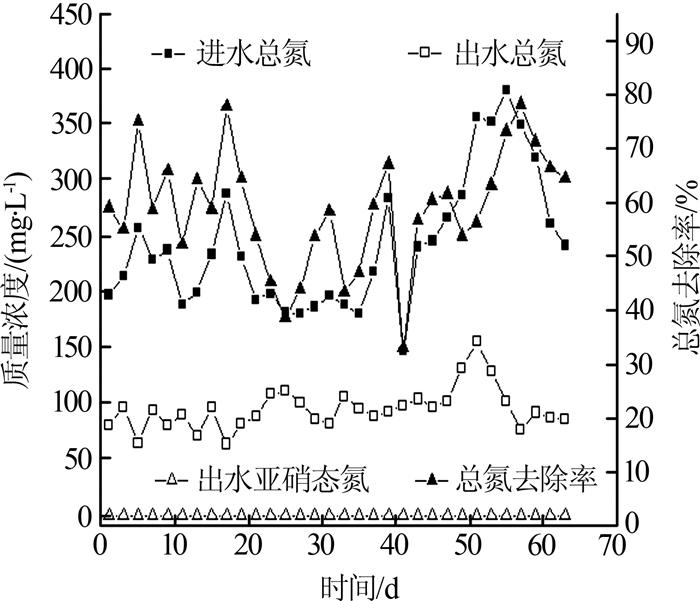
图5
由图 2可见,综合废水经调节池调节后,进水CODCr基本在102~315 mg/L,平均为165 mg/L,经过一级好氧+A/O+MBR工艺处理后,出水CODCr基本维持在<21 mg/L,CODCr平均去除率维持在85%以上。可见此生化工艺对煤制烯烃综合废水的CODCr有较好的去除效果。
由图 3可见,综合废水经调节池调节后,进水氨氮基本在181~381 mg/L,平均氨氮在250 mg/L,经过一级好氧+A/O+MBR工艺处理后,出水氨氮基本维持在<2 mg/L。
总氮为氨氮、亚硝态氮、硝态氮之和,由图 4可见,进水总氮基本在181~381 mg/L,平均为250 mg/L,处理后出水中的亚硝态氮基本为零,出水总氮维持在<160 mg/L,总氮去除率平均为61.2%。可见该工艺对煤制烯烃综合废水中的氨氮和总氮有较好的去除效果。
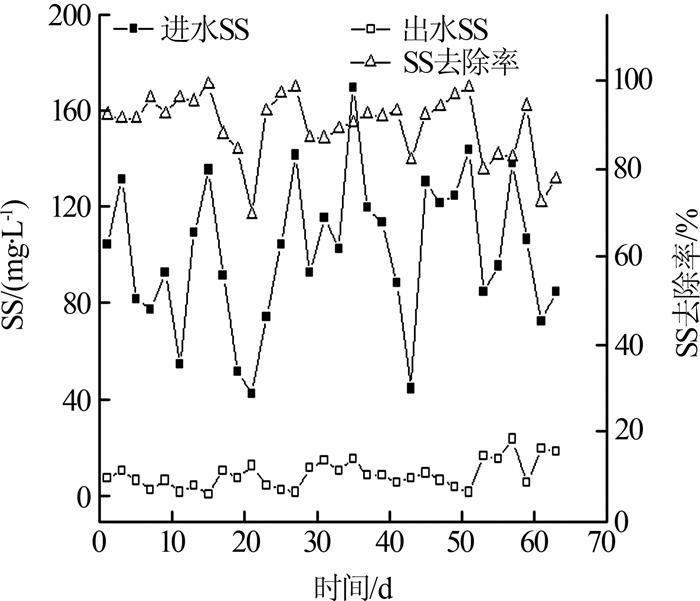
由图 5可见,综合废水经调节池调节后,进水SS基本在41~172 mg/L,平均为100 mg/L,经一级好氧+A/O+MBR工艺处理后,出水SS基本维持在<23 mg/L,平均去除率在85%以上。生化工艺对煤制烯烃综合废水中的SS有较好的去除效果。
综上,废水生化系统出水的COD、氨氮、浊度、SS、BOD5等指标优于污水综合排放标准GB 8978—1996中的一级B标准。
5 投资运行成本分析
本工程概算总投资19 312万元,直接运行成本包括电费15元/t、污泥处置2元/t、药剂费0.5元/t、人工费0.3元/t、膜更换17.2元/t,总计35元/t。
6 结论
(1)A/O+MBR工艺对CODCr的去除率可达85%,出水CODCr均值<21 mg/L;对氨氮的去除率可达98%,出水氨氮均值<2 mg/L,总氮去除率平均为61.2%,且运行稳定;对SS的去除率可达85%以上,出水SS均值<23 mg/L,均达到污水综合排放标准GB 8978— 1996的一级标准要求。
(2)A/O+MBR工艺可以实现持续稳定的运行,解决了传统生化处理工艺中占地面积大、剩余污泥量大、去除效率低等问题,具有广阔的应用前景。
参考文献
The behaviors and fate of polycyclic aromatic hydrocarbons(PAHs) in a coking wastewater treatment plant
[J].


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}