


近年来合肥市政府对巢湖流域水环境治理工作逐步重视,特别针对总氮指标做出严格规定。自2018年7月起,污水处理厂总氮排放指标由“无要求”调整为DB 34/2710—2016《巢湖流域城镇污水处理厂和工业行业主要水污染物排放限值》中要求的“≤15 mg/L”。
1 项目介绍
某化工园区有企业80余家,以化工、冶炼企业为主,各企业污水经管道收集后集中排入污水处理厂。污水处理厂设计规模为30 000 m3/d,实际进水量20 000~24 000 m3/d,出水执行DB 34/2710—2016排放标准。
1.1 工艺流程
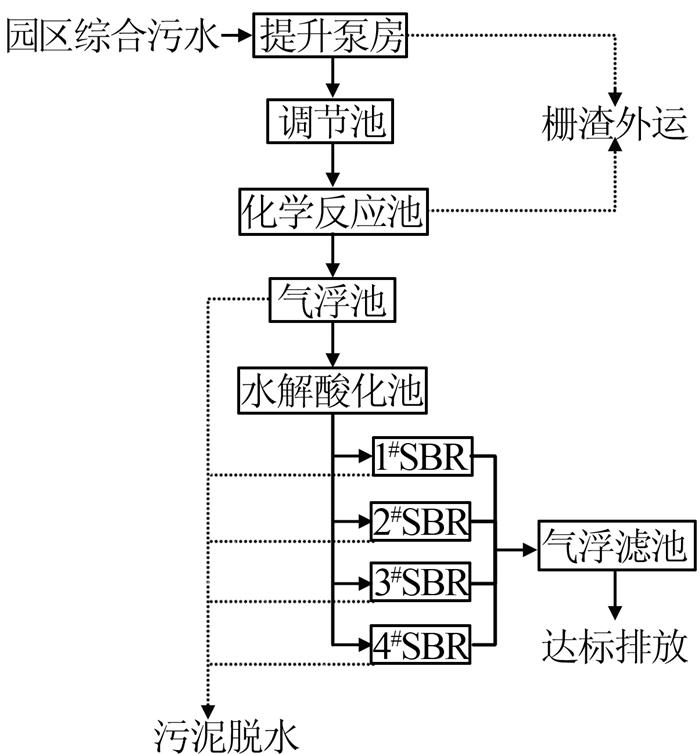
污水处理厂预处理单元采用化学反应池+气浮池工艺,生化系统采用水解酸化池+传统SBR的组合工艺,深度处理单元采用气浮滤池工艺。
预处理单元主要去除污水中的悬浮物、总磷和金属离子,保证后续生化系统的稳定运行。在化学反应池投加20~50 mg/L聚合硫酸铁和0.5~1 mg/L阴离子聚丙烯酰胺,污染物形成絮体并沉淀,再经过气浮作用将大部分絮体转化为浮渣去除。气浮池兼具沉砂功能,密度较大、难以形成浮渣的沉淀物进入底泥排除。
针对园区废水B/C低的问题,在SBR前设置水解酸化工艺,以提高污水可生化性。水解酸化池采用复合形式,上部为填料层,下部为污泥床,中间留出一定空间以便悬浮状态的絮状污泥和颗粒污泥停留,增加了生物量,延长了微生物与废水的接触时间。
深度处理单元可进一步去除水中的悬浮物及总磷。气浮滤池将气浮与过滤相结合,大部分悬浮物转化为浮渣去除,部分颗粒沉淀物经石英砂滤层截留去除。
该污水处理厂工艺流程见图 1。
图1
1.2 进出水水质
污水处理厂进水执行GB 8978—1996《污水综合排放标准》三级标准,出水执行DB 34/2710—2016排放标准,如表 1所示。
表1 进出水水质标准
| 项目 | 进水标准 | 实际进水水质 | 出水标准 |
| CODCr/(mg·L-1) | ≤500 | 182.3~293.6 | ≤50 |
| BOD5/(mg·L-1) | ≤300 | 45.4~88.9 | ≤10 |
| 氨氮/(mg·L-1) | ≤45 | 3.9~12.6 | ≤5 |
| 总氮/(mg·L-1) | ≤60 | 25.5~62.9 | ≤15 |
| 总磷/(mg·L-1) | ≤8 | 2.1~7.2 | ≤0.5 |
化工园区污水处理厂不同于城镇污水处理厂及企业污水处理站,具有以下显著特点:(1)园区纳管企业数量较多且分属不同行业,包含盐化工、钢铁冶炼、精细化工、农药生产、垃圾渗滤液等,各企业排放污水量在50~4 000 m3/d不等,污水性质多样,含有重金属、挥发酚等生物毒性物质;(2)部分企业自建污水处理站,已对污水进行预处理甚至多级生化处理,导致排入综合污水处理厂的废水B/C低,TN以NO3-为主,BOD5/TN严重失衡;(3)各企业污水经总管汇集后进入污水处理厂,偷排现象频发,且难以查找源头。
经统计,2017年全年进水COD均值为223.8 mg/L,氨氮均值为6.78 mg/L,NO3-均值为38.675 mg/L,TN均值为53.47 mg/L。按B/C=0.35计算,进水BOD5/TN≈1.5,远低于理论值(BOD5/TN≥4)。
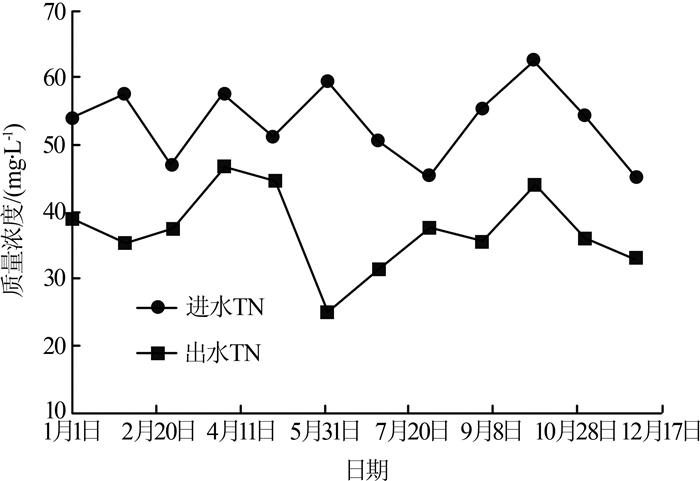
1.3 SBR系统技改前进出水总氮
SBR系统改造前,由于未营造反硝化系统所需缺氧环境,且未投加碳源,出水TN均值在37.32 mg/L,去除率仅为30.2%(见图 2)。
图2
1.4 运行难点分析
(1)传统SBR系统对总氮去除存在局限性,HJ 577—2010《序批式活性污泥法水处理工程技术规范》中提到SBR系统理论总氮去除率约60%~85%。因此,需要建立缺氧/好氧多级交替脱氮环境〔1〕。
(2)BOD5/TN严重失衡,需外加大量碳源,提升污水BOD5约130 mg/L,做好外加碳源的药剂选型工作,同时考虑控制运行成本。
2 技术改造措施
为建立缺氧/好氧多级交替的脱氮环境,需保证SBR系统同时具备缺氧搅拌、好氧曝气、沉淀静置功能。
2.1 现有SBR池参数
SBR池共4座,并联运行,单池工艺尺寸44.0 m×20.0 m×7.0 m,有效容积5 500 m3。池内各安装2台5.6 kW推流器,由于功率偏低,缺氧搅拌效果不佳。用6台110 kW罗茨鼓风机进行鼓风,采用微孔曝气盘曝气,单周期时间7 h,总曝气时间2 h,污泥质量浓度3 500~5 000 mg/L,BOD5污泥负荷0.15 kg/(kg·d)。
2.2 技改方案
(1)现有搅拌强度不足,搅拌功率需满足5~8 W/m3。每间SBR池新增2台15 kW推流器,提高缺氧搅拌效果。
(2)将现有6台工频鼓风机改造为变频控制,防止过度曝气,影响二次反硝化效果。改造前曝气阶段SBR池溶解氧最高可达7~8 mg/L,改造后通过降低风机频率,将曝气阶段溶解氧控制在1.5~2.5 mg/L。
(3)增加碳源投加系统1套,补充碳源,并在SBR池进水口增加CODCr、TN在线分析仪,实时监控CODCr、TN,及时调整碳源投加量。
3 工艺参数优化措施
3.1 调整运行工序
传统SBR工艺由进水、曝气、沉淀、排水、待机5个工序组成,无缺氧混合环境,无法保证总氮的去除。新增推流器后,对SBR池运行周期按表 2进行调整,将曝气工序调整为缺氧/好氧/缺氧/好氧交替。
表2 调整前后的运行工序
| 序号 | 阶段 | 原设定时间/min | 调整后时间/min |
| 1 | 进水 | 105 | — |
| 2 | 进水&推流 | — | 105 |
| 3 | 一次曝气 | 120 | 30 |
| 4 | 二次推流 | — | 60 |
| 5 | 二次曝气 | — | 30 |
| 6 | 沉淀 | 90 | 90 |
| 7 | 排水 | 105 | 105 |
SBR系统单周期运行时间为420 min,其中进水时间固定为105 min,排水时间固定为105 min,反应时间(推流和曝气)可以微调,4间SBR池交替进水排水,可实现连续运行。周期调整后前置推流时间设定为105 min,总氮负荷为0.042 kg/(kg·d),可满足HJ 577—2010中“≤0.05 kg/(kg·d)”的要求;BOD5负荷为0.084 kg/(kg·d),满足HJ 577—2010中“0.04~0.12 kg/(kg·d)”的要求。
表3 风机电耗对比
| 项目 | 电耗/(kW·h·d-1) | 处理水量/(t·d-1) | 单价/(元·kW-1·h-1) | 单耗/(元·t-1) |
| 技改前 | 3 017 | 22 000 | 0.68 | 0.10 |
| 技改后 | 902 | 22 000 | 0.68 | 0.03 |
运行周期调整后,各工序溶解氧控制范围分别为进水 & 推流0.2~0.5 mg/L、一次曝气1.5~2.5 mg/L、二次推流0.2~0.5 mg/L、二次曝气1.5~2.5 mg/L、沉淀阶段≤0.2 mg/L。
各工序实现的功能:(1)进水 & 推流期设定时间105 min,DO控制在0.2~0.5 mg/L,为前置反硝化阶段,辅助投加碳源,主要去除原水中的NO3-和BOD5;(2)一次曝气设定时间30 min,DO控制在1.5~2.5 mg/L,主要去除水中残留氨氮和部分BOD5;(3)二次推流设定时间60 min,DO控制在0.2~0.5 mg/L,为后置反硝化阶段,主要对进水NO3-及一次曝气阶段新转化的NO3-进行去除;(4)二次曝气设定时间30 min,DO控制在1.5~2.5 mg/L,主要去除水中残留BOD5。
3.2 制定碳源投加方案
3.2.1 确定碳源种类
根据相关文献,葡萄糖作碳源时反硝化作用不够彻底,TN去除率只有60%,而乙酸钠和厨余发酵液的反硝化作用明显,TN去除率可达到80%〔3〕。
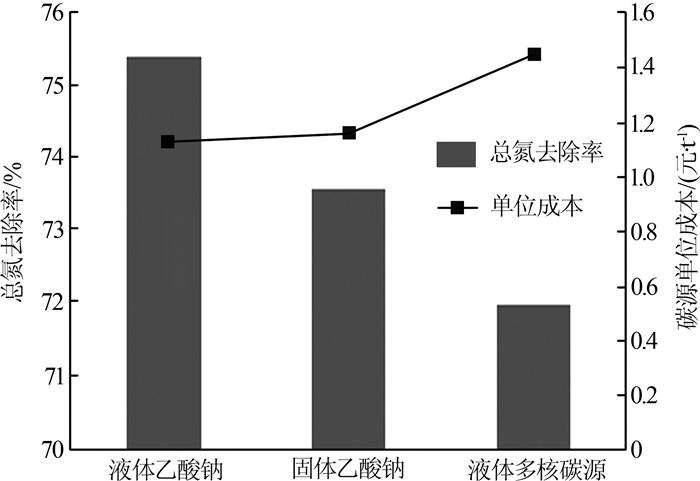
2018年5月该污水处理厂针对液体乙酸钠、固体乙酸钠、液体多核碳源进行中试比对,结果见表 4。
表4 碳源基本情况
| 碳源种类 | 单价/(元·t-1) | 有效COD | 成分 |
| 液体乙酸钠 | 1 200 | 200 g/L | 25%乙酸钠溶液 |
| 固体乙酸钠 | 3 850 | 0.4 g/g | 无水乙酸钠 |
| 液体多核碳源(多糖类) | 2 700 | 200~500 g/L | 多糖类物质 |
由表 4可见,液体乙酸钠的优势较明显,且工人劳动强度低,决定选用。
3种碳源的试用情况对比见图 3。
图3
3.2.2 确定碳源投加量
表5 2种碳源投加方式效果对比
| 序号 | 计算方式 | 补充BOD5/(mg·L-1) | 投加碳源/(mg·L-1) | 氨氮去除率/% | 总氮去除率/% |
| 1 | m(BOD5):m(TN)=4 | 146.74 | 733.7 | 91 | 75.42 |
| 2 | m(BOD5):m(NO3-)=2.86 | 67.7 | 338.5 | 92.6 | 74.3 |
表 5显示,按方式2计算的碳源投加量仅为方式1的46%,但氨氮、总氮去除率相差不大,因此确定碳源投加量按m(BOD5):m(NO3-)=2.86计算。
3.2.3 确定投加时机
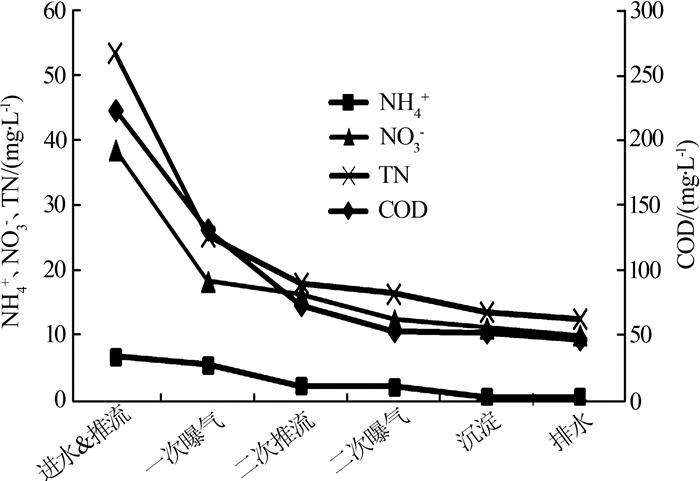
由于园区污水处理厂进水水质特殊,m(NH4+): m(TN)仅为12.68%,碳源投加点选择在SBR池进水渠道上。在进水推流期间最大程度地实现反硝化,前置反硝化阶段总氮去除率达到52.68%,后置反硝化阶段总氮去除率达到23.92%,总体去除率约76.6%,接近传统SBR系统总氮去除率的上限值85%。
2018年8月SBR池各阶段氮、COD变化如图 4所示。
图4
4 技改效果
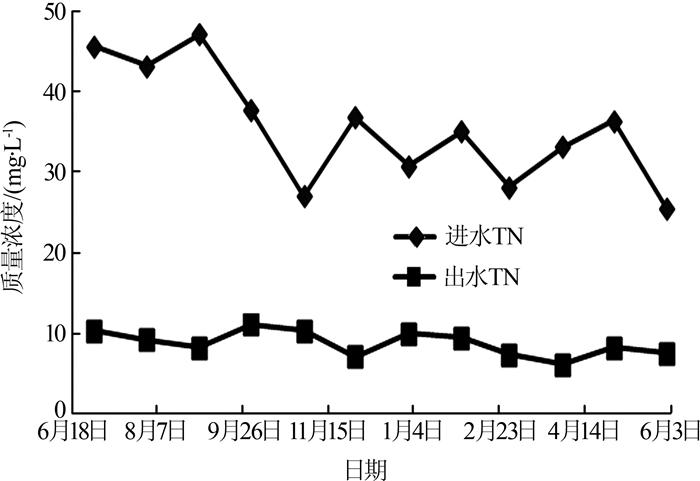
该污水处理厂SBR系统经过技术改造和工艺参数优化调整后,2018年7月至2019年6月的进出水数据如图 5所示。出水总氮均值为8.85 mg/L,去除率为75.1%,达到控制标准要求(≤15 mg/L)。
图5
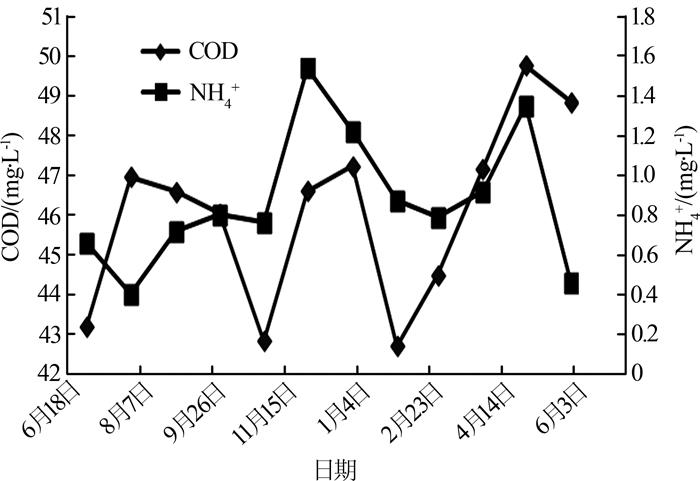
调整期间,SBR系统虽然缩减了曝气时间,但COD、氨氮负荷仍满足规范要求,出水指标亦在正常控制范围,如图 6所示。
图6
5 结论
(1)将传统SBR系统改造为缺氧/好氧/缺氧/好氧交替运行,通过工艺参数优化,并辅助投加适量的碳源,SBR系统对氨氮、总氮的去除率较高,分别达到90%、75%以上。
(2)进行工艺参数调整前需分析总氮组成,判断总氮是凯氏氮为主还是硝态氮为主,以合理调整SBR工序。
(3)SBR系统技改后好氧时间由2.0 h缩短为1.0 h,且风机由工频改造为变频,节能降耗效果明显,经测算SBR系统电耗可降低约0.07元/t。
参考文献
间歇曝气SBR工艺脱氮除磷试验研究
[J].DOI:10.3969/j.issn.1001-3865.2007.08.013 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}