The future of seawater desalination:Energy, technology and the environment
1
2011
... 工业化发展带来的污染促使人们寻求解决水资源短缺的方法〔1〕,其中水体脱盐是开发利用非常规水资源中最有前途的方法之一,海水是水体脱盐的主要目标物,海水淡化行业的发展也促进了诸如污水处理厂三级废水、地表含盐水、高硝酸盐工业、罐头加工和垃圾填埋场渗滤液处理等高盐废水脱盐技术的发展〔2〕.自20世纪50年代以来,脱盐技术在实现较高有机负荷率、减少结垢、提高通量和选择性以及降低成本上取得了巨大的进步.脱盐过程分为膜(非相变)脱盐过程和热(相变)脱盐过程,膜脱盐工艺利用膜作为物理屏障从废水中分离污染物,热脱盐工艺则利用能量蒸发出废水中的水分子将污染物转化为固体.近年来反渗透、电渗析、多效膜蒸馏等技术被广泛应用于脱盐领域〔3〕,其中多级闪蒸脱盐、多效蒸发/蒸馏、膜蒸馏技术等属于热脱盐,反渗透、电渗析等属于膜脱盐, 不同脱盐技术能耗〔4-5〕对比见表 1. ...
Metagenomic insights into salinity effect on diversity and abundance of denitrifying bacteria and genes in an expanded granular sludge bed reactor treating high-nitrate wastewater
1
2015
... 工业化发展带来的污染促使人们寻求解决水资源短缺的方法〔1〕,其中水体脱盐是开发利用非常规水资源中最有前途的方法之一,海水是水体脱盐的主要目标物,海水淡化行业的发展也促进了诸如污水处理厂三级废水、地表含盐水、高硝酸盐工业、罐头加工和垃圾填埋场渗滤液处理等高盐废水脱盐技术的发展〔2〕.自20世纪50年代以来,脱盐技术在实现较高有机负荷率、减少结垢、提高通量和选择性以及降低成本上取得了巨大的进步.脱盐过程分为膜(非相变)脱盐过程和热(相变)脱盐过程,膜脱盐工艺利用膜作为物理屏障从废水中分离污染物,热脱盐工艺则利用能量蒸发出废水中的水分子将污染物转化为固体.近年来反渗透、电渗析、多效膜蒸馏等技术被广泛应用于脱盐领域〔3〕,其中多级闪蒸脱盐、多效蒸发/蒸馏、膜蒸馏技术等属于热脱盐,反渗透、电渗析等属于膜脱盐, 不同脱盐技术能耗〔4-5〕对比见表 1. ...
Application of capacitive deionization in water desalination:A review
1
2014
... 工业化发展带来的污染促使人们寻求解决水资源短缺的方法〔1〕,其中水体脱盐是开发利用非常规水资源中最有前途的方法之一,海水是水体脱盐的主要目标物,海水淡化行业的发展也促进了诸如污水处理厂三级废水、地表含盐水、高硝酸盐工业、罐头加工和垃圾填埋场渗滤液处理等高盐废水脱盐技术的发展〔2〕.自20世纪50年代以来,脱盐技术在实现较高有机负荷率、减少结垢、提高通量和选择性以及降低成本上取得了巨大的进步.脱盐过程分为膜(非相变)脱盐过程和热(相变)脱盐过程,膜脱盐工艺利用膜作为物理屏障从废水中分离污染物,热脱盐工艺则利用能量蒸发出废水中的水分子将污染物转化为固体.近年来反渗透、电渗析、多效膜蒸馏等技术被广泛应用于脱盐领域〔3〕,其中多级闪蒸脱盐、多效蒸发/蒸馏、膜蒸馏技术等属于热脱盐,反渗透、电渗析等属于膜脱盐, 不同脱盐技术能耗〔4-5〕对比见表 1. ...
Electrodialysis desalination for water and wastewater:A review
2
2019
... 工业化发展带来的污染促使人们寻求解决水资源短缺的方法〔1〕,其中水体脱盐是开发利用非常规水资源中最有前途的方法之一,海水是水体脱盐的主要目标物,海水淡化行业的发展也促进了诸如污水处理厂三级废水、地表含盐水、高硝酸盐工业、罐头加工和垃圾填埋场渗滤液处理等高盐废水脱盐技术的发展〔2〕.自20世纪50年代以来,脱盐技术在实现较高有机负荷率、减少结垢、提高通量和选择性以及降低成本上取得了巨大的进步.脱盐过程分为膜(非相变)脱盐过程和热(相变)脱盐过程,膜脱盐工艺利用膜作为物理屏障从废水中分离污染物,热脱盐工艺则利用能量蒸发出废水中的水分子将污染物转化为固体.近年来反渗透、电渗析、多效膜蒸馏等技术被广泛应用于脱盐领域〔3〕,其中多级闪蒸脱盐、多效蒸发/蒸馏、膜蒸馏技术等属于热脱盐,反渗透、电渗析等属于膜脱盐, 不同脱盐技术能耗〔4-5〕对比见表 1. ...
... 电渗析装置通常由离子交换膜、电源、辅助材料(垫片、电极、密封垫片)组成.装置中电极通常由钛、氧化铝、石墨等碳材料制成〔4〕.装置中离子交换膜由活性离子交换基团、固定官能团和疏水底物组成〔10〕,具有选择透过性,根据膜结构中的固定电荷属性分为阳离子交换膜和阴离子交换膜.电渗析传质过程复杂涉及参数多,难以从实验角度对其进行全面深入的研究,因此近年来相关科研人员尝试通过模拟电渗析中的物质分离过程及物质传递过程〔11-12〕优化电渗析工艺,电渗析的传质过程包括浓差极化现象、离子交换膜间对流传递、离子定向或过膜的电迁移传递和扩散传递、电解质-膜平衡等过程〔13-14〕.用于描述电渗析传质过程的最常见模型为Nernst-Planck模型和Maxwell-Stefan模型,分别适用于单和多电解质体系. ...
1
... 工业化发展带来的污染促使人们寻求解决水资源短缺的方法〔1〕,其中水体脱盐是开发利用非常规水资源中最有前途的方法之一,海水是水体脱盐的主要目标物,海水淡化行业的发展也促进了诸如污水处理厂三级废水、地表含盐水、高硝酸盐工业、罐头加工和垃圾填埋场渗滤液处理等高盐废水脱盐技术的发展〔2〕.自20世纪50年代以来,脱盐技术在实现较高有机负荷率、减少结垢、提高通量和选择性以及降低成本上取得了巨大的进步.脱盐过程分为膜(非相变)脱盐过程和热(相变)脱盐过程,膜脱盐工艺利用膜作为物理屏障从废水中分离污染物,热脱盐工艺则利用能量蒸发出废水中的水分子将污染物转化为固体.近年来反渗透、电渗析、多效膜蒸馏等技术被广泛应用于脱盐领域〔3〕,其中多级闪蒸脱盐、多效蒸发/蒸馏、膜蒸馏技术等属于热脱盐,反渗透、电渗析等属于膜脱盐, 不同脱盐技术能耗〔4-5〕对比见表 1. ...
A review of reverse osmosis membrane fouling and control strategies
1
2017
... 大多热脱盐工艺具有压力较高、抗污染抗氧化性较差〔6〕、回收率低〔7〕、能耗大〔8〕等问题,开发安全、便捷、低成本、高容量、可回收的脱盐技术一直是技术创新的核心所在.传统电渗析过程中不发生相变和化学反应,无需引入化学药剂,能耗低,对环境污染小. ...
A review on potential usage of industrial waste materials for binding heavy metal ions from aqueous solutions
1
2016
... 大多热脱盐工艺具有压力较高、抗污染抗氧化性较差〔6〕、回收率低〔7〕、能耗大〔8〕等问题,开发安全、便捷、低成本、高容量、可回收的脱盐技术一直是技术创新的核心所在.传统电渗析过程中不发生相变和化学反应,无需引入化学药剂,能耗低,对环境污染小. ...
1
... 大多热脱盐工艺具有压力较高、抗污染抗氧化性较差〔6〕、回收率低〔7〕、能耗大〔8〕等问题,开发安全、便捷、低成本、高容量、可回收的脱盐技术一直是技术创新的核心所在.传统电渗析过程中不发生相变和化学反应,无需引入化学药剂,能耗低,对环境污染小. ...
Improvement in design of electrodialysis desalination plants by considering the Donnan potential
1
2018
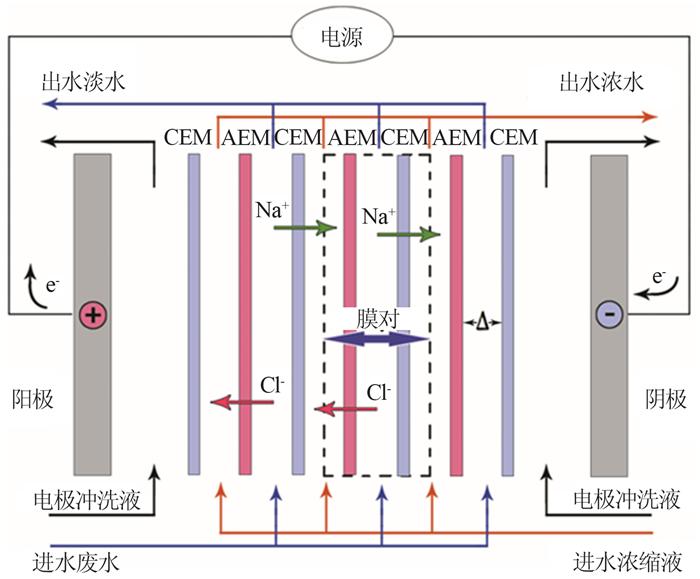
... 电渗析(electrodialysis,ED)装置由直流电场和多对离子交换膜组成,在阴极和阳极之间交错放置了数对阴离子交换膜(AEM)和阳离子交换膜(CEM),其内部利用隔离垫片来分离,在靠近电极处电解质溶液循环通过电极室形成电极冲洗室.电渗析技术基本原理为:利用离子交换膜的选择透过性,在外加直流电场的作用下使阴阳离子定向迁移选择性过膜,在由离子交换膜形成的隔室内交替形成浓水室和淡水室实现脱盐目的,具体原理见图 1〔9〕. ...
Ion exchange membranes:New developments and applications
1
2017
... 电渗析装置通常由离子交换膜、电源、辅助材料(垫片、电极、密封垫片)组成.装置中电极通常由钛、氧化铝、石墨等碳材料制成〔4〕.装置中离子交换膜由活性离子交换基团、固定官能团和疏水底物组成〔10〕,具有选择透过性,根据膜结构中的固定电荷属性分为阳离子交换膜和阴离子交换膜.电渗析传质过程复杂涉及参数多,难以从实验角度对其进行全面深入的研究,因此近年来相关科研人员尝试通过模拟电渗析中的物质分离过程及物质传递过程〔11-12〕优化电渗析工艺,电渗析的传质过程包括浓差极化现象、离子交换膜间对流传递、离子定向或过膜的电迁移传递和扩散传递、电解质-膜平衡等过程〔13-14〕.用于描述电渗析传质过程的最常见模型为Nernst-Planck模型和Maxwell-Stefan模型,分别适用于单和多电解质体系. ...
A boundary layer analysis for determination of the limiting current density in an electrodialysis desalination
1
2017
... 电渗析装置通常由离子交换膜、电源、辅助材料(垫片、电极、密封垫片)组成.装置中电极通常由钛、氧化铝、石墨等碳材料制成〔4〕.装置中离子交换膜由活性离子交换基团、固定官能团和疏水底物组成〔10〕,具有选择透过性,根据膜结构中的固定电荷属性分为阳离子交换膜和阴离子交换膜.电渗析传质过程复杂涉及参数多,难以从实验角度对其进行全面深入的研究,因此近年来相关科研人员尝试通过模拟电渗析中的物质分离过程及物质传递过程〔11-12〕优化电渗析工艺,电渗析的传质过程包括浓差极化现象、离子交换膜间对流传递、离子定向或过膜的电迁移传递和扩散传递、电解质-膜平衡等过程〔13-14〕.用于描述电渗析传质过程的最常见模型为Nernst-Planck模型和Maxwell-Stefan模型,分别适用于单和多电解质体系. ...
Direct numerical simulation of electrokinetic instability and transition to chaotic motion
1
2013
... 电渗析装置通常由离子交换膜、电源、辅助材料(垫片、电极、密封垫片)组成.装置中电极通常由钛、氧化铝、石墨等碳材料制成〔4〕.装置中离子交换膜由活性离子交换基团、固定官能团和疏水底物组成〔10〕,具有选择透过性,根据膜结构中的固定电荷属性分为阳离子交换膜和阴离子交换膜.电渗析传质过程复杂涉及参数多,难以从实验角度对其进行全面深入的研究,因此近年来相关科研人员尝试通过模拟电渗析中的物质分离过程及物质传递过程〔11-12〕优化电渗析工艺,电渗析的传质过程包括浓差极化现象、离子交换膜间对流传递、离子定向或过膜的电迁移传递和扩散传递、电解质-膜平衡等过程〔13-14〕.用于描述电渗析传质过程的最常见模型为Nernst-Planck模型和Maxwell-Stefan模型,分别适用于单和多电解质体系. ...
Transfer of neutral organic solutes during desalination by electrodialysis:Influence of the salt composition
1
2016
... 电渗析装置通常由离子交换膜、电源、辅助材料(垫片、电极、密封垫片)组成.装置中电极通常由钛、氧化铝、石墨等碳材料制成〔4〕.装置中离子交换膜由活性离子交换基团、固定官能团和疏水底物组成〔10〕,具有选择透过性,根据膜结构中的固定电荷属性分为阳离子交换膜和阴离子交换膜.电渗析传质过程复杂涉及参数多,难以从实验角度对其进行全面深入的研究,因此近年来相关科研人员尝试通过模拟电渗析中的物质分离过程及物质传递过程〔11-12〕优化电渗析工艺,电渗析的传质过程包括浓差极化现象、离子交换膜间对流传递、离子定向或过膜的电迁移传递和扩散传递、电解质-膜平衡等过程〔13-14〕.用于描述电渗析传质过程的最常见模型为Nernst-Planck模型和Maxwell-Stefan模型,分别适用于单和多电解质体系. ...
The dissociation rate of water molecules in systems with cation- and anion-exchange membranes
1
2012
... 电渗析装置通常由离子交换膜、电源、辅助材料(垫片、电极、密封垫片)组成.装置中电极通常由钛、氧化铝、石墨等碳材料制成〔4〕.装置中离子交换膜由活性离子交换基团、固定官能团和疏水底物组成〔10〕,具有选择透过性,根据膜结构中的固定电荷属性分为阳离子交换膜和阴离子交换膜.电渗析传质过程复杂涉及参数多,难以从实验角度对其进行全面深入的研究,因此近年来相关科研人员尝试通过模拟电渗析中的物质分离过程及物质传递过程〔11-12〕优化电渗析工艺,电渗析的传质过程包括浓差极化现象、离子交换膜间对流传递、离子定向或过膜的电迁移传递和扩散传递、电解质-膜平衡等过程〔13-14〕.用于描述电渗析传质过程的最常见模型为Nernst-Planck模型和Maxwell-Stefan模型,分别适用于单和多电解质体系. ...
Effect of process conditions on recovery of lithium and boron from water using bipolar membrane electrodialysis(BMED)
1
2017
... 典型的三隔室双极膜电渗析结构〔15〕见图 2. ...
The energy-saving production of tartaric acid using ion exchange resin-filling bipolar membrane electrodialysis
1
2009
... 然而,用三隔室处理含弱酸根废水时存在一些问题.以图 2为例,酸室中产生的硼酸为弱电解质,导电率低、膜堆电阻大、能耗大、经济性差.因此有学者通过在酸室填充强酸型阳离子交换树脂提高膜堆导电能力生产酒石酸〔16〕,当电流密度为70 mA/cm2,添加树脂后酒石酸生产能耗由传统三隔室膜堆23 kW·h/kg降至16 kW·h/kg,此外扩散损耗以及双极性膜的非理想渗透选择性也将显著增加能耗〔17〕. ...
Electrodialysis with bipolar membranes:Principles, optimization, and applications
1
2002
... 然而,用三隔室处理含弱酸根废水时存在一些问题.以图 2为例,酸室中产生的硼酸为弱电解质,导电率低、膜堆电阻大、能耗大、经济性差.因此有学者通过在酸室填充强酸型阳离子交换树脂提高膜堆导电能力生产酒石酸〔16〕,当电流密度为70 mA/cm2,添加树脂后酒石酸生产能耗由传统三隔室膜堆23 kW·h/kg降至16 kW·h/kg,此外扩散损耗以及双极性膜的非理想渗透选择性也将显著增加能耗〔17〕. ...
Conversion of water-organic solution of sodium naphtenates into naphtenic acids and alkali by electrodialysis with bipolar membranes
1
2019
... 在实验室规模内,双极膜电渗析已被应用于多个领域,其中以同时产酸产碱〔18〕、清洁生产碱性物质〔19〕、于复杂体系中原位回收有机酸〔20〕、控制系统pH制备pH敏感型物质〔21〕、分离提取多种蛋白〔22〕、分离回收氨〔23〕等领域为主.除上述传统技术外,双极膜电渗析还可用于温室气体回收,现阶段我国提倡可持续发展,实现废弃物零排放是目前技术要求的主要目标之一,以二氧化碳为例,双极膜电渗析技术通过电势差驱动跨膜离子传输,可从气流中回收二氧化碳〔24〕.只要有成本更低的可再生能源和更便宜先进的膜材料,此类空气捕集法将非常具有应用前景. ...
A continuous mode operation of bipolar membrane electrodialysis(BMED) for the production of high-pure choline hydroxide from choline chloride
1
2020
... 在实验室规模内,双极膜电渗析已被应用于多个领域,其中以同时产酸产碱〔18〕、清洁生产碱性物质〔19〕、于复杂体系中原位回收有机酸〔20〕、控制系统pH制备pH敏感型物质〔21〕、分离提取多种蛋白〔22〕、分离回收氨〔23〕等领域为主.除上述传统技术外,双极膜电渗析还可用于温室气体回收,现阶段我国提倡可持续发展,实现废弃物零排放是目前技术要求的主要目标之一,以二氧化碳为例,双极膜电渗析技术通过电势差驱动跨膜离子传输,可从气流中回收二氧化碳〔24〕.只要有成本更低的可再生能源和更便宜先进的膜材料,此类空气捕集法将非常具有应用前景. ...
In-situ carboxylate recovery and simultaneous pH control with tailor-configured bipolar membrane electrodialysis during continuous mixed culture fermentation
1
2017
... 在实验室规模内,双极膜电渗析已被应用于多个领域,其中以同时产酸产碱〔18〕、清洁生产碱性物质〔19〕、于复杂体系中原位回收有机酸〔20〕、控制系统pH制备pH敏感型物质〔21〕、分离提取多种蛋白〔22〕、分离回收氨〔23〕等领域为主.除上述传统技术外,双极膜电渗析还可用于温室气体回收,现阶段我国提倡可持续发展,实现废弃物零排放是目前技术要求的主要目标之一,以二氧化碳为例,双极膜电渗析技术通过电势差驱动跨膜离子传输,可从气流中回收二氧化碳〔24〕.只要有成本更低的可再生能源和更便宜先进的膜材料,此类空气捕集法将非常具有应用前景. ...
Bipolar membrane electrodialysis assisted pH correction of milk whey
1
2018
... 在实验室规模内,双极膜电渗析已被应用于多个领域,其中以同时产酸产碱〔18〕、清洁生产碱性物质〔19〕、于复杂体系中原位回收有机酸〔20〕、控制系统pH制备pH敏感型物质〔21〕、分离提取多种蛋白〔22〕、分离回收氨〔23〕等领域为主.除上述传统技术外,双极膜电渗析还可用于温室气体回收,现阶段我国提倡可持续发展,实现废弃物零排放是目前技术要求的主要目标之一,以二氧化碳为例,双极膜电渗析技术通过电势差驱动跨膜离子传输,可从气流中回收二氧化碳〔24〕.只要有成本更低的可再生能源和更便宜先进的膜材料,此类空气捕集法将非常具有应用前景. ...
1
... 在实验室规模内,双极膜电渗析已被应用于多个领域,其中以同时产酸产碱〔18〕、清洁生产碱性物质〔19〕、于复杂体系中原位回收有机酸〔20〕、控制系统pH制备pH敏感型物质〔21〕、分离提取多种蛋白〔22〕、分离回收氨〔23〕等领域为主.除上述传统技术外,双极膜电渗析还可用于温室气体回收,现阶段我国提倡可持续发展,实现废弃物零排放是目前技术要求的主要目标之一,以二氧化碳为例,双极膜电渗析技术通过电势差驱动跨膜离子传输,可从气流中回收二氧化碳〔24〕.只要有成本更低的可再生能源和更便宜先进的膜材料,此类空气捕集法将非常具有应用前景. ...
Bipolar membrane electrodialysis for energetically competitive ammonium removal and dissolved ammonia production
1
2020
... 在实验室规模内,双极膜电渗析已被应用于多个领域,其中以同时产酸产碱〔18〕、清洁生产碱性物质〔19〕、于复杂体系中原位回收有机酸〔20〕、控制系统pH制备pH敏感型物质〔21〕、分离提取多种蛋白〔22〕、分离回收氨〔23〕等领域为主.除上述传统技术外,双极膜电渗析还可用于温室气体回收,现阶段我国提倡可持续发展,实现废弃物零排放是目前技术要求的主要目标之一,以二氧化碳为例,双极膜电渗析技术通过电势差驱动跨膜离子传输,可从气流中回收二氧化碳〔24〕.只要有成本更低的可再生能源和更便宜先进的膜材料,此类空气捕集法将非常具有应用前景. ...
1
... 在实验室规模内,双极膜电渗析已被应用于多个领域,其中以同时产酸产碱〔18〕、清洁生产碱性物质〔19〕、于复杂体系中原位回收有机酸〔20〕、控制系统pH制备pH敏感型物质〔21〕、分离提取多种蛋白〔22〕、分离回收氨〔23〕等领域为主.除上述传统技术外,双极膜电渗析还可用于温室气体回收,现阶段我国提倡可持续发展,实现废弃物零排放是目前技术要求的主要目标之一,以二氧化碳为例,双极膜电渗析技术通过电势差驱动跨膜离子传输,可从气流中回收二氧化碳〔24〕.只要有成本更低的可再生能源和更便宜先进的膜材料,此类空气捕集法将非常具有应用前景. ...
1
... M. Reig等〔25〕利用选择性电渗析技术分离废水中氯化钠和硫酸钠,再利用双极膜分离回收酸和碱,其中选择性电渗析装置原理见图 3. ...
Surface modification of composite ion exchange membranes by polyaniline
1
2015
... 选择性电渗析技术的核心竞争力在于选择性离子交换膜的性质.在前人的研究中,研究者们已将如聚苯胺〔26〕、聚季铵盐〔27〕等基团引入离子交换膜增强其对单价阳离子的选择性,但由于其具有高表面电阻,这类膜阳离子通量通常较低.有研究表明可以利用离子密度大疏水相的导电基团提高阳离子通量,研究者通过在膜骨架中引入由芳族骨架和离子侧链组成的离子通道增强阳离子通量〔28〕,将两性结构的聚(2,6-二甲基苯乙烯氧化物)季铵盐引入膜结构中,聚合物主链上的各种烷基链和以氮为中心的官能团诱导了膜的疏水性,同时提高膜的选择性和单价阳离子通量并减少了膜溶胀〔29〕.另一类由季铵化氧化石墨烯修饰的聚乙烯醇(PVA)-QPEI(季铵化聚乙烯亚胺)阴离子交换膜可通过PVA-OH基团选择地加速氢氧根的传输,此外膜中的季铵化氧化石墨烯纳米片可抑制具有较大水合离子半径离子的传输,使膜具有高选择性〔30〕. ...
Mono-valent cation selective membranes for electrodialysis by introducing polyquaternium-7 in a commercial cation exchange membrane
1
2015
... 选择性电渗析技术的核心竞争力在于选择性离子交换膜的性质.在前人的研究中,研究者们已将如聚苯胺〔26〕、聚季铵盐〔27〕等基团引入离子交换膜增强其对单价阳离子的选择性,但由于其具有高表面电阻,这类膜阳离子通量通常较低.有研究表明可以利用离子密度大疏水相的导电基团提高阳离子通量,研究者通过在膜骨架中引入由芳族骨架和离子侧链组成的离子通道增强阳离子通量〔28〕,将两性结构的聚(2,6-二甲基苯乙烯氧化物)季铵盐引入膜结构中,聚合物主链上的各种烷基链和以氮为中心的官能团诱导了膜的疏水性,同时提高膜的选择性和单价阳离子通量并减少了膜溶胀〔29〕.另一类由季铵化氧化石墨烯修饰的聚乙烯醇(PVA)-QPEI(季铵化聚乙烯亚胺)阴离子交换膜可通过PVA-OH基团选择地加速氢氧根的传输,此外膜中的季铵化氧化石墨烯纳米片可抑制具有较大水合离子半径离子的传输,使膜具有高选择性〔30〕. ...
1
... 选择性电渗析技术的核心竞争力在于选择性离子交换膜的性质.在前人的研究中,研究者们已将如聚苯胺〔26〕、聚季铵盐〔27〕等基团引入离子交换膜增强其对单价阳离子的选择性,但由于其具有高表面电阻,这类膜阳离子通量通常较低.有研究表明可以利用离子密度大疏水相的导电基团提高阳离子通量,研究者通过在膜骨架中引入由芳族骨架和离子侧链组成的离子通道增强阳离子通量〔28〕,将两性结构的聚(2,6-二甲基苯乙烯氧化物)季铵盐引入膜结构中,聚合物主链上的各种烷基链和以氮为中心的官能团诱导了膜的疏水性,同时提高膜的选择性和单价阳离子通量并减少了膜溶胀〔29〕.另一类由季铵化氧化石墨烯修饰的聚乙烯醇(PVA)-QPEI(季铵化聚乙烯亚胺)阴离子交换膜可通过PVA-OH基团选择地加速氢氧根的传输,此外膜中的季铵化氧化石墨烯纳米片可抑制具有较大水合离子半径离子的传输,使膜具有高选择性〔30〕. ...
Novel electrodialysis membranes with hydrophobic alkyl spacers and zwitterion structure enable high monovalent/divalent cation selectivity
1
2020
... 选择性电渗析技术的核心竞争力在于选择性离子交换膜的性质.在前人的研究中,研究者们已将如聚苯胺〔26〕、聚季铵盐〔27〕等基团引入离子交换膜增强其对单价阳离子的选择性,但由于其具有高表面电阻,这类膜阳离子通量通常较低.有研究表明可以利用离子密度大疏水相的导电基团提高阳离子通量,研究者通过在膜骨架中引入由芳族骨架和离子侧链组成的离子通道增强阳离子通量〔28〕,将两性结构的聚(2,6-二甲基苯乙烯氧化物)季铵盐引入膜结构中,聚合物主链上的各种烷基链和以氮为中心的官能团诱导了膜的疏水性,同时提高膜的选择性和单价阳离子通量并减少了膜溶胀〔29〕.另一类由季铵化氧化石墨烯修饰的聚乙烯醇(PVA)-QPEI(季铵化聚乙烯亚胺)阴离子交换膜可通过PVA-OH基团选择地加速氢氧根的传输,此外膜中的季铵化氧化石墨烯纳米片可抑制具有较大水合离子半径离子的传输,使膜具有高选择性〔30〕. ...
Quaternized graphene oxide modified PVA-QPEI membranes with excellent selectivity for alkali recovery through electrodialysis
1
2020
... 选择性电渗析技术的核心竞争力在于选择性离子交换膜的性质.在前人的研究中,研究者们已将如聚苯胺〔26〕、聚季铵盐〔27〕等基团引入离子交换膜增强其对单价阳离子的选择性,但由于其具有高表面电阻,这类膜阳离子通量通常较低.有研究表明可以利用离子密度大疏水相的导电基团提高阳离子通量,研究者通过在膜骨架中引入由芳族骨架和离子侧链组成的离子通道增强阳离子通量〔28〕,将两性结构的聚(2,6-二甲基苯乙烯氧化物)季铵盐引入膜结构中,聚合物主链上的各种烷基链和以氮为中心的官能团诱导了膜的疏水性,同时提高膜的选择性和单价阳离子通量并减少了膜溶胀〔29〕.另一类由季铵化氧化石墨烯修饰的聚乙烯醇(PVA)-QPEI(季铵化聚乙烯亚胺)阴离子交换膜可通过PVA-OH基团选择地加速氢氧根的传输,此外膜中的季铵化氧化石墨烯纳米片可抑制具有较大水合离子半径离子的传输,使膜具有高选择性〔30〕. ...
Separating and recovering lithium from brines using selective-electrodialysis:Sensitivity to temperature
1
2018
... 在现有研究中,选择性电渗析技术常被用于单价/多价离子分离,最常见的为分离各类金属离子如锂〔31〕、镁〔32〕、砷〔33〕或氯离子〔34〕等阴离子,也有研究将选择性交换膜与普通离子交换膜联合使用用于分离不同产物〔35〕.虽然选择性膜在广泛操作条件下均显示出稳定的离子选择性,还可利用脉冲电场控制膜界面浓度极化现象〔36〕,但这些特殊的离子交换膜成本较高,脱盐效率也将随流量的增加而降低,同时由于静电排斥,二价阳离子的传输速率也将逐渐降低,这些特点都限制了选择性电渗析的实际应用. ...
Evaluation of the ideal selectivity and the performance of selectrodialysis by using TFC ion exchange membranes
1
2019
... 在现有研究中,选择性电渗析技术常被用于单价/多价离子分离,最常见的为分离各类金属离子如锂〔31〕、镁〔32〕、砷〔33〕或氯离子〔34〕等阴离子,也有研究将选择性交换膜与普通离子交换膜联合使用用于分离不同产物〔35〕.虽然选择性膜在广泛操作条件下均显示出稳定的离子选择性,还可利用脉冲电场控制膜界面浓度极化现象〔36〕,但这些特殊的离子交换膜成本较高,脱盐效率也将随流量的增加而降低,同时由于静电排斥,二价阳离子的传输速率也将逐渐降低,这些特点都限制了选择性电渗析的实际应用. ...
Application of selectrodialysis for the removal of As from metallurgical process waters:Recovery of Cu and Zn
1
2018
... 在现有研究中,选择性电渗析技术常被用于单价/多价离子分离,最常见的为分离各类金属离子如锂〔31〕、镁〔32〕、砷〔33〕或氯离子〔34〕等阴离子,也有研究将选择性交换膜与普通离子交换膜联合使用用于分离不同产物〔35〕.虽然选择性膜在广泛操作条件下均显示出稳定的离子选择性,还可利用脉冲电场控制膜界面浓度极化现象〔36〕,但这些特殊的离子交换膜成本较高,脱盐效率也将随流量的增加而降低,同时由于静电排斥,二价阳离子的传输速率也将逐渐降低,这些特点都限制了选择性电渗析的实际应用. ...
Fouling deposition as an effective approach for preparing monovalent selective membranes
1
2019
... 在现有研究中,选择性电渗析技术常被用于单价/多价离子分离,最常见的为分离各类金属离子如锂〔31〕、镁〔32〕、砷〔33〕或氯离子〔34〕等阴离子,也有研究将选择性交换膜与普通离子交换膜联合使用用于分离不同产物〔35〕.虽然选择性膜在广泛操作条件下均显示出稳定的离子选择性,还可利用脉冲电场控制膜界面浓度极化现象〔36〕,但这些特殊的离子交换膜成本较高,脱盐效率也将随流量的增加而降低,同时由于静电排斥,二价阳离子的传输速率也将逐渐降低,这些特点都限制了选择性电渗析的实际应用. ...
Four compartments mono selective electrodialysis for separation of sodium format from industry wastewater
1
2018
... 在现有研究中,选择性电渗析技术常被用于单价/多价离子分离,最常见的为分离各类金属离子如锂〔31〕、镁〔32〕、砷〔33〕或氯离子〔34〕等阴离子,也有研究将选择性交换膜与普通离子交换膜联合使用用于分离不同产物〔35〕.虽然选择性膜在广泛操作条件下均显示出稳定的离子选择性,还可利用脉冲电场控制膜界面浓度极化现象〔36〕,但这些特殊的离子交换膜成本较高,脱盐效率也将随流量的增加而降低,同时由于静电排斥,二价阳离子的传输速率也将逐渐降低,这些特点都限制了选择性电渗析的实际应用. ...
Assess of physical antiscale-treatments on conventional electrodialysis pilot unit during brackish water desalination
1
2015
... 在现有研究中,选择性电渗析技术常被用于单价/多价离子分离,最常见的为分离各类金属离子如锂〔31〕、镁〔32〕、砷〔33〕或氯离子〔34〕等阴离子,也有研究将选择性交换膜与普通离子交换膜联合使用用于分离不同产物〔35〕.虽然选择性膜在广泛操作条件下均显示出稳定的离子选择性,还可利用脉冲电场控制膜界面浓度极化现象〔36〕,但这些特殊的离子交换膜成本较高,脱盐效率也将随流量的增加而降低,同时由于静电排斥,二价阳离子的传输速率也将逐渐降低,这些特点都限制了选择性电渗析的实际应用. ...
Preparation of chloride-free potash fertilizers by electrodialysis metathesis
1
2018
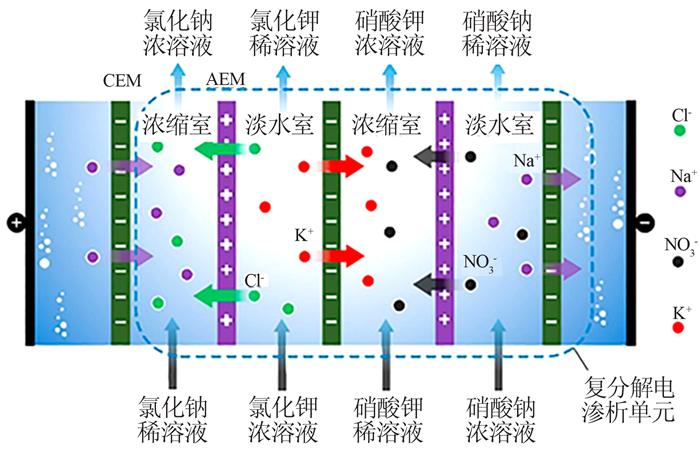
... 复分解电渗析(Electrodialysis Metathesis,EDM)具有重组和浓缩离子的独特性能,通过离子重组可发生类似复分解反应.基于四隔室结构特点,其可以将少量的溶解度低(或不溶解度)的盐类转化为高溶解度的盐.复分解电渗析通过将2种原料AX、BY和另2种产品液BX、AY分别投入4个隔室,在电场力的作用下离子定向迁移过膜而后被同性离子交换膜阻挡后停留于不同隔室,完成AX+BY→AY+BX复分解反应,复分解电渗析原理〔37〕见图 4. ...
Continuous synthesis of high purity KNO3 through electrodialysis metathesis
1
2019
... 相比于双极膜电渗析和选择性电渗析,针对复分解电渗析的研究较少,且大多数研究为浓缩高纯度无氯钾肥.常规无氯钾肥复分解生产法具转化率低、能耗高、产品纯度低等缺点〔38〕,与传统的复分解反应相比,复分解电渗析无需萃取、无需复盐沉淀、电流效率高、产物纯度高.但与其他电渗析工艺一样,复分解电渗析的效率是由操作参数(电流密度、进料浓度和成分等)和离子交换膜的性能决定的.复分解电渗析技术同样对膜有一定要求,高选择性、高导电性等性质是在低能耗下提供浓缩产物的重要膜性能〔39〕.该新型技术虽具有一定优势,但因其装置复杂、对进水要求高未能投入生产. ...
Potassium nitrate synthesis by electrodialysismetathesis:The effect of membrane type
1
2018
... 相比于双极膜电渗析和选择性电渗析,针对复分解电渗析的研究较少,且大多数研究为浓缩高纯度无氯钾肥.常规无氯钾肥复分解生产法具转化率低、能耗高、产品纯度低等缺点〔38〕,与传统的复分解反应相比,复分解电渗析无需萃取、无需复盐沉淀、电流效率高、产物纯度高.但与其他电渗析工艺一样,复分解电渗析的效率是由操作参数(电流密度、进料浓度和成分等)和离子交换膜的性能决定的.复分解电渗析技术同样对膜有一定要求,高选择性、高导电性等性质是在低能耗下提供浓缩产物的重要膜性能〔39〕.该新型技术虽具有一定优势,但因其装置复杂、对进水要求高未能投入生产. ...
A power free electrodialysis(PFED) for desalination
1
2017
... 由图 5可知,阴阳离子交换膜交替间隔形成浓水室(HS)和淡水室(LS),在浓度差作用下,浓水室中阴阳离子分别透过阴阳离子交换膜进入淡水室,离子的定向迁移形成内电流,再通过阴阳极的电化学反应将离子迁移内电流转化为电子迁移外电路电流,将化学势转化为电能.根据逆电渗析原理可推断出,逆电渗析装置可从2个不同盐度梯度的溶液中提取能量,且不产生二次污染.目前全球的盐差势能资源巨大,利用电渗析装置将化学势差转为电势差进而产生电能的技术是一种新型的可持续发展技术,前景良好.有研究表明〔40〕可以将RED与传统ED结合开发无电源电渗析(PFED)实现零能耗脱盐,具有很高的经济效益和可持续发展性.但在实际条件下,由于欧姆内阻和压降引起的泵浦损耗,装置中只有一部分能量可以转化为电能,除能量损耗外,装置中还存在垫片堵塞和无机物沉淀造成的结垢〔41〕. ...
Assessing the behavior of the feed-water constituents of a pilot-scale 1000-cell-pair reverse electrodialysis with seawater and municipal wastewater effluent
2
2019
... 由图 5可知,阴阳离子交换膜交替间隔形成浓水室(HS)和淡水室(LS),在浓度差作用下,浓水室中阴阳离子分别透过阴阳离子交换膜进入淡水室,离子的定向迁移形成内电流,再通过阴阳极的电化学反应将离子迁移内电流转化为电子迁移外电路电流,将化学势转化为电能.根据逆电渗析原理可推断出,逆电渗析装置可从2个不同盐度梯度的溶液中提取能量,且不产生二次污染.目前全球的盐差势能资源巨大,利用电渗析装置将化学势差转为电势差进而产生电能的技术是一种新型的可持续发展技术,前景良好.有研究表明〔40〕可以将RED与传统ED结合开发无电源电渗析(PFED)实现零能耗脱盐,具有很高的经济效益和可持续发展性.但在实际条件下,由于欧姆内阻和压降引起的泵浦损耗,装置中只有一部分能量可以转化为电能,除能量损耗外,装置中还存在垫片堵塞和无机物沉淀造成的结垢〔41〕. ...
... 自1970年以来,电渗析装置脱盐的能耗由20 kW·h/kg左右降低到了0.4~8.7 kW·h/kg,成本也已降低至不足0.75美元.现工业规模电渗析装置可处理含盐质量浓度为2 500~3 000 mg/L的废水,处理成本和能耗与待处理液浓度成正比;在浓缩富集方面,以常见浓缩元素氨氮和磷为例,利用电渗析装置回收废水中的氨氮可浓缩至(7 100±300)mg/L,平均功耗为(4.9±1.5)kW·h/kg〔43〕,利用具有聚砜基阴离子交换膜的电渗析法纯化磷酸能耗为2.73 kW·h/kg〔44〕;在选择性分离方面,利用电渗析进行单价和二价阳离子选择性分离,能耗为0.502 kW·h/kg〔45〕;在双极膜系统研究方面,利用双极膜电渗析法生产α-酮戊二酸能耗为3.72 kW·h/kg〔46〕;在中等规模电渗析实际应用领域,J. Y. Nam等〔41〕考察了1 000膜对逆电渗析装置利用城市废水和海水发电情况,当装置以1.5 cm/s速度运行时产电功率为0.76 W,实验室规模逆电渗析功率为6.7~12 W/m2〔47〕. ...
Recent developments and future perspectives of reverse electrodialysis technology:A review
1
2018
... 逆电渗析(Reverse Electrodialysis,RED)的原理为:通过在不同浓度盐溶液间放置离子交换膜,利用离子浓度差导致的离子迁移将化学能转化为电能,其具体原理〔42〕见图 5. ...
Nutrient recovery from wastewater through pilot scale electrodialysis
1
2018
... 自1970年以来,电渗析装置脱盐的能耗由20 kW·h/kg左右降低到了0.4~8.7 kW·h/kg,成本也已降低至不足0.75美元.现工业规模电渗析装置可处理含盐质量浓度为2 500~3 000 mg/L的废水,处理成本和能耗与待处理液浓度成正比;在浓缩富集方面,以常见浓缩元素氨氮和磷为例,利用电渗析装置回收废水中的氨氮可浓缩至(7 100±300)mg/L,平均功耗为(4.9±1.5)kW·h/kg〔43〕,利用具有聚砜基阴离子交换膜的电渗析法纯化磷酸能耗为2.73 kW·h/kg〔44〕;在选择性分离方面,利用电渗析进行单价和二价阳离子选择性分离,能耗为0.502 kW·h/kg〔45〕;在双极膜系统研究方面,利用双极膜电渗析法生产α-酮戊二酸能耗为3.72 kW·h/kg〔46〕;在中等规模电渗析实际应用领域,J. Y. Nam等〔41〕考察了1 000膜对逆电渗析装置利用城市废水和海水发电情况,当装置以1.5 cm/s速度运行时产电功率为0.76 W,实验室规模逆电渗析功率为6.7~12 W/m2〔47〕. ...
A polysulfonebased anion exchange membrane for phosphoric acid concentration and purification by electro-electrodialysis
1
2018
... 自1970年以来,电渗析装置脱盐的能耗由20 kW·h/kg左右降低到了0.4~8.7 kW·h/kg,成本也已降低至不足0.75美元.现工业规模电渗析装置可处理含盐质量浓度为2 500~3 000 mg/L的废水,处理成本和能耗与待处理液浓度成正比;在浓缩富集方面,以常见浓缩元素氨氮和磷为例,利用电渗析装置回收废水中的氨氮可浓缩至(7 100±300)mg/L,平均功耗为(4.9±1.5)kW·h/kg〔43〕,利用具有聚砜基阴离子交换膜的电渗析法纯化磷酸能耗为2.73 kW·h/kg〔44〕;在选择性分离方面,利用电渗析进行单价和二价阳离子选择性分离,能耗为0.502 kW·h/kg〔45〕;在双极膜系统研究方面,利用双极膜电渗析法生产α-酮戊二酸能耗为3.72 kW·h/kg〔46〕;在中等规模电渗析实际应用领域,J. Y. Nam等〔41〕考察了1 000膜对逆电渗析装置利用城市废水和海水发电情况,当装置以1.5 cm/s速度运行时产电功率为0.76 W,实验室规模逆电渗析功率为6.7~12 W/m2〔47〕. ...
Selective separation of mono and divalent cations in electrodialysis during brackish water desalination:Bench and pilot-scale studies
1
2018
... 自1970年以来,电渗析装置脱盐的能耗由20 kW·h/kg左右降低到了0.4~8.7 kW·h/kg,成本也已降低至不足0.75美元.现工业规模电渗析装置可处理含盐质量浓度为2 500~3 000 mg/L的废水,处理成本和能耗与待处理液浓度成正比;在浓缩富集方面,以常见浓缩元素氨氮和磷为例,利用电渗析装置回收废水中的氨氮可浓缩至(7 100±300)mg/L,平均功耗为(4.9±1.5)kW·h/kg〔43〕,利用具有聚砜基阴离子交换膜的电渗析法纯化磷酸能耗为2.73 kW·h/kg〔44〕;在选择性分离方面,利用电渗析进行单价和二价阳离子选择性分离,能耗为0.502 kW·h/kg〔45〕;在双极膜系统研究方面,利用双极膜电渗析法生产α-酮戊二酸能耗为3.72 kW·h/kg〔46〕;在中等规模电渗析实际应用领域,J. Y. Nam等〔41〕考察了1 000膜对逆电渗析装置利用城市废水和海水发电情况,当装置以1.5 cm/s速度运行时产电功率为0.76 W,实验室规模逆电渗析功率为6.7~12 W/m2〔47〕. ...
Alpha-ketoglutaric acid production using electrodialysis with bipolar membrane
1
2017
... 自1970年以来,电渗析装置脱盐的能耗由20 kW·h/kg左右降低到了0.4~8.7 kW·h/kg,成本也已降低至不足0.75美元.现工业规模电渗析装置可处理含盐质量浓度为2 500~3 000 mg/L的废水,处理成本和能耗与待处理液浓度成正比;在浓缩富集方面,以常见浓缩元素氨氮和磷为例,利用电渗析装置回收废水中的氨氮可浓缩至(7 100±300)mg/L,平均功耗为(4.9±1.5)kW·h/kg〔43〕,利用具有聚砜基阴离子交换膜的电渗析法纯化磷酸能耗为2.73 kW·h/kg〔44〕;在选择性分离方面,利用电渗析进行单价和二价阳离子选择性分离,能耗为0.502 kW·h/kg〔45〕;在双极膜系统研究方面,利用双极膜电渗析法生产α-酮戊二酸能耗为3.72 kW·h/kg〔46〕;在中等规模电渗析实际应用领域,J. Y. Nam等〔41〕考察了1 000膜对逆电渗析装置利用城市废水和海水发电情况,当装置以1.5 cm/s速度运行时产电功率为0.76 W,实验室规模逆电渗析功率为6.7~12 W/m2〔47〕. ...
Electrodialysis for water desalination:A critical assessment of recent developments on process fundamentals, models and applications
1
2018
... 自1970年以来,电渗析装置脱盐的能耗由20 kW·h/kg左右降低到了0.4~8.7 kW·h/kg,成本也已降低至不足0.75美元.现工业规模电渗析装置可处理含盐质量浓度为2 500~3 000 mg/L的废水,处理成本和能耗与待处理液浓度成正比;在浓缩富集方面,以常见浓缩元素氨氮和磷为例,利用电渗析装置回收废水中的氨氮可浓缩至(7 100±300)mg/L,平均功耗为(4.9±1.5)kW·h/kg〔43〕,利用具有聚砜基阴离子交换膜的电渗析法纯化磷酸能耗为2.73 kW·h/kg〔44〕;在选择性分离方面,利用电渗析进行单价和二价阳离子选择性分离,能耗为0.502 kW·h/kg〔45〕;在双极膜系统研究方面,利用双极膜电渗析法生产α-酮戊二酸能耗为3.72 kW·h/kg〔46〕;在中等规模电渗析实际应用领域,J. Y. Nam等〔41〕考察了1 000膜对逆电渗析装置利用城市废水和海水发电情况,当装置以1.5 cm/s速度运行时产电功率为0.76 W,实验室规模逆电渗析功率为6.7~12 W/m2〔47〕. ...
Reverse electrodialysis with saline waters and concentrated brines:A laboratory investigation towards technology scale-up
2
2015
... 脱盐工业每年消耗8.5亿t石油处理9千余万t含盐废水并产生6 700万t二氧化碳〔48〕,因此寻找可再生清洁能源具有重大的意义〔49〕.在过去的10 a中,光伏能源转换已成为一种新兴技术,其需求量迅速增长,是一种极具潜力的能源替代技术〔50〕.太阳能作为绿色可再生能源已被用于电渗析系统供能〔48〕,但要有效地将太阳能转化为可用于电渗析的电能需要消耗大量资金,M. Herrero-Gonzalez等〔51〕利用双极膜电渗析结合太阳能从海水中分离生产HCl和NaOH,能耗为4.4 kW·h/kgHCl,除能耗成本外还有较高的设备维护和太阳能利用成本.在传统电渗析脱盐方面,对于含盐质量浓度为2 500~5 000 mg/L的微咸水系统,光伏电渗析(PV-ED)能耗为0.49~0.91 kW·h/m3低于传统电渗析,但传统电渗析成本为0.45~0.78欧元/m3低于PV-ED成本6.34~11.93欧元/m3,可见使用可再生能源的电渗析装置虽能耗较低却具有较高的总成本〔52〕.经预测到2025年,PV-ED系统成本将与传统电渗析成本持平,在此之后,由于化石燃料短缺,传统电渗析的成本将继续增加而PV-ED的成本将继续降低,这一发展趋势有利于光电池相关技术的发展.除成本外,阻碍PV-ED系统的大规模商业化的技术限制主要在于如何平衡太阳能系统能量输出和电渗析系统能量需求. ...
... 〔48〕,但要有效地将太阳能转化为可用于电渗析的电能需要消耗大量资金,M. Herrero-Gonzalez等〔51〕利用双极膜电渗析结合太阳能从海水中分离生产HCl和NaOH,能耗为4.4 kW·h/kgHCl,除能耗成本外还有较高的设备维护和太阳能利用成本.在传统电渗析脱盐方面,对于含盐质量浓度为2 500~5 000 mg/L的微咸水系统,光伏电渗析(PV-ED)能耗为0.49~0.91 kW·h/m3低于传统电渗析,但传统电渗析成本为0.45~0.78欧元/m3低于PV-ED成本6.34~11.93欧元/m3,可见使用可再生能源的电渗析装置虽能耗较低却具有较高的总成本〔52〕.经预测到2025年,PV-ED系统成本将与传统电渗析成本持平,在此之后,由于化石燃料短缺,传统电渗析的成本将继续增加而PV-ED的成本将继续降低,这一发展趋势有利于光电池相关技术的发展.除成本外,阻碍PV-ED系统的大规模商业化的技术限制主要在于如何平衡太阳能系统能量输出和电渗析系统能量需求. ...
Suitability analysis for implementing a renewable energy powered water purification system
1
2016
... 脱盐工业每年消耗8.5亿t石油处理9千余万t含盐废水并产生6 700万t二氧化碳〔48〕,因此寻找可再生清洁能源具有重大的意义〔49〕.在过去的10 a中,光伏能源转换已成为一种新兴技术,其需求量迅速增长,是一种极具潜力的能源替代技术〔50〕.太阳能作为绿色可再生能源已被用于电渗析系统供能〔48〕,但要有效地将太阳能转化为可用于电渗析的电能需要消耗大量资金,M. Herrero-Gonzalez等〔51〕利用双极膜电渗析结合太阳能从海水中分离生产HCl和NaOH,能耗为4.4 kW·h/kgHCl,除能耗成本外还有较高的设备维护和太阳能利用成本.在传统电渗析脱盐方面,对于含盐质量浓度为2 500~5 000 mg/L的微咸水系统,光伏电渗析(PV-ED)能耗为0.49~0.91 kW·h/m3低于传统电渗析,但传统电渗析成本为0.45~0.78欧元/m3低于PV-ED成本6.34~11.93欧元/m3,可见使用可再生能源的电渗析装置虽能耗较低却具有较高的总成本〔52〕.经预测到2025年,PV-ED系统成本将与传统电渗析成本持平,在此之后,由于化石燃料短缺,传统电渗析的成本将继续增加而PV-ED的成本将继续降低,这一发展趋势有利于光电池相关技术的发展.除成本外,阻碍PV-ED系统的大规模商业化的技术限制主要在于如何平衡太阳能系统能量输出和电渗析系统能量需求. ...
Electrodialysis for fluoride and nitrate removal from synthesized photovoltaic industry wastewater
1
2018
... 脱盐工业每年消耗8.5亿t石油处理9千余万t含盐废水并产生6 700万t二氧化碳〔48〕,因此寻找可再生清洁能源具有重大的意义〔49〕.在过去的10 a中,光伏能源转换已成为一种新兴技术,其需求量迅速增长,是一种极具潜力的能源替代技术〔50〕.太阳能作为绿色可再生能源已被用于电渗析系统供能〔48〕,但要有效地将太阳能转化为可用于电渗析的电能需要消耗大量资金,M. Herrero-Gonzalez等〔51〕利用双极膜电渗析结合太阳能从海水中分离生产HCl和NaOH,能耗为4.4 kW·h/kgHCl,除能耗成本外还有较高的设备维护和太阳能利用成本.在传统电渗析脱盐方面,对于含盐质量浓度为2 500~5 000 mg/L的微咸水系统,光伏电渗析(PV-ED)能耗为0.49~0.91 kW·h/m3低于传统电渗析,但传统电渗析成本为0.45~0.78欧元/m3低于PV-ED成本6.34~11.93欧元/m3,可见使用可再生能源的电渗析装置虽能耗较低却具有较高的总成本〔52〕.经预测到2025年,PV-ED系统成本将与传统电渗析成本持平,在此之后,由于化石燃料短缺,传统电渗析的成本将继续增加而PV-ED的成本将继续降低,这一发展趋势有利于光电池相关技术的发展.除成本外,阻碍PV-ED系统的大规模商业化的技术限制主要在于如何平衡太阳能系统能量输出和电渗析系统能量需求. ...
Photovoltaic solar electrodialysis with bipolar membranes
1
2018
... 脱盐工业每年消耗8.5亿t石油处理9千余万t含盐废水并产生6 700万t二氧化碳〔48〕,因此寻找可再生清洁能源具有重大的意义〔49〕.在过去的10 a中,光伏能源转换已成为一种新兴技术,其需求量迅速增长,是一种极具潜力的能源替代技术〔50〕.太阳能作为绿色可再生能源已被用于电渗析系统供能〔48〕,但要有效地将太阳能转化为可用于电渗析的电能需要消耗大量资金,M. Herrero-Gonzalez等〔51〕利用双极膜电渗析结合太阳能从海水中分离生产HCl和NaOH,能耗为4.4 kW·h/kgHCl,除能耗成本外还有较高的设备维护和太阳能利用成本.在传统电渗析脱盐方面,对于含盐质量浓度为2 500~5 000 mg/L的微咸水系统,光伏电渗析(PV-ED)能耗为0.49~0.91 kW·h/m3低于传统电渗析,但传统电渗析成本为0.45~0.78欧元/m3低于PV-ED成本6.34~11.93欧元/m3,可见使用可再生能源的电渗析装置虽能耗较低却具有较高的总成本〔52〕.经预测到2025年,PV-ED系统成本将与传统电渗析成本持平,在此之后,由于化石燃料短缺,传统电渗析的成本将继续增加而PV-ED的成本将继续降低,这一发展趋势有利于光电池相关技术的发展.除成本外,阻碍PV-ED系统的大规模商业化的技术限制主要在于如何平衡太阳能系统能量输出和电渗析系统能量需求. ...
Sustainability assessment of electrodialysis powered by photovoltaic solar energy for freshwater production
1
2015
... 脱盐工业每年消耗8.5亿t石油处理9千余万t含盐废水并产生6 700万t二氧化碳〔48〕,因此寻找可再生清洁能源具有重大的意义〔49〕.在过去的10 a中,光伏能源转换已成为一种新兴技术,其需求量迅速增长,是一种极具潜力的能源替代技术〔50〕.太阳能作为绿色可再生能源已被用于电渗析系统供能〔48〕,但要有效地将太阳能转化为可用于电渗析的电能需要消耗大量资金,M. Herrero-Gonzalez等〔51〕利用双极膜电渗析结合太阳能从海水中分离生产HCl和NaOH,能耗为4.4 kW·h/kgHCl,除能耗成本外还有较高的设备维护和太阳能利用成本.在传统电渗析脱盐方面,对于含盐质量浓度为2 500~5 000 mg/L的微咸水系统,光伏电渗析(PV-ED)能耗为0.49~0.91 kW·h/m3低于传统电渗析,但传统电渗析成本为0.45~0.78欧元/m3低于PV-ED成本6.34~11.93欧元/m3,可见使用可再生能源的电渗析装置虽能耗较低却具有较高的总成本〔52〕.经预测到2025年,PV-ED系统成本将与传统电渗析成本持平,在此之后,由于化石燃料短缺,传统电渗析的成本将继续增加而PV-ED的成本将继续降低,这一发展趋势有利于光电池相关技术的发展.除成本外,阻碍PV-ED系统的大规模商业化的技术限制主要在于如何平衡太阳能系统能量输出和电渗析系统能量需求. ...
Electrodialysis of concentrated brine from RO plant to produce coarse salt and freshwater
1
2014
... 传统电渗析虽具有效率高、能耗低等优点,却也存在一些技术限制,例如处理高盐废水带来的高能耗、不能选择性去除离子、产品单一等问题.因此针对电渗析相关技术的研究得以蓬勃发展,具有特殊膜组成和装置结构的新型电渗析技术拓宽了传统电渗析的应用领域.电渗析已被广泛应用于水处理领域.在实验室规模内,在海水淡化领域电渗析技术已具有高淡水回收率,电渗析也可被用于反渗透回水制备粗盐〔53〕、零液体排放〔54〕、高盐度油砂水脱盐〔55〕、果汁脱酸等〔56〕众多领域.在实际应用中,随着国内制膜技术的进步和应用技术不断开发,各类引入特殊作用膜的电渗析技术应用正在逐步扩大,电渗析将广泛应用于能源、食品、生物、化工、和饮用水等领域. ...
Optimization of electrodialysis metathesis(EDM) desalination using factorial design methodology
1
2017
... 传统电渗析虽具有效率高、能耗低等优点,却也存在一些技术限制,例如处理高盐废水带来的高能耗、不能选择性去除离子、产品单一等问题.因此针对电渗析相关技术的研究得以蓬勃发展,具有特殊膜组成和装置结构的新型电渗析技术拓宽了传统电渗析的应用领域.电渗析已被广泛应用于水处理领域.在实验室规模内,在海水淡化领域电渗析技术已具有高淡水回收率,电渗析也可被用于反渗透回水制备粗盐〔53〕、零液体排放〔54〕、高盐度油砂水脱盐〔55〕、果汁脱酸等〔56〕众多领域.在实际应用中,随着国内制膜技术的进步和应用技术不断开发,各类引入特殊作用膜的电渗析技术应用正在逐步扩大,电渗析将广泛应用于能源、食品、生物、化工、和饮用水等领域. ...
Desalination of oil sands process-affected water and basal depressurization water in Fort McMurray, Alberta, Canada:Application of electrodialysis
1
2013
... 传统电渗析虽具有效率高、能耗低等优点,却也存在一些技术限制,例如处理高盐废水带来的高能耗、不能选择性去除离子、产品单一等问题.因此针对电渗析相关技术的研究得以蓬勃发展,具有特殊膜组成和装置结构的新型电渗析技术拓宽了传统电渗析的应用领域.电渗析已被广泛应用于水处理领域.在实验室规模内,在海水淡化领域电渗析技术已具有高淡水回收率,电渗析也可被用于反渗透回水制备粗盐〔53〕、零液体排放〔54〕、高盐度油砂水脱盐〔55〕、果汁脱酸等〔56〕众多领域.在实际应用中,随着国内制膜技术的进步和应用技术不断开发,各类引入特殊作用膜的电渗析技术应用正在逐步扩大,电渗析将广泛应用于能源、食品、生物、化工、和饮用水等领域. ...
Deacidification of clarified passion fruit juice using different configurations of electrodialysis
1
2003
... 传统电渗析虽具有效率高、能耗低等优点,却也存在一些技术限制,例如处理高盐废水带来的高能耗、不能选择性去除离子、产品单一等问题.因此针对电渗析相关技术的研究得以蓬勃发展,具有特殊膜组成和装置结构的新型电渗析技术拓宽了传统电渗析的应用领域.电渗析已被广泛应用于水处理领域.在实验室规模内,在海水淡化领域电渗析技术已具有高淡水回收率,电渗析也可被用于反渗透回水制备粗盐〔53〕、零液体排放〔54〕、高盐度油砂水脱盐〔55〕、果汁脱酸等〔56〕众多领域.在实际应用中,随着国内制膜技术的进步和应用技术不断开发,各类引入特殊作用膜的电渗析技术应用正在逐步扩大,电渗析将广泛应用于能源、食品、生物、化工、和饮用水等领域. ...








 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}