


我国是典型的煤多油少的国家,积极发展煤化工能源技术对我国综合国力的提升具有十分重要的作用〔1-2〕。然而煤化工生产过程中产生的各种废水,无论有机废水还是高盐废水都是水处理行业中难以处理的废水〔3〕。当前用于煤化工废水处理的方法很多〔2, 4-6〕,如隔油沉淀池、气浮等预处理〔7-8〕;水解酸化、厌氧和好氧等生化处理方法〔8〕;臭氧和电催化等高级氧化深度处理方法等〔9-10〕。但还不能全部解决煤化工行业废水的问题。同时,煤化工行业多处于中国西北等缺水地区,所以煤化工废水零排放的概念得到了研究者的广泛关注〔11-12〕。2004年至今,国内已经建设运营数十个零排放项目。但是,在零排放装置运行过程中,大多面临蒸发母液的再处理问题。这种母液成分复杂,污染物浓度高,再次蒸发处理难度极大,已成为行业内的难点和痛点〔4〕,也阻碍了煤化工行业零排放的发展。
蒸汽机械再压缩技术(MVR)因其能耗低,适用于蒸汽条件不足的煤化工项目,目前已经有10余个煤化工的MVR项目在运行,MVR母液产量为0.5~5 m3/h不等,且MVR母液具有高盐、高COD、高硅、含盐成分复杂、处理难度大等特点。绝大部分企业只有通过母液回流的方法减少母液量,不能彻底地解决母液的问题,还增加了蒸发设备的压力。目前,还没有煤化工MVR蒸发母液零排放处理的相关文献报道。
笔者以各种零排放装置蒸发工艺及设备性能特点为基础,通过对传热影响因素、蒸发器污堵成因及稳定运行影响因素等进行一系列研究,最终开发出一套改进型三效蒸发工艺,并以新疆某煤化工项目MVR蒸发母液为研究对象进行生产测试。
1 改进型三效蒸发的工艺特点及流程介绍
1.1 研究的路线和方法
笔者通过对煤化工行业零排放装置三效蒸发器的研究,找出其技术特点和优缺点,根据现有MVR蒸发母液的水质分析及相关理论,提出可行的改进方法,并通过严谨的小试实验论证,放大开发出一套适合处理MVR蒸发母液的改进型三效蒸发工艺。根据现场实际运行数据进一步验证设计的合理性与稳定性,优化调整以达到稳定处理MVR蒸发母液的目标。
1.2 MVR蒸发母液水质情况分析
待处理的MVR母液水质分析见表 1。
表1 MVR蒸发母液水质分析
Table 1
| 项目 | 数值 | 项目 | 数值 | |
| pH | 9.97 | 电导率 | 255 200 | |
| 铁 | 1.48 | 硬度(以CaCO3计) | 84.08 | |
| 氯化物 | 5.88×104 | 氨氮 | 0.908 | |
| 硫酸盐 | 1.75×104 | 溶解性总固体(TDS) | 1.07×105 | |
| 硝酸盐 | 674 | 悬浮物 | 75 | |
| 全硅(以SiO2计) | 2.38×103 | 氟化物 | 114 | |
| 总氮 | 716.00 | 碱度(以CaCO3计) | 4.26×103 | |
| 总磷 | 15.40 | COD | 1 180 |
注:除电导率单位为μS/cm、pH无单位外,其他项目单位均为mg/L。
由表 1可知,这是典型的煤化工高盐高COD蒸发母液废水,TDS大于100 000 mg/L,COD大于1 000 mg/L,硬度低,碱度高,硅含量高,盐分主要以硫酸盐与氯化物为主,含有少量的硝酸盐、氟化物。
1.3 改进型三效蒸发器设计思路
针对上述研究路线与MVR蒸发母液水质分析,再结合常规三效蒸发器运行的特点,现有如下改进思路:(1)从节能角度出发,采用预热的方式充分利用系统的热量;(2)从出水稳定的角度出发,增加二级除沫的装置;(3)从运行稳定的角度出发,采用高长径比加热器加强系统的流速,并设计在线清洗装置;(4)从出料稳定的角度出发,在分离室增加导流筒。
1.4 改进型三效蒸发技术的特点
改进型三效蒸发设备的改进内容及作用和目的见表 2。
表2 改进型三效蒸发设备的改进内容及作用和目的
Table 2
| 改进内容 | 作用和目的 |
| 增加进料预热器 | 提高一效蒸发器进料温度,提升一效加热器升温速率和蒸发速度,节省新鲜蒸汽消耗,减少一效加热器温差变化,减缓加热器结垢及污堵 |
| 每一效蒸发器顶部增设二级除沫器 | 减少泡沫夹带,降低蒸发冷凝液的COD和电导率,减缓泡沫因素对蒸发效率和稳定性的影响 |
| 每一效加热器采用高长径比结构 | 避免内部流速不均匀,减缓结垢及污堵风险,保障换热效率和蒸发能力 |
| 每一效强制循环泵采用高扬程水泵 | 匹配高长径比加热器,适合高密度高黏度物料循环,减缓结垢及污堵风险,保障换热效率和蒸发能力 |
| 第三效蒸发器内部设置进料导流装置 | 减缓蒸发器内部剧烈瀑沸,保障已结晶盐的稳定出料,避免蒸发器内部局部结晶盐板结问题 |
| 增设在线清洗装置 | 因物料的复杂性,长时间运行不可避免会存在污堵问题,在线清洗装置可保障快速清洗恢复,操作检修便利 |
改进型三效蒸发装置设计处理能力8 t/h,设计一效加热面积为210 m2,长径比为14.48,比常规一效加热器高30%;二效加热面积为228 m2,长径比为14.48,比常规二效加热器高10%;三效加热面积为246 m3,长径比为14.43,比常规三效加热器高80%〔13〕。高长径比在相同的换热面积基础上,加热器截面面积更小,内部每根列管内流速更均匀,流速更高,提高蒸发效率且不易结垢;提高扬程的作用是使加热列管的长度变长且流速变快,需克服的重力势能变高且加高了流体的阻力。因此高长径比与高扬程可有效避免内部结垢,减小污堵概率。
1.5 工艺流程图及技术参数
改进型三效蒸发工艺流程见图 1。
图1
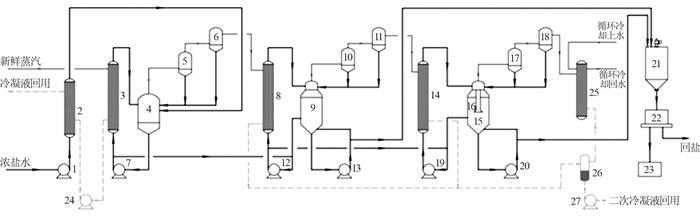
图1
改进型三效蒸发工艺流程
1—进料泵;2—预热器;3—一效加热器;4—一效分离器;5—一效一级除沫器;6—一效二级除沫器;7—一效循环泵;8—二效加热器;9—二效分离器;10—二效一级除沫器;11—二效二级除沫器;12—二效循环泵;13—二效出料泵;14—三效加热器;15—三效分离器;16—三效分离器导流筒;17—三效一级除沫器;18—三效二级除沫器;19—三效循环泵;20—三效出料泵;21—稠厚器;22—离心机;23—刮板式蒸发器;24—蒸汽冷凝水泵;25—冷凝器;26—蒸发冷凝水罐;27—蒸发冷凝水泵。
Fig.1
the improved triple-effect evaporator process
改进型三效蒸发工艺的主要设备技术参数见表 3。
表3 改进型三效设备的技术参数
Table 3
| 单元 | 设备 | 参数 |
| 一效单元 | 进料泵 | 2台,流量15 m3/h,扬程28 m,功率3 kW,材质2205 |
| 预热器 | 1台,20 m2,材质2507 | |
| 一效加热器 | 1台,尺寸D870 mm×H12 600 mm,壳体:材质Q345R,壁厚6 mm;列管:材质2507,规格D38 mm×1.5 mm | |
| 一效分离器 | 1台,尺寸D1 800 mm×H4 500 mm,材质2205,壁厚6 mm | |
| 一效一级除沫器 | 尺寸D1 200 mm×H3 000 mm,壁厚6 mm,材质316L | |
| 一效二级除沫器 | 尺寸D1 200×H3 000 mm,壁厚6 mm,材质316L | |
| 一效强制循环泵 | 1台,流量300 m3/h,扬程24 m,功率45 kW,材质2205 | |
| 二效单元 | 二效加热器 | 尺寸D870 mm×H12 600 mm,壳体:材质316L,壁厚6 mm;列管:材质2507,规格D38 mm×1.5 mm |
| 二效分离器 | 1台,尺寸D1 900 mm×H9 500 mm,材质2205,壁厚6 mm | |
| 二效一级除沫器 | 尺寸D1 200×H3 000 mm,壁厚6 mm,材质316L | |
| 二效二级除沫器 | 尺寸D1 200×H3 000 mm,壁厚6 mm,材质316L | |
| 二效强制循环泵 | 1台,流量300 m3/h,扬程24 m,功率45 kW,材质2205 | |
| 出料泵 | 2台,流量15 m3/h,扬程28 m,功率5.5 kW,材质2205 | |
| 三效单元 | 三效加热器 | 尺寸D870 mm×H12 600 mm,壳体:材质316L,壁厚6 mm;列管:材质2507,规格D38 mm×1.5 mm |
| 三效分离器 | 1台,尺寸D2 000×H9 500 mm,材质2205,壁厚6 mm | |
| 中心导流筒 | 1台,喇叭型结构,壁厚6 mm,材质316L | |
| 三效一级除沫器 | 尺寸D1 200×H3 000 mm,壁厚6 mm,材质316L | |
| 三效二级除沫器 | 尺寸D1 200×H3 000 mm,壁厚6 mm,材质316L | |
| 三效强制循环泵 | 1台,流量300 m3/h,扬程24 m,功率45 kW,材质2205 | |
| 出料泵 | 2台,流量15 m3/h,扬程28 m,功率5.5 kW,材质2205 | |
| 分享单元 | 稠厚器 | 1台,体积5 m3搅拌器功率5.5 kW,材质Q345R/2205,壁厚8 mm+1.2 mm |
| 离心机 | 1台,参数P-40,功率16.5 kW,材质2205 | |
| 滚筒干燥器 | 处理量0.5 m3/h | |
| 冷凝水单元 | 出水泵 | 2台,流量6 m3/h,扬程32 m,功率3 kW,材质304 |
| 换热器 | 250 m2,材质304 | |
| 冷凝罐 | 尺寸D 2 800 mm×H3 500 mm,壁厚8 mm,材质碳钢防腐 | |
| 冷凝泵 | 2台,流量15 m3/h,扬程32 m,功率3 kW,材质304 |
原有MVR蒸发母液进入浓盐水缓冲池,为了充分利用系统中的热量,MVR蒸发母液先通过进料泵进入预热器预热后再进入一效蒸发分离器,在此过程中,MVR蒸发母液的温度升到50 ℃以上,再通过强制循环泵进入一效加热器进行加热,一效加热器产生的二次蒸汽经过两极除沫器处理后作为二效蒸发的热源,通过一效加热器处理后MVR蒸发母液再回到分离器,分离器中的MVR蒸发母液一部分循环至一效蒸发单元,其余部分进入二效蒸发单元的分离器。
进入分离器的MVR蒸发母液通过强制循环泵进入二效加热器加热,二效加热器产生的二次蒸汽经过两极除沫装置处理后作为第三效加热的热源,通过二效加热器处理后的MVR蒸发母液再回到分离器,分离器中的蒸发母液一部分循环至二效蒸发单元,其他部分直入三效分离器,此时二效分离器可能会产生少量的杂盐,该杂盐累积后,通过出料泵排放至稠厚器。
进入分离器的MVR蒸发母液通过强制循环泵进入三效加热器加热,三效加热器产生的二次蒸汽经过两极除沫装置处理后再通过换热器换热后作为循环水的补水,通过二效加热器处理后的MVR蒸发母液经过中心导流筒回到分离器,此分离器产生的细小杂盐通过出料泵进入稠厚器进行调理,调理后的物料再进入离心机进行固液分离,分离出来的杂盐送仓库暂存,分离后的离心母液大部分回流至第三效蒸发器继续蒸发结晶,少量的离心母液外排至外刮刀式滚筒干燥设备干燥成结晶盐。蒸汽冷凝水及蒸发冷凝水分别回收,实现零排放。
为了得到更好的冷凝水水质和系统的稳定运行,本研究改进型三效蒸发器之间除沫装置采用长径比为2.5的负压装置(真空度介于本单元分离器与下一单元加热器之间,其中一效分离器压力为-20~ -15 kPa,二效分离器压力为-60~-50 kPa,三效分离器压力为-80~-75 kPa),内部不含有任何填料或折板,当泡沫在经过除沫装置时,在负压的状态下,泡沫会破灭,泡沫破灭产生的水回到各自分离器,气体进入下一单元,在最后一单元处理后再经过换热器换热后得到稳定的蒸发冷凝水。
2 结果与讨论
2.1 改进型三效蒸发设备运行整体情况分析
改进型三效蒸发设备从正式运行至今,除去设备故障和检修,实际运行天数为52 d,累计处理浓盐水量为11 414 m3,平均处理量约220 m3/d,即约9.16 m3/h,大于设计能力的8 m3/h,蒸发冷凝水量为199.6 m3/d,蒸发冷凝水COD小于40 mg/L,电导率小于300 μS/cm,达到回用水标准,产盐含水率小于3%,三效蒸发浓缩倍数达到10~12倍,三效蒸发产生的少量离心母液采用外刮刀滚筒式干燥设备继续处理成杂盐,三效产盐量为0.53 t/h,最终三效母液产盐量为0.66 t/h,总产盐量为1.19 t/h。以上数据表明,无论是处理量还是蒸汽用量均优于设计值,该装置7月的部分运行数据见表 4。
表4 7月部分运行数据
Table 4
| 日期 | 进水量/(t·d-1) | 冷凝液量/(t·d-1) | 母液干燥产盐量/(t·d-1) | 三效产盐量/(t·d-1) | 蒸汽用量/(t·d-1) | 产盐含水率/% |
| 7月1日 | 218.40 | 187.05 | 13.18 | 12.00 | 63.34 | 2.53 |
| 7月2日 | 239.00 | 196.80 | 14.63 | 12.00 | 86.04 | 2.83 |
| 7月3日 | 227.60 | 201.10 | 14.44 | 11.00 | 59.18 | 2.67 |
| 7月4日 | 237.10 | 199.00 | 14.21 | 11.00 | 56.90 | 2.49 |
| 7月5日 | 221.60 | 182.50 | 14.12 | 8.00 | 57.62 | 2.69 |
| 7月6日 | 208.10 | 164.10 | 15.27 | 8.00 | 58.28 | 2.80 |
| 7月7日 | 220.40 | 177.60 | 11.91 | 10.00 | 59.51 | 2.45 |
| 7月12日 | 215.10 | 233.10 | 13.25 | 7.00 | 58.08 | 2.60 |
| 7月13日 | 226.10 | 243.00 | 14.63 | 12.00 | 56.53 | 2.46 |
| 7月14日 | 250.20 | 255.30 | 15.87 | 14.50 | 60.05 | 2.78 |
| 7月15日 | 292.90 | 256.60 | 19.78 | 19.00 | 67.37 | 2.75 |
| 7月16日 | 265.56 | 254.40 | 19.32 | 15.60 | 63.73 | 2.56 |
| 7月17日 | 270.65 | 250.36 | 16.16 | 14.18 | 64.96 | 2.66 |
| 7月18日 | 271.80 | 244.50 | 17.66 | 16.00 | 59.80 | 2.68 |
| 7月19日 | 284.55 | 319.35 | 20.70 | 13.50 | 62.60 | 2.36 |
| 7月20日 | 291.90 | 244.70 | 17.85 | 15.00 | 61.30 | 2.71 |
| 7月21日 | 264.80 | 235.80 | 17.80 | 16.00 | 58.26 | 2.55 |
| 7月22日 | 283.50 | 246.20 | 16.88 | 14.00 | 62.37 | 2.46 |
| 最小值 | 208.13 | 164.10 | 20.70 | 7.00 | 86.04 | 2.36 |
| 最大值 | 292.90 | 319.35 | 11.91 | 19.00 | 56.53 | 2.83 |
| 平均值 | 249.41 | 227.30 | 15.98 | 12.71 | 61.99 | 2.61 |
| 累计值 | 4 489.29 | 4 091.46 | 287.67 | 228.78 | 1 115.89 | — |
注:7月9日至7月11日更换了循环冷却水设备。
由表 4可知,当系统冷却效率提升时,系统处理能力又得到了显著提高,平均处理量达到249 m3/d,即约10.39 m3/h,比设计值高出29.87%,而产盐含水率仍均低于3%,平均值为2.61%。
2.2 处理工艺分析
该改进型三效蒸发装置的进料经过一效蒸汽冷凝水预热后,进料温度由20 ℃升至55 ℃以上,使一效蒸发的温度保持在110~120 ℃,比常规三效蒸发高出5~10 ℃,将一效蒸发能力提升了20%以上,此举不仅减少了新鲜蒸汽的消耗量,同时也使后续二效的蒸发温度能够控制在95~105 ℃,比常规情况高出5~10 ℃,由此保证了二效的蒸发效率。第三效蒸发器的蒸发温度控制在65~75 ℃,也比常规情况的60 ℃高出5~10 ℃,正好克服因进料中COD使沸点升高而影响蒸发量的问题,从而提高了整个三效蒸发器的运行效率和稳定性。目前该改进型三效蒸发装置已累计运行近60 d,在运行中每一效的加热器换热效率均无下降,处理量、蒸发量、新鲜蒸汽消耗量、产盐量、最终母液量均呈线性关联,处理能力无明显衰减趋势,装置结垢及污堵情况良好。高长径比加热器与高扬程强制循环泵设计具有明显优势,处理MVR蒸发母液时在换热效率、防污堵方面具有独创性和针对性。
三效分离器的温度分析见图 2。
图2
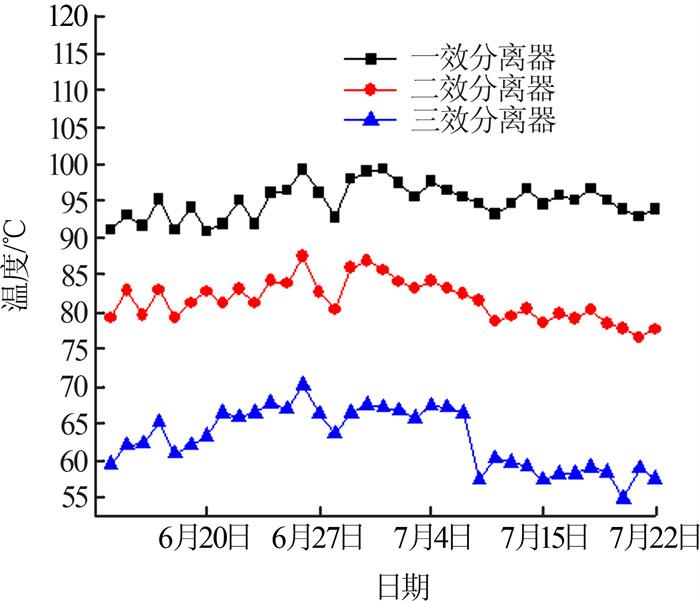
由图 2可知,每效分离器的温度保持稳定,第一效分离器平均温度为(94.96±5)℃,第二效分离器的温度保持在(81.62±5)℃,第三效分离器的温度保持在(62.93±6)℃,每一效分离器的运行温度均稳定,保证了整个三效蒸发器的稳定运行,同时保持冷凝后水质稳定。7月7日更换冷却塔后,运行更加稳定,第三效分离器的温度降低,冷凝水出水水质更好。
2.3 冷凝液水质分析
进水、冷凝液、MVR蒸发母液的电导率分析见图 3。
图3

图3
进水与冷凝水、三效蒸发母液的电导率分析
Fig.3
Conductivity analysis of inlet water, condensate water and triple-effect mother liquid
由图 3可知,进水电导率为150 000~370 000 μS/cm,平均值为278 497 μS/cm,冷凝液电导率小于300 μS/cm,平均电导率为223 μS/cm,母液电导率为759 860~1 116 100 μS/cm,平均电导率为915 087 μS/cm,正负误差最大不高于20%,说明系统运行稳定,冷凝液的COD小于40 mg/L,硬度为4 mg/L(以CaCO3计),水质好于常规三效蒸发水质,经分析认为,每一效蒸发分离器顶部增设二级除沫装置,能有效解决泡沫夹带问题,从而保障出水水质良好。
2.4 杂盐产量分析
由表 4中的数值推算可以发现,三效蒸发产盐量与处理水量呈正相关性。本研究处理MVR母液的产盐量约为0.12 t/m3,产盐平均含水率为2.63%。杂盐主要成分:氯化钠质量分数约80%、硫酸钠质量分数约16%、其他占4%。
2.5 能耗分析
改进型三效蒸发器的蒸汽用量与电耗见图 4。
图4
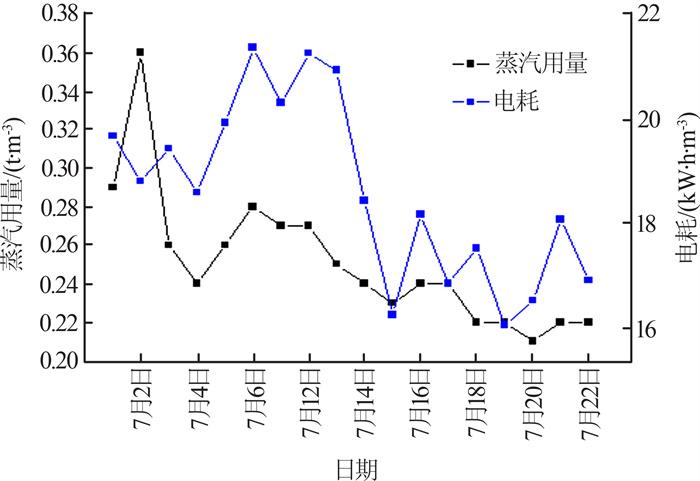
图4
改进型三效蒸发器的蒸汽耗量与电耗
Fig.4
The consumption of steam and power supply in improved three-effect evaporator
设备运行期间,处理1 t MVR蒸发母液平均需要0.27 t蒸汽,低于常规三效蒸发设备处理1 m3浓盐水需要0.33 t蒸汽的蒸汽消耗,这是因为本设备采用了一效新鲜蒸汽的冷凝水给进料预热,将原MVR母液的温度从25 ℃升高到55 ℃;吨水消耗电量为20.37 kW·h,这与常规三效蒸发耗电量相差不大。本研究三效设备的冷却水补水来源于第三效蒸汽的冷凝水,除初期需要补充生产水外,正常运行时不需要补充新鲜水。
3 小结与展望
(1)改进型三效蒸发设备成功应用于MVR蒸发母液的处理,设计处理能力为8 m3/h,实际处理能力为9 m3/h以上;冷凝液出水COD小于40 mg/L,平均电导率为233 μS/cm,硬度为4 mg/L。
(2)处理1 m3浓盐水消耗蒸汽0.27 t,蒸汽消耗优于常规三效蒸发设备,符合国家节能减排战略要求,装置正常运行后不需要补充新鲜水,有效减少了水耗。
(3)最终少量的离心母液再通过后续外刮刀滚筒式干燥设备处理成固体杂盐,由此实现零排放。
(4)受限于原始开车顺序和蒸发结晶装置检修等因素,大部分煤化工企业都会设置废水缓冲池暂存浓盐水,而该浓盐水在正常处理过程中无法回炼或者无法全部回炼,使用改进型三效蒸发工艺可有效处理缓存浓盐水,减轻企业的环保压力。
参考文献
煤化工废水零排放系统中蒸发母液COD的测定及处理
[J].DOI:10.3969/j.issn.1003-6490.2018.10.010 [本文引用: 1]
煤化工废水处理技术试验研究
[J].DOI:10.3969/j.issn.1671-1556.2014.02.014 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}