


我国冰淇淋产业发展迅速,2019年市场规模居全球第一位,2021年产量将达到603万t〔1〕。冰淇淋生产过程中会产生大量的高浓度有机废液,主要来源包括受污染的生产原料、生产过程中产生的废液、以及不合格的残次品等。主要成分为奶粉、乳精粉、蔗糖、水等。根据课题组前期调研与取样分析结果显示,其COD为(2.5×105)~(7.5×105) mg/L,pH为2.3~6.5,含水率为75%~85%,常温下呈黏稠状液体,具有高黏度、低热值、易生物降解、产生量波动性大等特点。近年来,随着食品安全问题备受关注,政府和企业对冰淇淋生产废液处理处置的管控日益严格,传统的饲料化处理逐渐被禁止,目前以焚烧处理最为普遍,但高含水率、低热值使得焚烧处理成本高昂。废液产生量波动性大、pH低、易酸化、处理周期长也限制了厌氧发酵技术在该领域的推广应用。因此,迫切需要安全可靠、低耗节能的新型处理技术。
生物蒸发是以好氧堆肥为基础发展起来的一种新兴高浓有机废水处理技术,陈立平等〔2〕最早探讨了利用生物能蒸发处理糖蜜酒精废液。E.KLEJMENT等〔3〕认为好氧发酵过程中水的升温与蒸发所消耗热量占总生物热的80%以上,Benqin YANG 等〔4〕在2013年定义了“生物蒸发”的概念,即利用高浓度有机废水本身所具有的有机物微生物好氧降解产生的热量为驱动力,使废水中的水分汽化,并配合通风形成的传质条件,使蒸汽进入气相主体而散发,从而达到利用高浓度有机废水自身蕴含的生物能量实现有机物和水分的同步去除。生物蒸发处理的剩余残渣和添加剂可以循环作为膨胀剂和微生物载体[5]。由于生物蒸发所需热量来自于废水中有机物的降解,不需外加热源,因此具有经济、节能、环保的特点。这也使得生物蒸发对废水的特性有着严格的要求。研究表明:当葡萄糖和餐厨垃圾混合溶液中挥发性有机物的质量浓度达120 g/L时,可以实现溶液中水分和挥发性有机物的几乎全部去除〔4〕。而以生物膜海绵作膨胀剂和微生物载体处理废水时,要求废水中的挥发性固体(volatile solid,VS)质量浓度达到200 g/L〔6〕。同时,有机负荷会显著影响生物蒸发过程中有机组分的降解模式[7]。结合冰淇淋生产废液特性来看,它将是采用生物蒸发处理的理想基质。
1 材料与方法
1.1 样品来源与特性
冰淇淋生产废液与膨胀剂:选取北京某冰淇淋企业的果味冰淇淋生产废液作为本实验样品,去除木棍、塑料等杂质,冰箱保存备用。本实验膨胀剂选用木屑,粒径为1~2 mm。冰淇淋生产废液、木屑的物理、化学特性分析见表1。
表1 冰淇淋生产废液与木屑的物理、化学特性
Table 1
| 名称 | 含水率/% | 密度/(g·mL-1) | COD/(mg·L-1) | 总糖/(mg·L-1) | pH |
|---|---|---|---|---|---|
| 果冰废液 | 78.646±0.05 | 1.090±0.04 | 2.74×105 | 3.13×105 | 2.3~2.5 |
| 木屑 | 5.202±0.06 | 0.158±0.05 | 1.83×105 | — | 7.2~7.5 |
接种物:本研究冰淇淋生产废液降解菌株的筛选实验所选用的接种物分别为剩余污泥好氧堆肥产物、餐厨垃圾好氧堆肥产物、畜禽粪便好氧堆肥产物,三者均为课题组前期开展好氧堆肥处理的腐熟物料。
微生物菌剂:本研究选取多种菌剂开展生物蒸发对比实验,其中包括EM菌剂、餐厨垃圾降解菌剂、畜禽粪便发酵菌剂。畜禽粪便发酵菌剂为课题组自主研发的复合菌剂,包括枯草芽孢杆菌、地衣芽孢杆菌、巨大芽孢杆菌等。EM菌、餐厨垃圾降解菌剂由市场购买获得。
1.2 培养基
自制培养基:冰淇淋生产废液20 g,磷酸氢二钾0.5 g,硫酸氨1.5 g,酵母粉0.4 g,碳酸钙0.5 g,硫酸镁0.5 g,质量分数1%的三氯化铁水溶液10 mL,琼脂15~20 g(制备液体培养基时,无需加入琼脂),蒸馏水1 000 mL,115 ℃高压灭菌20 min,倒入培养皿,冷却凝固后备用。
PDA培养基:马铃薯200 g,葡萄糖20 g,蒸馏水1 000 mL,琼脂15~20 g(制备液体培养基时,无需加入琼脂),115 ℃高压灭菌20 min,倒入培养皿,冷却凝固后备用。
LB培养基:蛋白胨10 g,酵母粉5 g,氯化钠10 g,蒸馏水1 000 mL,琼脂15~20 g(制备液体培养基时,无需加入琼脂),115 ℃高压灭菌20 min,倒入培养皿,冷却凝固后备用。
1.3 冰淇淋生产废液降解菌株的筛选
量取冰淇淋生产废液2 L,木屑1 kg,并加蒸馏水约440 mL,调整混合物料含水率至60%,充分混匀后,向编号1#~9#烧杯(2 L)中分别加入300 g混合物料,其中,1#、2#、3#分别接种10 g剩余污泥好氧堆肥产物,4#、5#、6#分别接种10 g餐厨垃圾好氧堆肥产物,7#、8#、9#分别接种10 g畜禽粪便好氧堆肥产物,开展降解实验。实验周期为7 d,每日9:00、13:00、17:00各充分搅拌1次,每日17:00测量温度,称量质量,计算不同处理的减量率。其中,批次运行减量率=混合物料质量削减量/混合物料初始总质量×100%。
实验结果表明,不同处理的温度差异不显著,但均略高于环境温度,这可能是由于烧杯未做保温,造成生物热向环境大量散失。对比1#~9#的减量率,其中4#、5#、6#减量效果最好,日均减量率在6.5%~7.1%范围内,其余6组处理日均减量率介于1.8%~3.6%范围内。造成减量的主要原因包括:(1)水分的自然挥发;(2)水分吸收生物热,汽化蒸发;(3)微生物降解有机物。在环境条件和发酵温度几乎一致的情况下,微生物对有机物降解能力,以及产生的生物热汽化蒸发水分,是造成不同处理减量差异的主要原因。因此,接种餐厨垃圾好氧堆肥产物的4#、5#、6#样对冰淇淋生产废液的降解效果最好,可用于微生物筛选。
取4#、5#、6#烧杯的混合样品10 g,加水90 mL,以200 r/min振荡30 min后,做10-4、10-5稀释度菌液涂布,用灭菌滴管吸取稀释液约50 μL,分别滴加到自制培养基培养皿、PDA培养基培养皿、LB培养基培养皿上,并涂布均匀,设3个重复处理,在30 ℃恒温培养箱中培养2~5 d,观察菌群生长情况。挑取出的培养基上菌落采用反复划线和稀释平板法筛选出单个菌落,直至得到单一纯化菌株后用显微镜镜检,并接种斜面试管保存以备用。
1.4 菌种鉴定
对细菌进行涂片、干燥、固定、染色等操作后制成标本切片,等切片自然风干后置于显微镜下,用低倍镜观察,发现目标物后滴1滴浸油在盖玻片上,用油镜观察细菌的形态及颜色。用高压灭菌的牙签或枪头挑取单个菌落。然后置于20 μL去离子水吹打均匀。然后将EP管在100 ℃下煮2 min。取1 μL上清液为模板,加入PCR体系进行PCR反应,建议PCR体系为20 μL。使用通用引物27F(5′-AGAGTTTGATCCTG-GCTCAG-3′)/1492R(5′-GGTTACCTTGTTACGAC-TT-3′)进行扩增,测序所得16S rDNA序列与NCBI数据库中相关种属的序列进行比较。
1.5 接种不同菌种的生物蒸发批次运行对比实验
分别量取5 kg冰淇淋生产废液、2.37 kg木屑、440 mL水,并接种100 mL不同的微生物液体菌剂,经充分混合后,置于生物蒸发反应器内开展生物蒸发批次处理实验,考察接种不同菌剂对生物蒸发处理效果的影响,确定最佳接种菌剂。实验所用生物蒸发反应器为圆柱形,有机玻璃材质,容积为15 L,外层未做保温,底部设通风曝气管道,通风量为5 L/min,搅拌方式为人工搅拌,每日搅拌3次,分别为9:00、13:00、17:00,处理周期为7 d,每日检测混合物料中心区域的发酵温度变化。
1.6 不同处理负荷的冰淇淋生产废液生物蒸发对比实验
基于本研究1.5节的实验结果,选取最佳接种菌剂和装置,继续开展生物蒸发批次处理连续运行实验,即按设定的处理负荷,每7 d批次投加新鲜的冰淇淋生产废液,不再添加膨胀剂和菌剂,循环往复,连续运行,实验设置3个不同的处理负荷,依次为1.5、2.0、3.0 kg/批。不同处理负荷连续运行3个处理周期,取平均值用于数据分析。反应装置示意见图1,在1.5实验装置基础上,生物蒸发反应器增设机械搅拌,转速15 r/min,搅拌频率为每2 h搅拌15 min,排气管道接冷凝器,回收排气中的水分。每日检测发酵温度,称量混合物料质量,每2 d检测含水率,批次处理始末,取样检测COD、总糖。
图1
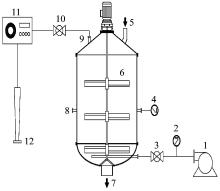
其中,连续运行减量率=混合物料质量削减量/批次投加的新鲜废液总质量×100%。
1.7 分析检测方法
本实验样品的物理、化学指标分析检测,温度利用水银温度计(0~100 ℃)直接读取,质量采用分析天平(瑞士梅特勒托利多,ME2002)直接称重,有机质含量采用灼烧减重法(马弗炉,Thermo Electron,BF51866C-1),含水率采用重量法(电热恒温干燥箱GZX—9070MBE),pH采用电极法(上海精贤光电PHS-3CT型pH计),COD浓度采用重铬酸钾法,总糖采用铁氰化钾法。
2 实验结果
2.1 冰淇淋生产废液降解菌株的筛选
混菌培养皿在30 ℃条件下培养5 d后,接种10-5稀释度的PDA培养基和自制培养菌生长了1~2个菌落;接种10-4稀释度的自制培养基和PDA培养基存在4个菌落,接种10-4、10-5稀释度的LB培养基分别生长出2种、3种菌落,经观察分析,PDA培养基、自制培养菌、LB培养基共计生长了3种不同类型的菌群,依次设置代码分别为CCXH01、CCXH02、CCXH03,在正常光线条件下观察3种菌的生长形态,可以明显看出CCXH01菌落形态为米黄色,表面光亮,凸起;CCXH02菌落形态为透明、光亮、菌落小,或针状小点;CCXH03菌落形态为白色、扁平、菌落较大、边缘光滑。经革兰氏染色判断3种菌株均为革兰氏阳性菌,生物形态为短杆菌和球菌,3种菌株的菌落形态和革兰氏染色结果见图2。
图2
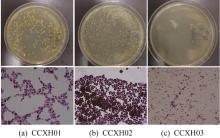
图2
3种菌株的菌落形态和革兰氏染色结果
Fig. 2
Colony morphology and gram staining of three strains
通过与NCBI数据库比对,CCXH01与大洋芽胞杆菌(Oceanobacillus kimchii)亲源关系最近,CCXH02与酵母菌(Pichia cecembensis)亲源关系最近,CCXH03与表皮葡萄球菌(Staphylococcus epidermidis)亲源关系最近。Staphylococcus epidermidis是滋生于生物体表皮上的一种革兰氏阳性球菌,一般认为是非致病性葡萄球菌,但近年来该菌的致病性逐渐受到重视,故舍弃。
2.2 接种不同菌种的生物蒸发处理实验结果
分别接种畜禽粪便发酵菌剂、餐厨垃圾降解菌剂、EM菌剂、CCXH01、CCXH02以及未接种菌剂的空白对照进行处理,接种不同菌种条件下生物蒸发发酵温度随时间的变化见图3。
图3
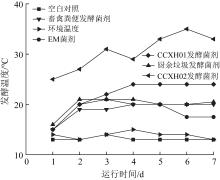
图3
接种不同菌种条件下生物蒸发发酵温度随时间的变化
Fig. 3
Changes of temperature in the process of bio-evaporation with different strains inoculated
由图3可知,接种不同菌种或菌剂,反应器内发酵温度变化呈现出显著差异。空白对照的发酵温度与室温差异性不大,介于在13~15 ℃区间范围内,接种菌种的5组实验,自第2 d开始,发酵温度显著高于环境温度和空白对照。其中,接种CCXH02的处理结果显示,发酵温度显著高于接种CCXH01和其他菌剂,发酵温度维持在30 ℃以上天数为5 d,最高温度可达35 ℃。因此,菌种CCXH02对冰淇淋生产废液具有较好的降解效果,将其用于开展后续实验。
2.3 不同处理负荷条件下的生物蒸发处理实验结果
利用接种CCXH02的混合物料,继续开展1.5、2.0、3.0 kg/批这3个处理负荷条件下的生物蒸发实验,结果见图4。
图4

图4
不同处理负荷条件下生物蒸发日减量率(a)和累积减量率(b)随时间的变化
Fig.4
Variation of daily reduction rate(a) and cumulative reduction rate(b) in the process of bio-evaporation
冰淇淋生产废液生物蒸发处理过程中,减量是通过微生物降解有机污染物和生物热蒸发去除水分来实现的。本实验中,减量率是指反应器内混合物料质量削减量与批次投加的新鲜废液质量的比值,当减量率达到或接近100%时,可以初步认为新投加的冰淇淋生产废液经生物蒸发处理后,新引入的有机物被完全降解,水分被完全蒸发去除,反应器内物料质量基本恒定。由图4(a)、图4(b)可知,在处理负荷分别为1.5、2.0、3.0 kg/批的条件下,经7 d的生物蒸发处理,累积减量率分别为99.9%、85.0%、62.6%,最高日减量率分别为32.0%、24.2%、19.7%,分别出现在投加新鲜物料后的第2 d、第2 d和第1 d。由此可见,随着处理负荷的提高,日减量化率和累积减量化率逐渐降低,这是由于处理负荷提高,有机物和水分增加,反应器内微生物无法在处理周期内完全降解新引入的有机物,同时蒸发去除新引入的水分。减量率过低,会造成反应器内有机物和水分的累积,使得生物蒸发无法连续稳定运行。从实验结果来看,在处理负荷为1.5 kg/批的条件下,冰淇淋生产废液生物蒸发处理能够连续稳定运行,处理负荷提高至2.0 kg/批时,通过采取驯化培养或增加投菌量等手段,可能实现生物蒸发的连续稳定运行,当提高至3.0 kg/批时,减量率过低,系统很难实现连续稳定运行。
好氧发酵系统中,温度常作为反映微生物活性、有机质降解的关键指标和过程控制的核心参数,在生物蒸发系统中,温度越高,空气饱和含水量越高,越有利于水分的去除。不同处理负荷条件下生物蒸发发酵温度和含水率随发酵时间的变化见图5。
图5
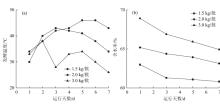
图5
不同处理负荷条件下生物蒸发发酵温度和含水率随发酵时间的变化
Fig.5
Variation of fermentation temperature and moisture content in the process of bio-evaporation
由图5(a)可知,不同处理负荷条件下,生物蒸发处理第2 d,发酵温度均升高至38 ℃或更高温度。但在3.0 kg/批条件下,发酵温度随后降低至35 ℃以下,整个处理周期,平均温度为31.7 ℃。但在处理负荷1.5 kg/批和2.0 kg/批条件下,发酵温度分别在第3 d和第5 d分别达到最高温度43 ℃和46 ℃,随后缓慢降低,整个处理周期40 ℃以上持续时间分别为4 d和5 d。由此可见,处理负荷过高或过低,都不利于生物蒸发。当处理负荷过高时,新鲜物料会带入大量水分,混合物料的含水率提高,进而影响到氧气扩散,同时,水分蒸发会带走大量的生物热,抑制发酵温度的提高;当处理负荷过低时,有机物含量不足,高温发酵持续时间短,生物蒸发处理效率降低。本实验中,处理负荷为2.0 kg/批的条件下,最高发酵温度为46 ℃,这可能是由于反应器未作外层保温,混合物料量体积小,生物热散失量较大,在好氧堆肥领域通常采用增加堆体体积,减少生物热辐射损失。因此,生物蒸发处理能力仍有进一步提高的潜力。
由图5(b)可知,不同处理负荷条件下,冰淇淋生产废液生物蒸发处理过程中,混合物料的含水率随发酵时间而逐渐降低,在处理负荷分别为1.5、2.0、3.0 kg/批的条件下,经7 d的生物蒸发处理,降低幅度分别为2.18%、2.05%、3.99%,均低于5%。这主要是因为新投加的冰淇淋生产废液的含水率高,接近80%,微生物降解有机物的同时,需要蒸发去除大量的水分,使得混合物料的含水率变动幅度较小。结合发酵温度变化规律进行分析,在处理负荷分别为1.5、2.0 kg/批的条件下,混合物料初始含水率分别为63.00%、65.19%,生物蒸发的发酵温度高、持续时间长,在处理负荷为3.0 kg/批的条件下,起始含水率为68.92%,过高的含水率抑制了氧气的扩散,水分蒸发带走大量的生物热,从而影响发酵温度的提高。这与雷大鹏等〔18〕的研究成果一致,即发酵产热量与物料初始含水率呈显著正相关,在起始含水率为65%的条件下,对堆肥产热量最佳,因此,生物蒸发过程中的混合物料含水率应控制在60%~65%区间范围内,含水率过低,不利于生物热的产生,含水率过高,抑制发酵温度的提高。同时,整个生物蒸发处理过程中,含水率变化幅度较小。这区别于好氧堆肥含水率控制,好氧堆肥初始含水率通常控制在50%~60%区间内最为适宜〔19〕,这主要是因为农业部有机肥标准中要求含水率不高于30%,为避免有机肥的烘干脱水工序,堆肥初始阶段会选择较低的含水率。这也进一步说明,好氧堆肥与生物蒸发二者原理一致,但最终目标不同,使得过程控制存在显著差异。
不同处理负荷条件下生物蒸发中COD和总糖的去除效果见图6。
图6

图6
不同处理负荷条件下的生物蒸发处理实验结果
Fig.6
Experimental results of biological evaporation treatment under different treatment loads
由图6可知,在处理负荷分别为1.5、2.0、3.0 kg/批的条件下,COD的去除量和去除率依次分别为474.76 g和46.28%、490.57 g和43.27%、571.42 g和34.10%,总糖的去除量和去除率依次分别为326.79 g和59%、344.40 g和43.69%、455.05 g和36.80%。由此可见,随着处理负荷的提高,混合物料COD、总糖的起始质量、终止质量和去除量均随之提高,但去除率反之降低。有机物的去除主要是通过微生物降解来完成的,去除量与生物热的产生量呈密切的正相关性〔20〕,去除量越大,生物热产生量越高,但图6、图7表明,在处理负荷为3.0 kg/批的条件下,发酵温度却低于另两个处理,含水率降幅高于另两个处理。在发酵工程学中,微生物降解有机物所产生的生物热,部分热量向周围环境辐射散失,称为辐射热;部分将液态水汽化蒸发去除,称为蒸发热;部分热量被物料吸收,引起堆体温度升高,称为发酵热,在不考虑搅拌摩擦产热的情况下,生物热=辐射热+发酵热+蒸发热〔21〕。因此,在高处理负荷、高含水率条件下,可能是由于水分的挥发会消耗大量的生物热,直接影响了生物热在辐射热、发酵热、蒸发热三者之间的分配,使得在生物热总量提高的情况下,发酵热占比减小,发酵温度降低。
生物蒸发作为一种新型高浓有机废水生物处理技术,为实现生物蒸发的高效、连续、稳定运行,需要构建有利于提高微生物活性的环境条件,同时实现连续运行的热量平衡和水分平衡,即理想状态下,系统连续稳定运行,反应器中新投加废液中的有机物被微生物降解时所产生的生物热,能够完全蒸发去除新投加废液中的水分。使得反应器中混合物料的质量、发酵温度和含水率等指标在一个处理周期内,在一定区间范围内波动。因此,减量率、发酵温度、含水率变化是检验生物蒸发能否连续、稳定运行的重要指标。本次实验,在开展冰淇淋生产废液生物蒸发处理的过程中,蒸发去除的水分经冷凝回收后,分析废水中的COD发现,COD均低于600 mg/L,产生废水中的污染物浓度大幅削减,可有效降低后续处理难度。
3 结论
(1)针对冰淇淋生产废液开展生物蒸发处理技术研究,通过微生物筛选获得菌株CCXH02,为酵母菌(Pichia cecembensis),能够显著提高冰淇淋生产废液中有机物的降解效率。
(2)开展不同处理负荷条件下的生物蒸发对比实验,结果表明:在处理负荷为1.5 kg/批的条件下,生物蒸发处理7 d,累积减量率达99.9%。提高至2.0 kg/批,需采取驯化培养或增加投菌量等手段来实现生物蒸发的连续稳定运行。
(3)发酵温度和含水率是生物蒸发处理过程中重要的检测指标,含水率要控制在60%~65%。含水率过低,不利于生物热的产生,含水率过高,水分的挥发会消耗大量的生物热,抑制发酵温度的提高,破坏生物蒸发处理系统的稳定运行。
(4)对冰淇淋生产废液开展生物蒸发处理,蒸发去除的水分经冷凝回收后,废水中COD均低于600 mg/L,产生废水中的污染物浓度大幅削减,可有效降低后续处理难度。
参考文献
热度不断提升的冰淇淋市场
[J].
Ice cream market with increasing popularity
[J].
采用生物热能蒸发处理糖蜜酒精废液
[J].
Treatment of waste liquid of molasses alcohol by use of the bioenergy
[J].
Testing of thermal properties of compost from municipal waste with a view to using it as a renewable,low temperature heat source
[J].
Novel bioevaporation process for the zero-discharge treatment of highly concentrated organic wastewater
[J].
高浓度有机废水生物蒸发处理技术及展望
[J].
Novel bio-evaporation process for the treatment of highly concentrated organic wastewater and its prospect
[J].
Repeated batch-fed bioevaporation of food waste using biofilm-developed sponge
[J].
Organic loading on biochemical fractions degradation pattern during food waste bioevaporation
[J].
Energy-efficient co-biodrying of dewatered sludge and food waste:Synergistic enhancement and variables investigation
[J].
外加生物质协同强化餐厨垃圾生物蒸发处理的机制研究
[D].
Mechanism of synergistic bioevaporation treatment of food waste by adding biomass
[D].
Biodrying performance and combustion characteristics related to bulking agent amendments during kitchen waste biodrying
[J].
辅料添加对厨余垃圾生物干化产品燃烧热特性的影响
[J].
Effects of bulking agent amendments on the combustion properties of biological drying products of kitchen waste
[J].
Energetic enhancement of thermal assistance in the cooling stage of biodrying by stimulating microbial degradation
[J].
Effects of the aeration pattern,aeration rate,and turning frequency on municipal solid waste biodrying performance
[J].
Accelerating food waste composting course with biodrying and maturity process:A pilot study
[J].
生物蒸发处理垃圾渗滤液节能通风方式的探索
[J].
Energy efficient ventilation mode for landfill leachate bioevaporation
[J].
Effect of bulking agents on maturity and gaseous emissions during kitchen waste composting
[J].
Effects of adding bulking agents on the biodrying of kitchen waste and the odor emissions produced
[J].
发酵基质含水率对牛粪好氧堆肥发酵产热的影响
[J].
Effect of moisture content of substance on fermentation and heat production of cattle manure in aerobic composting
[J].
Energy balance of a biodrying process for organic wastes of high moisture content:A review
[J].


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}