


随着全球水资源短缺与水污染、水生态问题的不断恶化,再生水回用的研究和应用已有超过半个世纪的历史,成为国际公认的“城市第二水源”〔1〕。我国积极推进再生水的回用,“水十条”和“十四五”规划等明确要求进一步提高污水处理率和再生水回用率,对工业的取水和用水进行显著的限制。煤化工厂、热电厂等是工业用水大户,但其用水的80%~90%是循环冷却水,水质要求并不严格。随着污水处理率的逐步提高,及污水处理设施的扩大建设,大部分企业可以获取稳定的中水水源,因此煤化工企业、热电厂等的中水回用得到大力推广。
由于中水水质的复杂性和用水标准的严格性〔2〕,一般需要对不同的中水深度处理工艺进行组合,以保障系统的稳定运行。常见的中水处理通常由预处理、深度处理工艺、消毒杀菌工艺等组成。其中,中水深度处理工艺经历了从过滤、沉淀、石灰混凝到双膜工艺的演变,目前的主流工艺包括石灰混凝、膜分离、曝气生物滤池(BAF)等。随着水处理技术的发展和用水标准的提高,其他新型工艺如高级氧化、电渗析(ED)、离子交换、电去离子脱盐(EDI)等也得到深入研究和应用。
国内某煤化工有限公司(简称煤化工厂)主要由三部分组成:煤泥矸石电厂、化工厂、水泥厂。煤泥矸石电厂主要用劣质煤、煤泥发电,为化工厂提供电和动力蒸气。电厂发电产生的废渣可作为水泥厂生产水泥的原料。化工厂通过煤气化、净化、合成、精馏等一系列工艺生产甲醇。煤化工厂原有一套水处理系统,水源为当地某水库(饮用水水源地),提供厂内生产所需的循环冷却水补水及除盐水。顺应节能环保要求将用水水源改为污水处理厂的尾水后,系统出水水质不能满足正常生产的要求,给化工厂和电厂的安全稳定运行带来严重的安全隐患。
笔者对煤化工厂中水回用系统的水质和工艺运行情况进行分析,提出中水回用系统的技术优化和改造方案,以保障企业的用水安全。
1 中水回用系统分析
1.1 系统运行情况
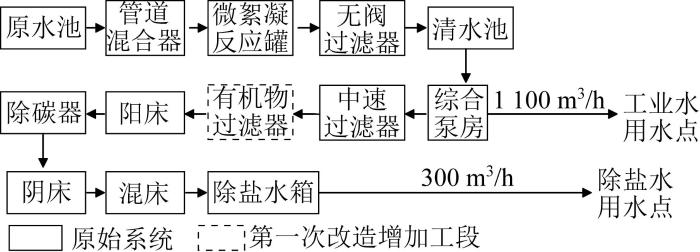
煤化工厂水处理系统设计处理能力1 400 m3/h,其中工业水处理系统设计水量1 100 m3/h,除盐水系统设计产水量300 m3/h。源水经微絮凝反应罐、无阀过滤器预处理后进入清水池,一部分做工业循环冷却水的补水,一部分通过泵提升至化水车间,经过中速过滤器、阳床、除碳器及中间水箱、阴床、混床后,进入除盐水箱暂存,后至除盐水用水点。该套系统设计进水为水库水,水质较好,系统投产后运行正常。
水源更换为污水处理厂的尾水后,于中速过滤器后增设有机物过滤器(见图1)。
图1
运行初期该措施的去除效果良好,但随着运行时间的延长,对有机物的去除作用不再明显,后续除盐水系统的处理效果降低。数据显示,更换为污水厂尾水后,除盐水系统的Na+由0.6~15.4 μg/L增至0.4~501 μg/L,平均值由3.3 µg/L升至233.1 µg/L,增加70倍;电导率平均值由1.3 μS/cm升高到22.2 μS/cm,增加17倍;锅炉给水电导率最高值达14 069 μS/cm,平均值由8.2 μS/cm升至32.9 μS/cm,增加4倍;硬度最高达19.7 µmol/L。
超标的除盐水进入锅炉会产生钙镁结垢问题,对锅炉和热交换器的危害很大,给化工厂和电厂安全稳定运行带来严重的安全隐患。为保障除盐效果,对离子交换树脂进行频繁再生,工作量大幅增加但仍未能保证锅炉的正常稳定运行,工艺优化和技术改造亟待实施。各用水点的需水量见表1。
表1 各用水点需水量
Table 1
| 项目 | 工业水需水量/ (m3·h-1) | 除盐水需水量/ (m3·h-1) |
|---|---|---|
| 合计 | 980 | 250 |
| 煤泥矸石电厂 | 204 | 250 |
| 化工厂 | 702 | — |
| 水泥厂一线 | 36 | — |
| 水泥厂二线 | 38 | — |
1.2 污水处理厂运行情况分析
污水处理厂设计处理能力为5万m3/d,实际日处理水量为4.6~4.7 m3/d,出水执行《城镇污水处理厂污染物排放标准》(GB 18918—2002)中的一级B标准。处理工艺为粗格栅及进水泵房—细格栅及曝气沉砂池—初沉池—生化池—二沉池—紫外消毒,于二沉池进水端投加PAC,进行化学除磷。主要工艺流程如图2所示。
图2

污水生化总停留时间约7 h,其中缺氧段约0.5 h,好氧段约6.5 h,无厌氧段,生化池污泥质量浓度维持在3 000~4 000 mg/L。污水厂的进水CODCr为150~200 mg/L,NH3-N为15~40 mg/L,TN为35~45 mg/L,SS为150~250 mg/L,总磷为2~4 mg/L;处理后出水CODCr约15~35 mg/L,SS为15~20 mg/L,NH3-N<6 mg/L,TN<10 mg/L,总磷<1 mg/L,满足GB 18918—2002中的一级B标准要求,如图3所示。
图3
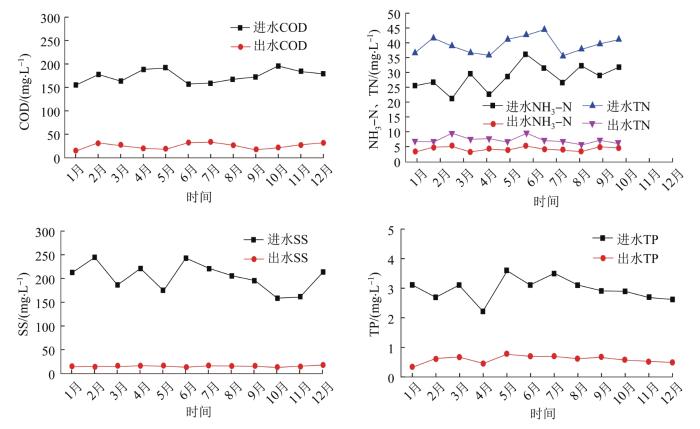
图3
污水处理厂的进、出水水质
Fig. 3
Influent and effluent quality of wastewater treatment plant
现场调研情况表明,该污水处理厂主要接纳居民生活污水,总体运行状况良好,产水可稳定达标,不存在混入大量工业污水的情况。对污水厂尾水进行离子分析,也未发现重金属超标的风险。可见污水处理厂尾水经妥善的深度处理后,可作为煤化工厂的中水水源。
2 煤化工厂中水回用系统工艺初步诊断
在供水水量方面,选择污水厂尾水作为水源基本可满足生产要求。在供水水质方面,污水厂尾水的水质受污水厂来水波动和运行管理的影响,可靠性和稳定性不足,为中水回用系统带来一定风险。
2.1 污水处理厂尾水中COD、氨氮的影响
水中的氨氮对循环冷却水系统微生物的繁殖有促进作用。循环冷却水补充水中的氨氮过高可能导致系统中微生物数量大大增加,产生黏泥和腐蚀物,覆盖在换热器表面,导致冷却效果降低〔3〕;此外,氨氮在循环冷却水系统中会发生硝化作用降低系统pH,对管材尤其是铜管和碳钢管造成酸性腐蚀。因此,应严格控制循环冷却水补充水中的氨氮。此外,如水中COD较高,亦会对除盐水处理效果造成较大影响,带来安全隐患。
污水处理厂出水执行GB 18918—2002中的一级B标准,尾水COD排放限值为≤100 mg/L(实际运行可<50 mg/L),存在较大的有机污染风险〔4〕;生化系统好氧曝气时间不足7 h,硝化能力不佳,且未设缺氧区,不具备反硝化运行环境,在进水氨氮较高时,系统的硝化、反硝化效果均无法保证。由此可知,当中水回用系统的进水调整为污水处理厂尾水后,存在较大的COD、氨氮防范压力。
2.2 污水处理厂尾水中硬度和TDS的影响
对污水处理厂尾水水质进行分析,见表2。
表2 污水厂尾水离子分析结果 (mg/L)
Table 2
| 项目 | 数值 | 项目 | 数值 | 项目 | 数值 |
|---|---|---|---|---|---|
| K+ | 10.36 | Na+ | 30.82 | Ca2+ | 76.61 |
| Mg2+ | 7.70 | Al3+ | 0.03 | NH4+ | 2.55 |
| Ba | 0.019 | Cu | <0.001 | Fe | 0.014 |
| Mn | 0.007 | Si | 3.80 | 游离二氧化碳 | 18.33 |
| 亚硝酸盐 | 0.034 | Cl- | 20.22 | SO42- | 104.46 |
| HCO32- | 153.76 | PO43- | 0.34 | NO3- | 52.28 |
| 总硬度(以CaCO3计) | 223.04 | 甲基橙碱度(以CaCO3计) | 126.11 | 溶解性总固体 | 492.9 |
| 悬浮物 | 39 | 酚酞碱度 | 0.00 |
由表2可见,尾水中的总硬度为223.04 mg/L,溶解性总固体(TDS)为492.9 mg/L,均不高,作为中水回用水源不会给系统带来额外的处理压力。
2.3 除盐水预处理效果不佳
对有机物去除过滤器设备现状及运行情况进行考察和分析,认为有机物过滤器采用活性炭滤料,在运行初期活性炭对水中的污染物有较好的吸附、截留作用,随着时间的延长,活性炭滤料逐渐接近吸附饱和状态,此时如未及时再生或再生效果不理想,均可能导致系统无持续性污染物去除能力。除盐水预处理效果不佳,给后续离子交换系统造成较大负担,使得除盐水出水达标率大幅下降。
3 煤化工厂技术优化设计
此次技术优化设计针对源水水质的变化特点,在工业水处理单元增设BAF池,以消除有机污染物、氨氮对系统的不利影响,同时基于运行的稳定性和安全性考虑,设置高密度沉淀池作为保障性措施;除盐水处理单元增设超滤-反渗透预处理设施,以提高预处理效果,减轻离子交换除盐水装置的系统负担。
3.1 源水COD、氨氮去除单元
污水厂尾水中的主要残余污染物为COD和氨氮,具有污染物浓度低、可生化性较差等特点。对于低浓度废水的处理,目前常用的工艺有过滤法、吸附法、膜分离法、氧化法、生物法等。过滤法对有机物的去除率较低,常用于预处理;吸附法、膜分离法均存在运行成本高的问题,且膜材料易堵塞,吸附剂的后续处理会形成严重的二次污染。生物法用于污水深度处理具有工艺流程简单、投资及运行费用低、安全性好等优点。综合考虑各种工艺的优缺点和适用性,优化方案采用曝气生物滤池(BAF)技术〔5〕。
曝气生物滤池集生物接触氧化功能与过滤功能于一体,利用滤池内的填料为生物载体,滤池内的生物量可达10~15 g/L,具有较高的容积负荷,且占地小、能耗低、效率高、运行稳定可靠,可去除污水中的有机物、氨氮、悬浮物等污染物。为提高处理效率,曝气生物滤池的生物填料采用生物陶粒+颗粒活性炭的级配滤料〔6〕,利用活性炭的巨大比表面积及发达孔隙结构,在活性炭表面形成生物膜,发挥活性炭吸附和微生物氧化分解有机物的协同作用。
曝气生物滤池采用V型滤池池型,设置2座共8格,设计滤速3 m/h,有效接触时间1 h。滤床有效高度3 m,采用柱状活性炭滤料,有效粒径3~5 mm,设砾石承托层,高0.3 m,砾石直径6~8 mm。曝气生物滤池设计曝气量71.6 m3/min,采用气、水联合反冲洗工艺,气冲强度13 L/(m2·s),水冲强度7 L/(m2·s),配罗茨鼓风机3台,单台风量40 Nm3/min,风压6 m,2用1备;配反洗水泵3台,单台流量800 m3/h,扬程10 m。
3.2 悬浮物、胶体去除单元
高效沉淀池依托污泥混凝、循环、斜管分离和污泥浓缩等多种反应理论,通过合理的水力和结构设计,具有泥水分离与污泥浓缩功能。高效沉淀池特殊的反应区和澄清区设计,尤其适于中水回用和各类废水高标准排放领域。考虑到污水处理厂运行的波动性可能导致原水水质变化,进行技术优化时设置高效沉淀池作为进一步去除悬浮物、胶体的保障措施,同时当硬度不满足要求时,于高效沉淀池中投加石灰乳作为硬度去除的保障工艺。
高效沉淀池设1座2组,机械混合,混合反应时间5 min;机械絮凝,絮凝反应时间15 min。采用斜管沉淀,斜管斜长1.0 m,安装角度60°,沉淀区表面负荷取8.0 m3/(m2∙h)。设计污泥回流比4%,配套螺杆回流泵2台,单泵流量6~30 m3/h,扬程20 m。沉淀区配中心传动浓缩刮泥机2台,单台直径11 m。配套PAC、PAM溶药及投加系统,安装于厂区设备间内。
3.3 除盐水预处理单元工艺优化
双膜技术是目前研发和工程化应用的热点之一。超滤(UF)是以压力为驱动的膜分离过程,作为一种有效的工程预处理手段,能够将颗粒物质从流体及溶解组分中分离出来。超滤膜的典型孔径在0.01~0.1 μm,对细菌和大多数病菌、胶体、淤泥等有极高的去除率,从而减轻反渗透膜的污染,延长膜的使用寿命,减少膜系统的运行成本。反渗透(RO)可在1~10 MPa下,截流0.1~1 nm小分子溶质,使溶液中的水通过反渗透膜,达到分离、纯化、提取、浓缩的目的。目前,膜组件的生产已相当成熟,脱盐率高达99.3%,透水量大大增加,抗污染、抗氧化能力增强,设备的运行管理较为简单。反渗透的系统回收率在75%左右,对COD、BOD的去除率在85%以上,同时可去除含氮化合物、氯化物和磷。
选择超滤-反渗透系统作为除盐水的预处理单元,其中超滤系统设置4套,单套配BN-8060型膜元件30支,设计膜通量≤50 L/(m2·h),设计产水率90%,设计产水SDI<3,设计操作压力<0.15 MPa,操作方式为全流过滤/自动反洗,每20~30 min自动反洗30~60 s,由PLC自动控制。超滤进水端配备2套自清洗过滤器,过滤精度5 µm。反渗透装置设2套,单套配反渗透膜元件108支(BW30-365FR型),安装于18支玻璃钢压力膜壳内(6芯装),按12∶6排列。设计膜通量≤22 L/(m2·h),系统产水率75%,系统脱盐率在96%~97%。配套反渗透增压泵3台,单台流量130 m3/h,扬程40 m;配套反渗透高压泵2台,单台流量130 m3/h,扬程133 m。在反渗透进水前端投加非氧化性杀菌剂,以降低有机污染引起的生物膜污染;投加阻垢剂,降低反渗透系统的结垢风险。优化后的中水回用流程如图4所示。工业水处理系统和除盐水处理系统的设计出水水质见表3~表4。
图4

表3 工业水处理系统设计出水水质 (mg/L)
Table 3
| 项目 | BAF池出水 | 高效沉淀池出水 |
|---|---|---|
| CODCr | ≤40 | ≤30 |
| BOD5 | ≤5 | ≤5 |
| SS | ≤10 | ≤5 |
| 氨氮 | ≤5 | ≤5 |
表4 除盐水处理系统设计出水水质
Table 4
| 处理单元 | 水质 |
|---|---|
| 超滤 | SDI≤4,浊度≤1 NTU |
| 反渗透 | 除盐率>96%(25 ℃,3 a内) |
4 运行效果
表5 工业水处理单元出水水质
Table 5
| 项目 | SS/ (mg·L-1) | 浊度/ NTU | BOD5/ (mg·L-1) | COD/(mg·L-1) | 氯离子/(mg·L-1) | 氨氮/ (mg·L-1) | TDS/ (mg·L-1) | 总碱度+总硬度 (以CaCO3计)/(mg·L-1) |
|---|---|---|---|---|---|---|---|---|
| 数值 | 10 | ≤5 | ≤5 | ≤30 | ≤250 | ≤5 | ≤800 | 钙硬度≤250 甲基橙碱度≤250 |
表6 除盐水处理单元出水水质
Table 6
| 项目 | 二氧化硅/ (μg·L-1) | 钠离子/ (μg·L-1) | 硬度/ (mmol·L-1) | 电导率(25℃)/ (μS·cm-1) |
|---|---|---|---|---|
| 数值 | ≤20 | ≤10 | 0 | ≤0.2 |
5 结论
(1)煤化工厂中水回用系统的水源更换后,系统出水水质无法满足正常生产要求。对工艺设计及运行现状进行分析,发现污水处理厂尾水中残余的有机污染物、氨氮等是造成系统运行不良的主要原因。
(2)针对污水处理厂尾水的水质特点,在中水回用系统中增设BAF池,进一步去除水中的有机物、氨氮等;考虑到污水处理厂运行的波动性,在中水回用系统中增设高效沉淀池,作为去除悬浮物、胶体的保障措施,同时当源水硬度不满足要求时,作为硬度去除场所。在除盐水单元增设超滤—反渗透系统作为预处理单元,减轻离子交换单元的处理压力,确保除盐水系统的稳定运行。
(3)通过对煤化工厂水处理系统的工艺优化和技术改造,实现了污水处理厂尾水在煤化工企业的高质量回用,在保障企业安全生产的同时,降低用水成本,同时大大减轻因煤化工企业大量用水带来的环境问题,达到保护水资源的目的。该工程的实施为煤化工企业的中水回用设计与优化进行了有益探索,为推动工业企业的中水回用提供范例,可改善城市水资源短缺,实现可持续发展。
参考文献
The challenges in Singapore NEWater development: Co-evolutionary development for innovation and industry evolution
[J].
Differences in dissolved organic matter between reclaimed water source and drinking water source
[J].
浅谈中水回用对循环水的影响与对策
[J].
Preliminary study on the effects of reclaimed water reuse on circulating water and its countermeasures
[J].
城市中水回用于冷却水生物黏泥滋生影响因素研究
[J].
Research on the factors affecting biological slime breeding in circulating cooling water from urban reclaimed water reuse
[J].
城市中水回用中膜污染分析及对策
[J].
Analysis and strategy of membrane fouling in recycling utilization of urban reclaimed water
[J].
臭氧-曝气生物滤池工艺在石化废水深度处理中的应用
[J].
Application of ozone-biological aerated filter(O3-BAF) processes in advanced treatment of petrochemical wastewater
[J].


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}