


河南某化工厂所产生的硝化棉废水主要来自生产残余液体。在棉短绒的碱法蒸煮、次氯酸钠漂白、压榨驱水以及混合酸硝化洗涤等工序中会产生酸性废水和高浓度有机废水。其中,高浓度有机废水中含有蛋白质、脂肪、果胶质、单宁、半维生素、木质素等大分子物质,纤维素硝酸酯、纤维素硫酸酯、纤维素硝酸混合酯等酯类物质,以及亚硝酸盐、硝酸盐与硫酸盐等无机物〔1〕,具有高COD、高SS及生物难降解的特点,处理较为困难。
为了更好地了解串联ASBR反应器的运行特性,便于对实际生产做出技术指导,本研究以河南某化工厂硝化棉高浓度有机废水为处理目标,研究了启动过程中,串联ASBR反应器对有机物的去除效果及性能。
1 材料和方法
1.1 串联ASBR反应器
串联ASBR反应器由厚5 mm的有机玻璃板制成,长×宽×高为500 mm×100 mm×300 mm。反应器由竖直隔板分为5个相等的隔室,总有效容积为10 L。每个隔室设1个导流板,使水从底部进入,以使微生物和底物充分接触。每个隔室侧壁上部设取水口,底部设取泥口。每个隔室底部放有1枚转子,利用磁力搅拌器进行搅拌。反应器采用周期运行方式,每周期进水2 h、反应21.5 h、沉淀0.5 h,共24 h,进水的同时向外排水。串联ASBR反应器在有机负荷为0.2 kgCOD/(m3·d)、HRT为10 d、进水流量为1 L/d的条件下启动,待COD去除率稳定达到40%以上时,逐渐增加进水浓度提高负荷至2 kgCOD/(m3·d),启动结束。试验以COD为主要控制指标,同时以出水挥发性脂肪酸VFA和pH为辅助控制指标。试验采用的串联ASBR反应器如图1所示。
图1
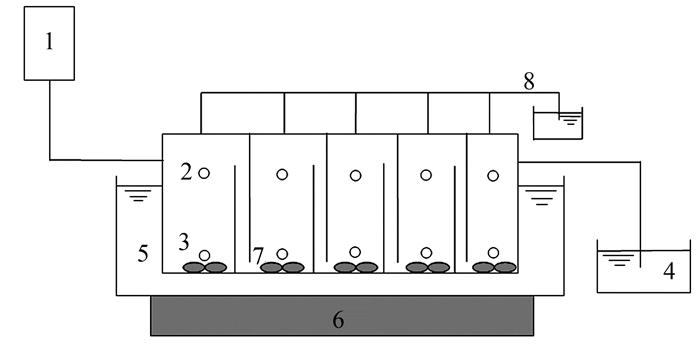
图1
串联ASBR反应器示意
1—进水瓶;2—污水取样口;3—污泥取样口;4—出水箱;5—水浴装置(内含加热棒);6—磁力搅拌器;7—磁力转子;8—集气管(水封)。
1.2 试验用水
试验废水为河南某化工厂硝化棉高浓度有机废水,该废水呈乳白色,有酒精味,水中含有较大的纤维状物质,COD为28 000~30 000 mg/L,SS达1 300 mg/L。故先采用混凝沉淀法对废水进行预处理,去除大部分悬浮物和部分有机物。处理后的出水作为串联ASBR反应器的试验用水,试验用水水质见表1。
表1 试验用水水质
| 类别 | pH | COD/(mg·L-1) | BOD5/(mg·L-1) | SS/(mg·L-1) |
| 有机废水 | 4.5~5.5 | 19 000~20 000 | 6 000~6 200 | 100~150 |
1.3 接种污泥
反应器接种污泥取自邯郸市某污水处理厂厌氧池污泥。将其在恒温箱(35 ℃)内培养驯化3周,然后投加到厌氧反应器的5个隔室中。接种量为反应器有效容积的25%〔5〕。
1.4 测定项目及方法
COD采用重铬酸钾法测定;BOD5采用稀释与接种法测定;pH采用数字pH计测定;碱度和挥发性脂肪酸采用碳酸氢盐碱度和VFA的联合滴定法测定;沼气含量采用液体置换法测定〔6〕,为了排除CO2的影响,采用15 g/L的NaOH溶液置换气体。
2 结果与讨论
2.1 启动阶段各试验参数的变化情况
2.1.1 进出水COD及其去除情况
图2
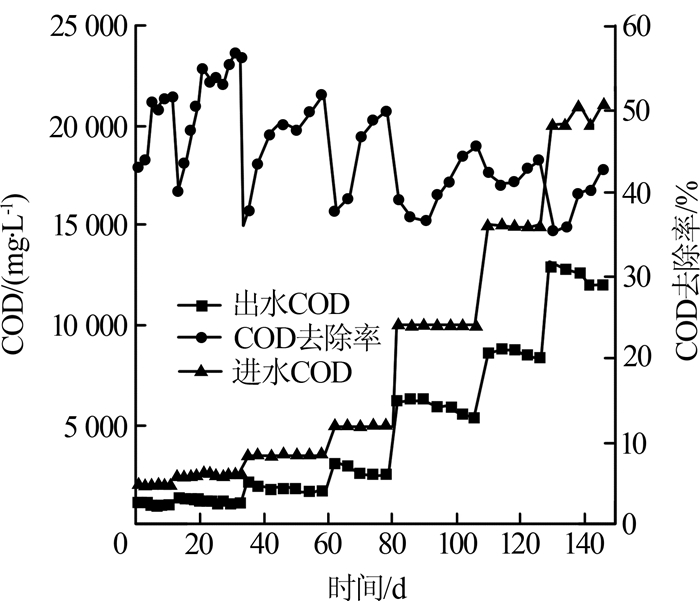
由图2可以看出,启动初期,随着进水COD的提高,COD去除率有所升高,达55%左右。这说明在不断增加进水COD的过程中,反应器中的微生物逐步适应了该废水水质,污泥稳定性增加,活性逐渐增强。当进水COD提高到10 000 mg/L及以上时,COD去除率呈下降趋势,最终维持在40%左右。每次提高进水COD后,COD去除率都会有所下降,但在5 d之后会开始升高并稳定在一定范围内。从启动开始到结束,反应器的COD去除率呈现先增高后降低的趋势,但最终稳定在40%以上,表明串联ASBR反应器具有较强的抗冲击负荷的能力。
2.1.2 各隔室COD去除情况
启动试验分为7个周期进行,每个周期的进水COD分别为2 000、2 500、3 500、5 000、10 000、15 000、20 000 mg/L。在不同运行周期下,串联ASBR反应器每个隔室的COD相对去除率(即每个隔室COD去除率占总COD去除率的百分比)如图3所示。
图3
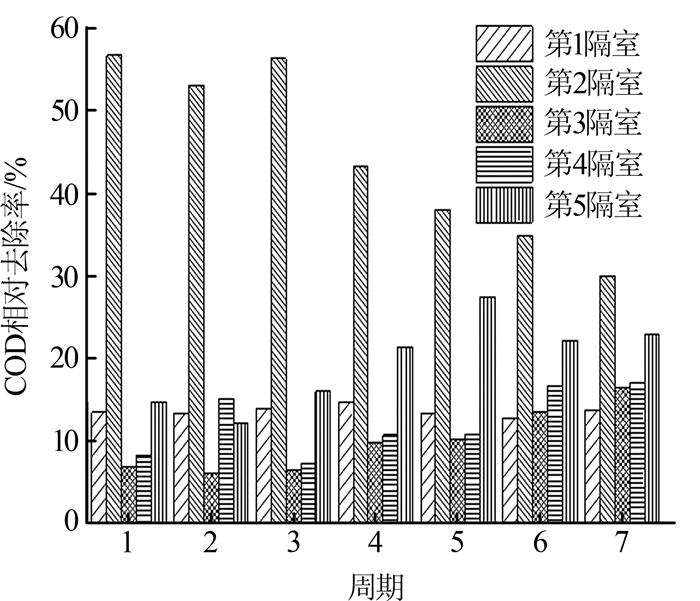
由图3可知,整个启动过程中,第1隔室的COD相对去除率较低,始终维持在13%左右,这是由于进水中的有机物浓度太高,对第1隔室中微生物的代谢活性产生了抑制作用。第2隔室的COD相对去除率最高,这是由于第2隔室内废水中的有机物易被生物降解,大部分有机物被污泥吸附,污泥活性进一步增强〔8〕。在启动初期,由于大部分可直接利用的有机物在第2隔室被消耗,故后面3个隔室的有机物浓度相对较低,COD去除率相对不高。随着进水COD的提高,第2隔室COD相对去除率呈下降趋势,第3、4、5隔室COD相对去除率呈上升趋势,这是由于随着进水COD的不断升高,第1隔室的COD去除率已达到最大,致使第2隔室的负荷增加,发挥了第1隔室的作用,而后面隔室中的有机物浓度增加,污泥活性逐渐增强,COD去除率逐渐升高。
2.1.3 pH和VFA的变化情况
图4
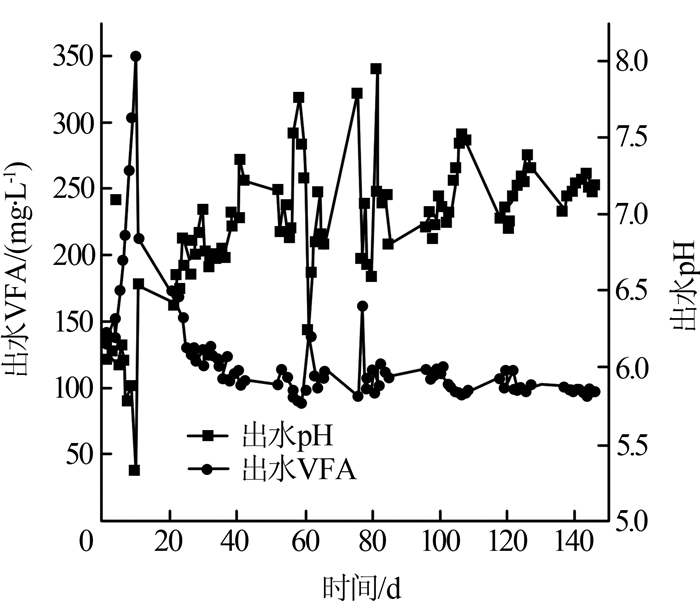
由图4可以看出,在启动的前10天,出水VFA和pH均波动较大,出水VFA最高达350 mg/L,pH最低达5.4,反应器面临酸化危险。这是由于启动初期进水COD不高,使用NaOH调节进水pH,并未投加NaHCO3,反应器没有缓冲能力来中和水解发酵产生的各种酸性物质,致使pH一直降低。之后开始投加NaHCO3,出水pH开始回升,VFA浓度开始降低。随着试验的进行,污泥趋于稳定,平均出水VFA为123 mg/L,平均出水pH为7.2。在每次提高进水COD时,VFA浓度都会升高,pH都会下降,这是由于突然提高进水负荷,对污泥造成一定的冲击,使VFA积累所致,pH的变化滞后于VFA的变化,且下降趋势较为明显。在不同进水负荷下,出水VFA都在130 mg/L以下,表明反应器运行良好,未出现酸化现象。
2.1.4 各隔室产甲烷量的变化情况
废水经厌氧处理后,部分有机物转化为细胞物质,大部分有机物则转化为沼气。沼气中的甲烷含量在一定程度上可以反映出反应器的运行状况,因此测定甲烷产量可以判断反应器的厌氧效率,并及时对反应器进行调控。各隔室产甲烷量的变化如图5所示。
图5
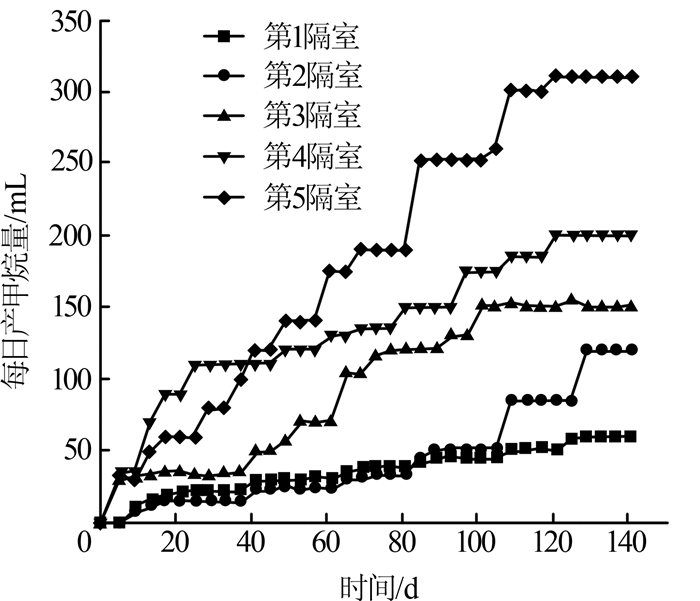
由图5可以看出,第5隔室产甲烷量最多,其次是第4隔室和第3隔室,第1隔室产甲烷量最少。第2隔室产生的CO2和甲酸、乙酸等脂肪酸在后面的隔室被产甲烷菌利用,产生大量的甲烷气体,使产酸相与产甲烷相沿程得到分离。随着进水有机负荷的提高,各隔室产甲烷量均呈递增趋势。当进水COD<5 000 mg/L时,第4隔室产甲烷量较多且增长较快。当进水COD>10 000 mg/L时,第3、4隔室产甲烷量趋于稳定,而第5隔室的产甲烷量一直呈递增趋势。由此可看出,第1、2隔室中的污泥主要为产酸相,第3、4隔室为过渡相,第5隔室主要为产甲烷相。随着进水COD的提高,产酸相和产甲烷相沿程向后推迟,使厌氧反应后延,与前述COD去除情况相符。
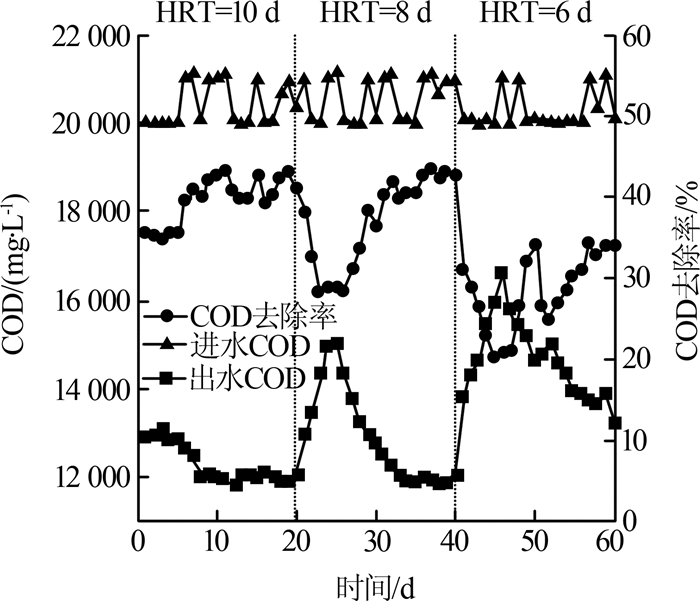
2.2 不同HRT下进出水COD变化情况
启动阶段完成后,保持进水COD为20 000 mg/L左右,通过缩短HRT提高有机负荷,探讨有机物的去除情况。不同HRT下进出水COD的变化如图6所示。
图6
2.3 出水可生化性的变化
考察了启动过程中出水可生化性的变化情况,结果见图7。
图7
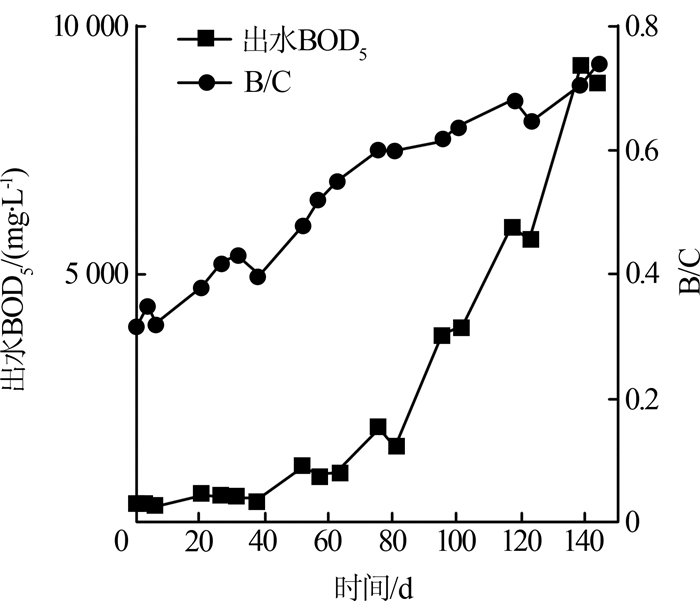
结果表明,在启动过程中出水B/C整体呈递增趋势。启动初期,出水B/C相对稳定,变化不大。主要是因为初期阶段污泥处于对废水的适应期,污泥活性不高,不能将难降解的大分子有机物及时转化为易生物降解的小分子物质。随后,出水B/C逐渐升高,说明污泥活性逐步增强,水中微生物的代谢能力逐渐增强,废水中的难降解物质被分解转化,从而提高了出水的可生化性。启动结束时,出水B/C高达0.72。
在工程上,该化工厂的生产废水包括硝化棉高浓度有机废水与酸性废水,其中高浓度有机废水水量小、COD高,酸性废水水量大、COD低。将酸性废水中和后与高浓度有机废水混合,混合后废水COD在250~300 mg/L,B/C<0.3,直接用好氧生物法处理难以达到预期效果。而将硝化棉高浓度有机废水经串联ASBR反应器处理后再行混合,B/C>0.4,显著改善了其可生化性,为后续处理打下了基础。
3 结论
(1)采用串联ASBR反应器处理硝化棉高浓度有机废水,保持水温35 ℃,将进水COD从2 000 mg/L逐步提高到20 000 mg/L,HRT从10 d缩短为8 d,经过146 d,COD去除率可稳定在40%以上,实现反应器成功启动。
(2)反应器启动期间,出水VFA大部分保持在130 mg/L以下,平均出水pH为7.2,反应器总体运行良好,未出现酸化现象。
(3)启动过程中,各隔室COD相对去除率大小顺序为第2隔室>第5隔室>第3、4隔室>第1隔室。各隔室产甲烷量大小顺序为第5隔室>第3、4隔室>第2隔室>第1隔室。第1、2隔室主要为产酸相,第3、4隔室为过渡相,第5隔室为产甲烷相。
(4)经过串联ASBR反应器处理,硝化棉高浓度有机废水的B/C由进水的0.3提高到0.72,废水可生化性改善明显,为后续处理打下了基础。
参考文献
UASB反应器处理硝化棉废水实验研究
[J].DOI:10.3969/j.issn.1673-1212.2013.06.028 [本文引用: 1]
厌氧序批式反应器的特征与应用
[J].DOI:10.3969/j.issn.1005-829X.2005.02.005 [本文引用: 1]
Performance and characteristics of an anaerobic baffled reactor
[J].DOI:10.1016/j.biortech.2003.06.004 [本文引用: 1]
Hydrodynamic characteristics of an anaerobic baffled reactor
[J].DOI:10.1016/0043-1354(92)90034-2 [本文引用: 1]
ABR处理高浓度硫酸盐有机废水的性能
[J].DOI:10.3321/j.issn:1000-4602.2007.15.012 [本文引用: 1]
厌氧折流板反应器处理制糖废水的启动试验研究
[J].DOI:10.3969/j.issn.1005-829X.2012.01.010 [本文引用: 1]
两相厌氧工艺处理合成制药废水的启动试验研究
[J].DOI:10.3969/j.issn.1005-829X.2014.04.004 [本文引用: 1]
预处理-厌氧-两级SBR组合工艺处理保险粉废水
[J].DOI:10.11894/1005-829x.2015.35(10).069 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}