


新疆某化工集团生产废水主要来自该集团各生产单位外排废水。由于产品和工艺不同,废水水质波动较大,其处理采用收集不同类型废水进行集中处理、排放地表水体的方式。随着国家环保要求的进一步提高,传统的废水集中处理方式已不能满足环保要求〔1〕。为此,该集团采用超滤、反渗透工艺对集中处理后的化工废水进行深度处理,并回用化工生产,以实现废水“近零排放”的目标。笔者介绍了该项目的处理工艺、膜结垢与污堵的控制措施,以及系统运行情况,为行业内相关项目运行提供一定经验。
1 废水水质与水量
集中收集的总废水经两级石灰—絮凝沉淀法去除部分无机悬浮物、有机污染物及钙镁离子,产水一部分供厂区冲洗地面和卫生间,部分供超滤、反渗透膜系统使用。膜系统处理水量为3 600 t/d,其进水水质如表1所示。
表1 膜系统进水水质
| 项目 | 数值 |
| pH(25 ℃) | 7.5~9.5 |
| 悬浮物/(mg·L-1) | 8.7~50 |
| Cl-/(mg·L-1) | ≤250 |
| 钙硬度(以CaCO3计)/(mg·L-1) | ≤700 |
| 电导率/(μS·cm-1) | ≤4 000 |
| CODCr/(mg·L-1) | ≤60 |
2 处理工艺
该工程系统进水具有高溶解固体含量(TDS)、高硬度、高pH、高有机物(COD)等特点,处理工艺主要考虑去除无机悬浮物、有机污染物及钙镁离子,使系统产水中的离子含量达到可接受范围,产水回用于化工工艺过程不致对化工产品质量产生不利影响。
图1
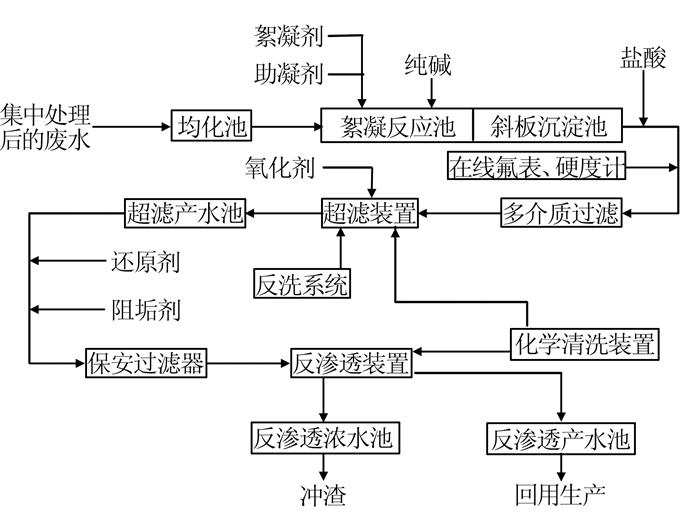
采用苏伊士水务技术(上海)有限公司超滤膜,过滤孔径0.03 μm,超滤膜装置2套,单套产水100 m3/h。采用BW30-400FR型抗污染反渗透膜(美国陶氏),反渗透膜装置2套,单套产水75 m3/h,回收率70%。在线流量、pH、电导率、氧化还原电位(ORP)仪表均采用+GF+SIGNET仪表,在线硬度采用APA6000高量程硬度计(美国HACH公司),在线氟表采用1218ATI氟化物分析仪,加药装置均采用MILTONROY计量泵。
3 工艺流程重点
采用超滤膜与反渗透膜技术处理废水,关键是防止膜组件的污堵和结垢,同时保证膜的产水通量〔3〕。采用以下措施控制膜的结垢与污堵风险。
3.1 絮凝剂、助凝剂和纯碱的投加
在絮凝反应池中投加适量絮凝剂(PAC)、助凝剂(PAM)和足量纯碱,经斜板沉淀池沉淀后可除去95%以上的Ca2+和部分重金属离子,以降低后续反渗透膜表面形成难溶重金属沉淀的可能性。
由于PAM是长链高分子化合物,与RO膜的高分子材质类同,过量PAM到达RO膜后会导致RO膜严重污堵,且无法通过化学清洗恢复膜通量。因此,只能适量投加助凝剂,最佳PAC和PAM联合投加量根据现场小试确定。
3.2 酸的投加
由于原废水呈碱性,pH较高,重金属离子易在碱性环境中形成难溶沉淀物,并在膜表面形成结垢。为防止重金属离子在膜表面沉淀结垢,调节原水pH至关重要。在沉淀池产水至多介质过滤器的进水管上投加盐酸,调节pH至7~7.5,能有效控制重金属离子在反渗透膜表面的结垢。
3.3 多介质过滤器
为有效提高超滤膜进水水质,在超滤膜前设置多介质过滤器。多介质过滤器用粗石英砂、细石英砂和片状无烟煤为过滤介质。废水经多介质过滤器过滤后,产水浊度保持在1~2 NTU,减轻了后续超滤系统的运行负荷,有效降低了超滤膜的污堵风险。
3.4 氧化剂的投加
为防止悬浮物和微生物在超滤膜表面累积造成污堵,在超滤系统设置2个氧化剂(次氯酸钠)投加点,一处在超滤进水管上,另一处在超滤反洗管路上。投加氧化剂可使超滤运行跨膜压差(TMP)和产水通量稳定维持在设计水平。
3.5 阻垢剂的投加
原废水中的SO42-浓度很高,Ba2+、Sr2+等重金属离子很容易与SO42-形成难溶盐。此外,Ca2+和F-也易形成难溶盐。这些难溶盐是反渗透膜运行过程中结垢的主要因素。为有效防止反渗透膜结垢,在反渗透膜进水管中投加适量阻垢剂。
超滤稳定产水后,需对超滤产水进行全水质分析,采用DOW FilmtecTM ROSA9.1反渗透计算软件计算超滤产水进入反渗透膜是否有结垢风险。经分析,超滤产水进反渗透膜存在BaSO4、SrSO4的结垢风险,软件提示需投加阻垢剂以降低表面结垢风险。采用OSMOTREAT OSM35阻垢剂(纳尔科工业服务有限公司),该产品可有效降低BaSO4、SrSO4和CaF2等难溶盐在反渗透膜表面的结垢风险。用OSMAS计算软件计算OSM35阻垢剂的最佳投加量。
3.6 超滤膜与反渗透膜注意事项
系统水源为经深度处理后的工业废水,为防止污染物在膜表面形成累积污染,系统运行中应注意以下事项。
(1)超滤系统连续运行20~30 min应进行1次夹气反洗。经过8次夹气反洗后进行1次加强反洗,以恢复超滤膜的过滤通量。加强反洗采用加盐酸和加碱的方式进行。
(2)超滤宜采用错流方式运行,将超滤装置错流阀开至合适位置。
(3)严格控制反渗透系统的回收率,应在设计回收率范围内运行。
(4)反渗透系统连续运行2 h应停机,使用反渗透产水对反渗透膜进行1次10 min左右的冲洗,以降低反渗透浓水侧难溶金属盐的浓度,减轻其在膜表面的结垢。
(5)超滤膜跨膜压差达到0.1 MPa以上及反渗透在正常给水压力下产水量较正常值下降10%~15%时,需对超滤膜、反渗透膜进行化学清洗。化学清洗液配方应根据系统膜污堵污染物的实际情况确定。
4 系统运行效果
系统经过1个月的连续运行,出水水质水量稳定,膜处理系统运行工况良好。将回用水与原生产工艺用水进行对比,回用水水质优于原生产工艺用水水质,能更好地满足化工生产要求。
4.1 超滤膜运行效果
超滤膜连续运行情况如图2所示。
图2
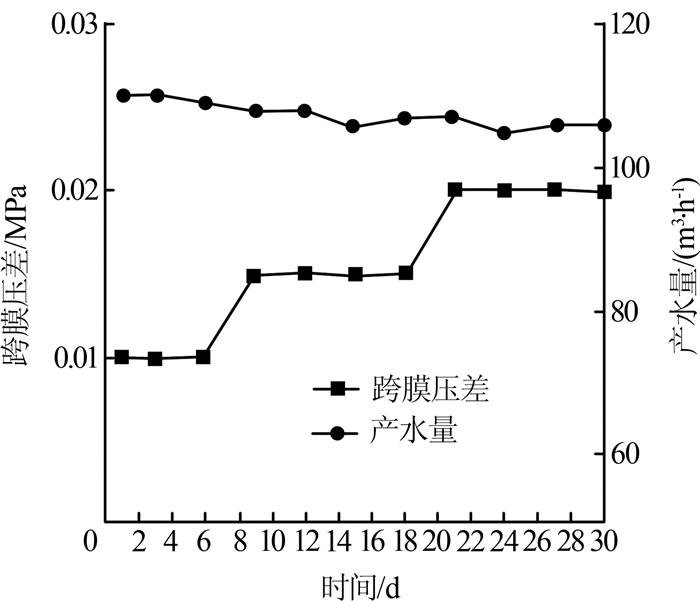
从图2可以看出,连续运行1个月,超滤膜的跨膜压差有所上升,但一直维持在可接受范围内。随着跨膜压差的上升,超滤产水量呈下降趋势。在反渗透进水管保安过滤器前测定进水淤塞指数(SDI),SDI在2~3,符合反渗透膜进水条件。
4.2 反渗透膜运行效果
反渗透膜运行压差及产水量变化情况如图3所示。
图3
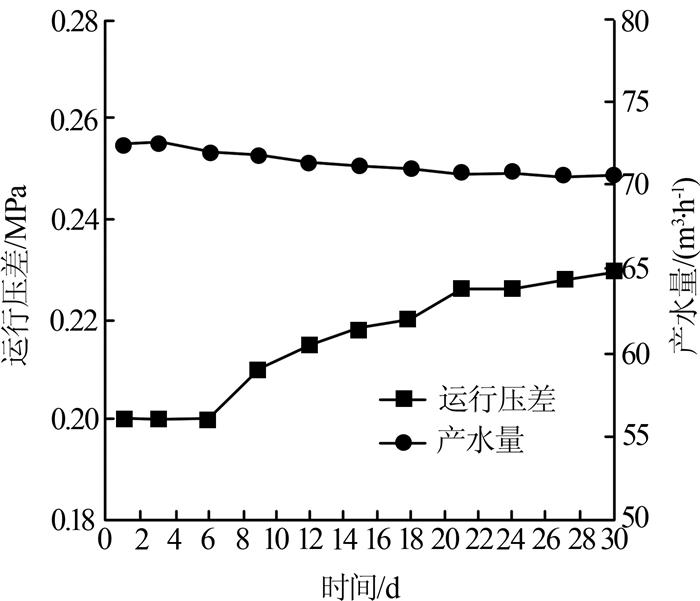
由图3可见,随着反渗透膜截留污染物和盐分的不断增加,运行压差呈上升趋势,膜通量和产水量也随之下降。
反渗透膜过滤孔径在纳米级,能去除相对分子质量在数百以下的分子和离子,使废水中大部分盐分被去除掉。运行情况表明,反渗透系统对盐分的去除率趋于稳定,在98%以上。产水电导率在230 μS/cm左右,离子含量较低。此外,反渗透产水中的氯离子、含盐量等指标可达到化工生产工艺回用的需要。
4.3 系统运行问题
超滤膜和反渗透膜压差达到一定程度后用盐酸进行化学清洗,膜通量可以很好地恢复到设计通量范围内。
系统运行过程中发现5 μm保安过滤器压差上升较快,对整个系统连续运行造成一定影响。将保安过滤器滤芯拆下后,发现为钙盐等金属盐沉淀造成,经盐酸浸泡后可以恢复正常压差。整个系统含盐量较高是保安过滤器滤芯污染的主要原因。
由于系统采用多介质和超滤作为反渗透处理系统的预处理工艺,过滤精度已经较高,反渗透进水管上SDI保持在1.5~3。为解决保安过滤器运行压差上升较快的问题,可考虑使用过滤孔径较大的保安过滤器滤芯。
5 结论
(1)采用双膜法处理化工废水,系统对有机污染物、硬度的去除效果较好,TDS去除率可稳定在97%以上,反渗透产水回用于化工生产工艺,反渗透浓水用于冲灰。整个系统运行可实现集团废水的“近零排放”,经济和环境效益显著。
(2)随着系统的连续运行,超滤膜和反渗透膜均有一定程度的污染,压差有所上升,产水量有所下降。经过化学清洗后膜通量可以恢复到设计值。
(3)为保证系统长时间连续运行,可考虑使用过滤孔径为10 μm的保安过滤器滤芯。
参考文献
探析工业废水"零排放"技术及成效
[J].DOI:10.3969/j.issn.1673-288X.2017.03.024 [本文引用: 1]
预处理-超滤-反渗透工艺深度处理炼油厂污水
[J].DOI:10.3969/j.issn.1006-1878.2013.02.011 [本文引用: 1]
国内外炼油废水深度处理及回用现状与展望
[J].DOI:10.3969/j.issn.1672-7932.2010.02.010 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}