


1 实验部分
1.1 实验装置及材料
本研究采用的实验装置见图1。
图1
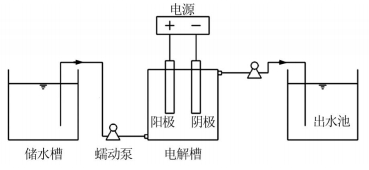
电解槽有效容积为500 mL,阳极采用钛基钌铱电极,阴极采用不锈钢电极,电极间距为1.5 cm,有效电解面积为24 cm2。用NaHCO3和CaCl2按物质的量比为2:1的比例配制模拟硬水。实验过程中利用蠕动泵将储水槽中的模拟硬水通过下进上出的方式抽入电解槽中,电解完成后通过出水池进行收集。
1.2 分析方法
水质总硬度的测定采用GB/T 6909—2008《锅炉用水和冷却水分析方法硬度的测定》;Cl-的测定采用GB/T 15453—2008《工业循环冷却水和锅炉用水中氯离子的测定》;活性氯的测定采用HJ 586—2010《水质活性氯和总氯的测定N,N-二乙基-1,4苯二胺分光光度法》。电流效率、阴极结垢剥离率计算式分别见式(1)、式(2)。
式中:η——电流效率,%;
F——法拉第常数,96 485 C/mol;
n去除(Ca2+)——去除Ca2+的物质的量,mol;
I——电流,A;
t——电解时间,s。
式中:ε——阴极结垢剥离率,%;
m0——原始不锈钢电极的质量,g;
m1——倒极前不锈钢电极的质量,g;
m2——倒极后不锈钢电极的质量,g。
2 结果与分析
2.1 电流密度对电解效果的影响
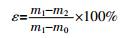
配制硬度为400 mg/L、Cl-质量浓度为283.6 mg/L的模拟硬水,水力停留时间(HRT)为10 min,在不同电流密度下进行电解,结果见图2。
图2
由图2(a)可知,电流效率随着电流密度的增大逐渐降低。硬度去除质量浓度随着电流密度的增大先增加后降低,这是因为电流密度较低时,Ca2+在溶液中的迁移速率较慢,阴极附近产生的OH-浓度较低,导致在低电流密度下CaCO3的沉积量较少〔5〕。电流密度增大会加快Ca2+向阴极的迁移速率,溶液中的氧化还原反应加剧使阴极附近碱性增强,产生了较多的CO32-,促进了Ca2+在阴极表面沉积,所以当电流密度由5 mA/cm2增加到10 mA/cm2,硬度去除质量浓度由110 mg/L增加到180 mg/L。当电流密度超过10 mA/cm2,阴极的析氢反应加剧,较多的H2会在电极表面形成一层H2薄膜,阻碍了Ca2+、CO32-在阴极表面的传质过程,生成的大量H2也会导致阴极附近水体剧烈扰动,影响了Ca2+的迁移速率,导致了硬度去除质量浓度的下降〔6〕。
由图2(b)可知,随着电流密度的增大,阳极的氧化反应加剧,Cl-去除质量浓度和活性氯浓度也逐渐增大。当电流密度由20 mA/cm2增加到25 mA/cm2,Cl-的去除速率显著加快,但活性氯的生成速率有所降低。这主要是由于在高电流密度下,电解产生的Cl2大部分以气体形式逸出,溶解于溶液中的Cl2的量减少,活性氯的生成速率降低。电流密度过高也会使阳极附近酸性增强,容易造成电极腐蚀。因此本研究采用的最适电流密度为10 mA/cm2。
2.2 水质硬度对电解效果的影响
在电流密度为10 mA/cm2、HRT为10 min的条件下,考察不同硬度的模拟硬水(Cl-质量浓度分别为141.8、283.6、425.4、567.2、709 mg/L)对Cl-、硬度去除质量浓度和活性氯质量浓度的影响,结果见表1。
表1 不同水质硬度下的Cl-、硬度去除质量浓度和活性氯质量浓度
| 水质硬度/(mg·L-1) | 200 | 400 | 600 | 800 | 1 000 |
| 硬度去除质量浓度/(mg·L-1) | 80 | 180 | 260 | 330 | 370 |
| Cl-去除质量浓度/(mg·L-1) | 24.85 | 26.89 | 46.09 | 134.71 | 152.86 |
| 活性氯质量浓度/(mg·L-1) | 1.27 | 2.90 | 5.46 | 8.63 | 9.82 |
不同硬度的模拟硬水对硬度去除率、电流效率、单位硬度去除能耗的影响见图3。
图3
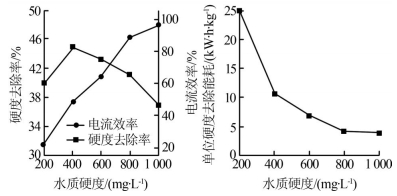
由图3可知,电流效率随着水质硬度的增加而增大,硬度去除率则呈先增大后降低的趋势。水质硬度的提高使溶液中的Ca2+和HCO3-浓度升高,离子的迁移速率加快,硬度去除质量浓度不断增加。本研究是在相同电流密度和电解时间下进行的,理论CaCO3的沉积量相同,因此电流效率随着硬度去除质量浓度的增加而上升。当水质硬度超过400 mg/L时,由于硬度去除质量浓度的增加幅度远低于初始硬度的增加量,因此硬度去除率不断降低〔8〕。离子浓度的升高也使得电解槽的槽压下降,因此去除单位硬度的能耗随着水质硬度的增加显著降低。尽管水质硬度为400 mg/L时硬度去除率最高,达到了45%,优于水质硬度为800 mg/L时的硬度去除率41.25%,但电流效率较低,且去除单位硬度的能耗较高,达到了10.73 kW·h/kg,在工业应用中会造成资源浪费,因此实验选取最优水质硬度为800 mg/L。
2.3 HRT对电解效果的影响
配制硬度为800 mg/L、Cl-质量浓度为567.2 mg/L的模拟硬水,电流密度为10 mA/cm2,考察HRT对电解效果的影响,结果见图4。
图4
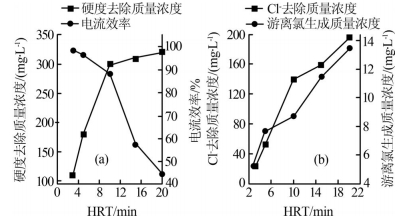
由图4(a)可知,硬度去除质量浓度随着HRT的延长逐渐增大且反应速率呈先增加后降低的趋势。电流效率则随着HRT的延长不断降低。HRT过短导致到达阴极反应活性区域的Ca2+浓度较低,电解产生的CO32-较少,因此硬度去除质量浓度较小〔9〕。随着HRT的延长,阴极附近的CO32-浓度显著增加,能与富集的Ca2+反应生成CaCO3沉淀附着在阴极表面。Yu Yang等〔10〕指出,阴极表面覆盖的CaCO3层带有负电位,能通过静电力吸引更多的Ca2+在阴极富集,因而大大地减小了冷却水的硬度。所以当HRT由5 min增加到10 min,硬度去除质量浓度由180 mg/L增加到了300 mg/L。当HRT超过10 min时,随着反应的进行,溶液中的离子浓度不断降低,电导率下降,离子迁移速率变缓,阴极表面被CaCO3沉积物大量覆盖,沉积物之间的离子通道收缩,OH-、Ca2+和HCO3-的对流扩散速率下降,传质速率受阻,因此反应速率下降。
由图4(b)可知,HRT的延长可以促进更多的Cl-迁移到阳极附近,通过氧化反应产生了较多的Cl2,从而增加了溶液的活性氯浓度和Cl-去除质量浓度。在本研究中将选取10 min作为最佳电解时间。
2.4 电流密度对倒极除垢的影响
图5
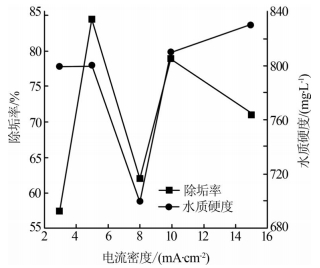
由图5可知,当电流密度由3 mA/cm2增加到5 mA/cm2,除垢率也由57.49%增加到84.56%,且不会造成水质硬度的增加。说明此时主要以物理脱落为主,电流密度的增大使不锈钢电极表面产生的微气泡快速增加,并在电极和垢层间快速长大,直至将结垢物垫起隔离〔12〕。而电解产生的H+不足以将附着在电极表面的CaCO3层溶解。在实验过程中也发现不锈钢电极表面的结垢呈块状剥落。当电流密度增加到8 mA/cm2,水样的硬度下降到700 mg/L,说明在钛钌铱电极附近生成了一定的CaCO3沉淀。当电流密度继续增大时,尽管钛钌铱阴极附近会生成一定量的CaCO3沉淀,但由于不锈钢电极附近的酸性较强,不锈钢电极表面的垢层会有一部分被H+溶解,以Ca2+的形式重新释放到溶液中,造成总硬度会随着电流密度的增加而上升,这在工业应用中会造成水质条件的二次恶化,因此最佳的电流密度为5 mA/cm2。
2.5 除垢时间对倒极除垢的影响
在倒极电流密度为5 mA/cm2的条件下,考察除垢时间对结垢剥离的效果,结果见图6。
图6
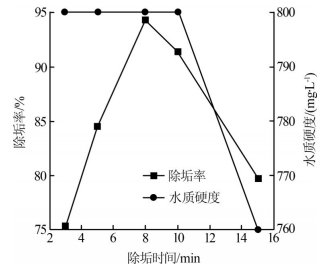
由图6可知,当除垢时间由3 min逐渐增加到8 min,除垢率也由75.28%增加到了94.3%,且不会引起水质硬度的上升,在实验过程中均未发现不锈钢电极的腐蚀。当除垢时间继续增加,除垢率有所下降,同时水质硬度由800 mg/L下降到了760 mg/L,这可能是由于除垢时间的增加导致了钛钌铱电极附近的OH-浓度增加,生成了部分CaCO3沉淀。在实验过程中发现当除垢时间达到了10~15 min时,不锈钢电极会发生一定程度的腐蚀,造成电解电压的急剧升高,能耗增加,因此最佳除垢时间为8 min。
3 结论
(1)电化学法处理循环冷却水的最佳电解条件:水质硬度为800 mg/L,Cl-质量浓度为567.2 mg/L,电流密度为10 mA/cm2,HRT为10 min。在最佳电解条件下硬度去除质量浓度为300 mg/L,Cl-去除质量浓度为140 mg/L,活性氯质量浓度为8.74 mg/L,电流效率为88.44%。
(2)倒极除垢的最佳条件:倒极电流密度为5 mA/cm2,倒极除垢时间为8 min。在最佳倒极条件下阴极结垢剥离率为94.3%,且以物理脱落为主,不会造成水质的二次恶化或电极腐蚀。
参考文献
火电厂循环冷却水阻垢方法研究进展
[J].DOI:10.3969/j.issn.1001-9677.2017.24.020 [本文引用: 1]
Electrochemical water disinfection Part Ⅲ:Hypochlorite production from potable water with ultrasound assisted cathode cleaning
[J].DOI:10.1023/A:1020199313115 [本文引用: 1]
Simultaneous removal of nitrate and hardness ions from groundwater using electrodeionization
[J].
Experimental study of the influence of some divalent and trivalent metal cations on nucleation and growth of CaCO3
[J].
Current pulsated electrochemical precipitation for water softening
[J].DOI:10.1021/acs.iecr.8b00448 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}