


对氰基苯酚是一种应用广泛的苯氰基农药中间体,该中间体是以对羟基苯甲酸为原料,在五硫化磷作用下,与尿素加热反应所制得〔1〕,然而,在其生产过程中产生的对氰基苯酚废水COD、氨氮、TP的浓度都非常高。由于对氰基苯酚难以自然降解,又具有生物毒性,可引起人体中毒,对生态环境造成严重危害。
目前,处理含酚废水的方法主要有物化法、生化法和化学法三大类〔2〕。物化法局限于高浓度含酚废水且回收效率低,而生化法对废水的可生化性有较高要求。化学法处理含酚废水的方式众多,包括化学混凝、化学氧化、电化学法等。尤其是以电絮凝法和三维电极法为代表的电化学法,具有安全环保、处理效果好、工艺设计灵活等优点,在含酚废水处理中应用较多,但是在对氰基苯酚废水的处理上却鲜有报道。
本实验所研究的废水为对氰基苯酚生产实际废水,其成分复杂,难以测定对氰基苯酚含量,故以COD、氨氮和TP的去除情况来反应废水的处理效果。实验采用电絮凝-三维电极组合工艺,预处理高浓度对氰基苯酚废水。考察了初始pH、电流密度、极板距离、反应时间等因素对电絮凝实验的影响,以及电流、初始pH、反应时间等因素对三维电极处理电絮凝出水效果的影响。同时借助三维荧光光谱解析废水中污染物的降解过程,从而为电絮凝-三维电极处理高浓度对氰基苯酚废水的应用提供参考。
1 实验部分
1.1 实验材料
极板与粒子电极材料:电絮凝实验中阳极板为铁板,阴极板为石墨板,极板尺寸均为110 mm ×80 mm×2 mm(有效面积为68 cm2)。三维电极实验中阴阳极板均为同等尺寸的石墨板,粒子电极材料由江苏宜兴宜悦环保科技有限公司提供,为一种含有多种金属的柱状颗粒活性炭,其粒径为2 mm。
实验废水取自湖北宜昌某农药厂对氰基苯酚生产车间,废水水质:COD为75 260~77 863 mg/L,氨氮为8 698~8 856 mg/L,TP为4 967~5 164 mg/L,pH为8.38~8.51。实验时废水pH用1 mol/L的NaOH和HCl进行调节。实验所用药品均为分析纯。
1.2 实验装置
电絮凝和三维电极实验装置均采用自制有机玻璃槽,玻璃槽尺寸为15 cm×12 cm×20 cm,有效容积为2.8 L,玻璃槽底端左右两侧分别设有曝气管和取样口,曝气管上方设有孔状隔板,将粒子电极与曝气管隔开,绝缘螺杆和绝缘螺母控制极板距离;QW-3020D型直流稳压电源(30 V,20 A);ACO-388D型电磁式空气压缩机,广东海利集团有限公司;PB-10型pH计,德国赛多利斯;V5600型可见分光光度计,瑞士梅特勒-托利多;LS-55型荧光分光光度计,美国珀金埃尔默。
1.3 实验方法
取1 L对氰基苯酚生产废水于反应容器中,加入适量NaOH或HCl调节其pH至预设值。极板使用前用砂纸打磨,再用蒸馏水冲洗。控制曝气速率为0.2 L/min进行电絮凝实验。电絮凝出水经沉淀后进入三维电极反应器,加入适量NaOH或HCl调节其pH至预设值。粒子电极使用前先用废水浸泡过夜,极板使用前用砂纸打磨,再用蒸馏水冲洗,曝气前放入的粒子电极材料刚好与液面等高,两极板距离为8 cm,控制曝气速率为1 L/min进行实验。
1.4 分析方法
pH由pH计测定;COD采用快速消解法测定;氨氮采用纳氏试剂分光光度法测定;TP按照钼酸铵分光光度法;三维荧光光谱通过LS-55型荧光分光光度计测定〔3〕。
2 结果与讨论
2.1 三维电极、电絮凝、电絮凝-三维电极联合处理废水效果对比
在三维电极实验中设定电流为2 A,pH为8.5,曝气速率为1 L/min,反应90 min;而在电絮凝实验中设定pH为8.5,电流密度为50 mA/cm2,极板间距为2 cm,曝气速率为0.2 L/min,反应25 min;电絮凝-三维电极实验,废水先经电絮凝处理,出水经沉淀后取其上清液进行三维电极实验,实验条件与前两者实验条件一致,结果见表1。
表1 三维电极、电絮凝、电絮凝-三维电极实验结果对比
| 参数 | COD去除率/% | 氨氮去除率/% | TP去除率/% |
| 三维电极 | 70.25 | 54.42 | 45.04 |
| 电絮凝 | 28.46 | 43.25 | 46.32 |
| 电絮凝-三维电极 | 81.68 | 73.91 | 71.06 |
由表1可知,电絮凝-三维电极法对COD、氨氮、TP的去除率最高,分别达到了81.68%、73.91%、71.06%。电絮凝对COD的去除率最低,为28.46%,三维电极比电絮凝对氨氮的去除率高11.17%,但二者对TP的去除效果无明显差别。
鉴于单独使用三维电极或电絮凝工艺对COD、氨氮和TP的去除率较低,而二者联用工艺的去除率较高,因而本实验重点研究了电絮凝-三维电极联合处理该废水。
2.2 电絮凝影响因素实验研究
2.2.1 初始pH的影响
在电流密度为50 mA/cm2,极板间距为2 cm,电絮凝时间为25 min的条件下,考察不同初始pH对COD、氨氮和TP去除效果的影响,结果见图1。
图1
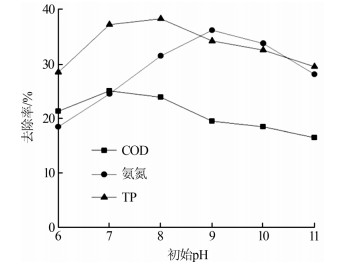
由图1可知,随着pH的升高,COD、氨氮和TP的去除率都表现为先升高后降低的趋势,其中当pH为7时,COD的去除率达到最大(25.13%)。而当废水pH从6增加到9时,氨氮的去除率由18.54%显著增加到最大(36.25%),之后随着pH的升高而逐渐降低。TP的去除率在pH为8时达到最大(38.36%)。究其原因,在弱酸性条件下,溶解态铁盐未充分转化为羟基铁络合物,随着pH的升高,Fe2+易氧化成Fe3+,生成氢氧化铁以及更为复杂的羟基铁络合物〔4〕,有效地吸附去除污染物。但当pH过高时,极板产生的钝化膜抑制了Fe2+的持续溶出,产出的絮体减少,使得COD和TP的去除率降低。当pH较大时,溶液中的NH4+易与OH-结合生成NH3·H2O,进而在曝气的协助下从废水中吹脱出来,使得氨氮在pH较高时也有较大的去除率。综合考虑,控制pH为8。
2.2.2 电流密度的影响
在pH为8,极板间距为2 cm,电絮凝时间为25 min的条件下,考察电流密度对COD、氨氮和TP去除效果的影响,结果见图2。
图2
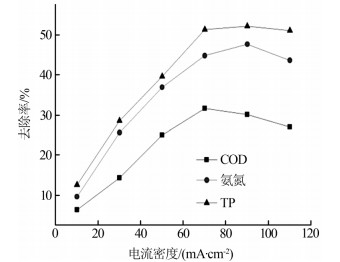
由图2可知,当电流密度小于70 mA/cm2时,COD、氨氮、TP的去除率随电流密度的增加而升高。而在电流密度大于70 mA/cm2后,COD的去除率逐渐降低,TP的去除率基本维持不变。当电流密度增加至90 mA/cm2时,氨氮去除率达到最大(47.61%),随后去除率有所降低。根据Faraday定律,随着电流密度的增加,极板溶出的Fe2+数量增多〔5〕,因而COD、氨氮和TP的去除率有较快增长。但当电流密度过大时,溶液中生成大量的络合离子,形成过多微絮体而难以沉淀下来,进而使得胶体表面的电荷发生逆转,形成带正电荷的胶体颗粒而相互排斥,电絮凝产生的絮体被破坏,絮凝能力减弱。同时过大的电流密度不仅使极板和电能消耗加剧,而且易使极板钝化,进一步影响污染物的去除。综合考虑,选择电流密度为70 mA/cm2。
2.2.3 极板间距的影响
在pH为8,电流密度为70 mA/cm2,电絮凝时间为25 min的条件下,考察极板间距对COD、氨氮和TP去除效果的影响,结果见图3。
图3
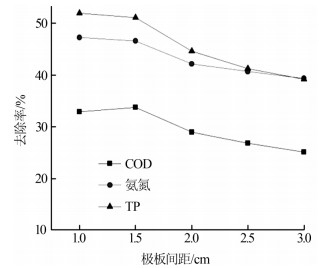
由图3可知,随着极板间距的增大,COD的去除率表现为先增大后减小的趋势,在1.5 cm时去除率达到最大(33.76%)。氨氮和TP的去除率在极板间距为1 cm时达到最大,之后随着距离的增大,去除率都逐渐减小,但相比于氨氮,TP的去除率下降幅度更大。极板间距较大时,极板间的离子迁移速度较慢,不利于阳极表面絮体的产生以及扩散,电絮凝效果降低,而且电能耗损增加。因而随着极板间距的减小,COD、氨氮和TP的去除率有较为明显的提升。但过小的极板间距不仅会使絮凝剂聚集在一起,增大其沉降速度,降低絮凝效果,而且易增加电流短路的危险〔6〕。因此综合考虑污染物去除效果、能耗损失、以及设备安全,选择极板间距为1.5 cm。
2.2.4 反应时间的影响
在pH为8,电流密度为70 mA/cm2,极板间距为1.5 cm的条件下,考察反应时间对COD、氨氮和TP去除效果的影响,结果见图4。
图4
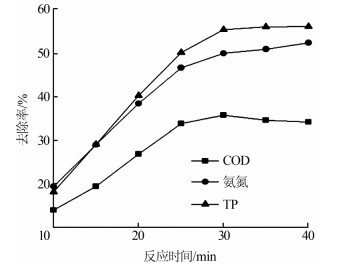
由图4可知,在反应前30 min内,COD、氨氮和TP的去除率都随着反应时间的增加而增大,在30 min时COD的去除率达到最大(35.69%),随后COD的去除率逐渐降低,氨氮的去除率缓慢上升,而TP的去除率基本维持不变,在40 min时,氨氮的去除率达到最大(52.31%)。究其原因,在电絮凝初期,产生絮体数量较少,絮体充分地吸附废水中的污染物,因而污染物的去除率随着反应时间的延长而增大。在30 min之后,容易被吸附的污染物数量减少,絮体的吸附能力减弱,污染物去除率增加缓慢甚至有所降低。因此,选择反应时间为30 min。
2.3 三维电极影响因素实验研究
2.3.1 电流的影响
在曝气量为1 L/min,初始pH为8.3,反应时间为70 min的条件下,考察电流对COD、氨氮和TP去除效果的影响,结果见图5。
图5
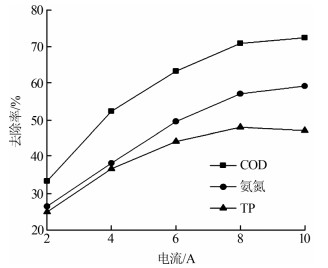
由图5可知,电流从2 A增大到8 A的过程中,COD、氨氮和TP的去除率分别由33.48%、26.58%、25.06%提高到71.02%、51.27%、48.18%,当电流继续增大时,COD和氨氮的去除率虽略有增加,TP的去除率却有所降低,而且装置发热严重,副反应增多,能量损耗增大。这是由于电解槽电压随着电流的增加而增大,进而使得粒子电极的极化程度增强,发生电化学氧化还原反应的电位差增大,污染物去除效果得以提高。但当电流过大时,电解槽电压高于反应的析氢电位和析氧电位,主电极上发生析氢和析氧副反应,电流效率有所降低。因此,综合考虑污染物去除效果和能耗,选择电流为8 A。
2.3.2 初始pH的影响
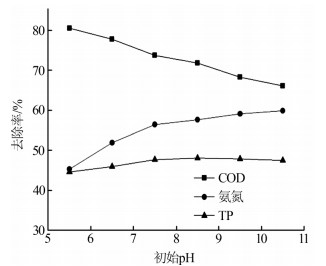
在曝气量为1 L/min,电流为8 A,反应时间为70 min的条件下,考察初始pH对COD、氨氮和TP去除效果的影响,结果见图6。
图6
2.3.3 反应时间的影响
在曝气量为1 L/min,电流为8 A,pH为8.0的条件下,考察反应时间对COD、氨氮和TP去除效果的影响,结果见图7。
图7
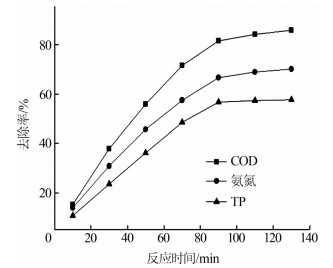
由图7可知,在反应前90 min内,COD、氨氮和TP的去除率均随着反应时间的延长而迅速增加,易降解污染物在电势差的作用下失去电子而被氧化降解。超过90 min后,COD和氨氮的去除率增加缓慢,TP的去除率基本维持稳定,这可能是因为废水中污染物已逐渐被降解转化为难降解有机物。反应时间过长,装置严重发热,能耗增加。因此综合考虑污染物的去除效果和能耗,选择反应时间为90 min。
2.4 优化条件下的平行实验
为使实验更加接近实际工程运行情况,在实验优化条件下,废水先经电絮凝处理,电絮凝出水在沉淀池沉淀后,再通过蠕动泵将其注入三维电极装置作进一步处理。平行实验5次,运行结果见表2。
表2 优化条件下的电絮凝-三维电极平行实验出水情况
| 编号 | COD/(mg·L-1) | 氨氮/(mg·L-1) | TP/(mg·L-1) | 去除率/% | 出水pH | ||||||||
| 进水 | 出水 | 进水 | 出水 | 进水 | 出水 | COD | 氨氮 | TP | |||||
| 1 | 76 509 | 8 864 | 8 782 | 1 468 | 5 002 | 967 | 88.41 | 83.28 | 80.66 | 8.24 | |||
| 2 | 75 260 | 9 067 | 8 698 | 1 538 | 4 967 | 1 026 | 87.95 | 82.31 | 79.34 | 8.27 | |||
| 3 | 77 863 | 11 856 | 8 839 | 1 885 | 5 164 | 1 059 | 84.77 | 78.67 | 79.49 | 8.27 | |||
| 4 | 77 612 | 9 168 | 8 856 | 1 561 | 4 985 | 934 | 88.18 | 82.37 | 81.26 | 8.16 | |||
| 5 | 77 550 | 10 224 | 8 836 | 1 617 | 5 068 | 967 | 86.81 | 81.69 | 80.91 | 8.21 | |||
由表2可知,经电絮凝-三维电极联合处理后的出水COD、氨氮、TP分别在8 800~11 800 mg/L、1 400~1 900 mg/L、900~1 100 mg/L之间波动,出水pH稳定在8.1~8.3。由此可见,采用电絮凝-三维电极联合工艺可有效处理高浓度对氰基苯酚废水,且工艺运行稳定,污染物去除量较大。
2.5 图谱分析
对电絮凝-三维电极组合工艺处理废水的三维荧光图谱进行分析发现,原水只有1个主要特征峰,即类腐殖酸有机物荧光峰A(Ex/Em=300~375/375~ 450 nm),经电絮凝处理后,虽未出现新的荧光峰,但荧光峰A的荧光强度有所降低,表明电絮凝有效降低了污染物浓度,这与电絮凝处理废水的结果一致。在三维电极废水处理过程中,新出现了三类荧光峰,分别是类色氨酸芳香族蛋白质荧光峰B(Ex/Em=200~240/300~340 nm)、溶解性微生物有机峰C(Ex/Em= 250~300/325~390 nm),类富里酸有机物荧光峰D(Ex/Em=200~230/390~450 nm)。峰B属于易降解有机物,峰C属于可生物降解有机物,峰A、D均属于难降解有机物〔8〕。在三维电极处理30 min时出现峰B,但峰B荧光强度较弱,且峰A的荧光强度进一步降低;处理50 min时峰B荧光强度有所加强;处理90 min时出现峰C和峰D,并且峰B的荧光强度进一步加强。这表明三维电极在降解污染物的过程中,先将废水中难降解的类腐殖酸有机物氧化降解为易降解的类色氨酸芳香族蛋白质有机物,进而将其转化为可生物降解有机物和更难降解的类富里酸有机物。经电絮凝-三维电极处理后的废水,易降解有机物和可生物降解有机物含量大幅增加,有利于废水的后续深化处理。
3 结论
电絮凝和三维电极都能有效处理对氰基苯酚废水,两者联合工艺的处理效果优于单独处理,且联合工艺运行较为稳定。电絮凝的优化实验条件:pH为8,电流密度为70 mA/cm2,极板间距为1.5 cm,反应时间为30 min。三维电极优化实验条件:电流为8 A,pH为7.5~8.5,反应时间为120 min。在优化条件下,废水经联合处理后,COD、氨氮、TP去除率最高分别达到88.41%、83.28%、80.66%,多次运行出水的COD、氨氮、TP分别在8 800~11 800 mg/L、1 400~1 800 mg/L、900~1 000 mg/L之间稳定波动。
电絮凝能有效降低废水中的污染物浓度,三维电极可将难降解的类腐殖酸有机物氧化降解为易降解的类色氨酸芳香族蛋白质有机物,进而将其转化为可生物降解有机物和更难降解的类富里酸有机物,废水中易降解有机物和可生物降解有机物含量大幅增加,有利于废水的后续深化处理。
参考文献
Copper, chromium and nickel removal from metalplating wastewater by electrocoagulation
[J].
3DEEM spectroscopy analysis to assess the EPS composition in HMBR systems
[J].DOI:10.2166/wst.2016.347 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}