


大豆制品因富含营养而受到广大消费者的青睐[1-2]。近年来,我国豆制品行业发展迅猛,相应的废水排放量不断增加,随之带来严重的环境污染问题。每生产1 000 kg豆制品会产生5 000 kg废水[3]。日产5 t大豆蛋白的车间每天约排放500 t豆制品废水(其中高浓度废水150 t、低浓度废水350 t)[4]。若该废水CODCr以104 mg/L计,则相当于5万人口1天排放生活污水的等当量CODCr(市政污水纳管标准以500 mg/L计)。江西省某食品企业主要从事豆制品的生产加工,产生的废水主要来源于浸泡大豆产生的泡豆水、过滤成型产生的黄浆水及生产清洁废水,其成分复杂、浓度较高,如不经处理直接排放,会对受纳水体造成严重污染,危及生态环境安全。
1 工程概况
1.1 水质水量特征
江西某食品企业生产废水处理工程(Ⅰ期)设计日处理豆制品生产废水20 m3左右。该废水成分复杂,属高浓度有机废水。要求处理后出水的COD、氨氮、pH达到《污水综合排放标准》(GB 8978-1996)的一级排放标准要求(当地不属于总氮控制区域,故并未对该项目进行监测;总磷去除归入Ⅱ期工程,故未对总磷处理进行研究),具体废水水质及排放标准见表 1。
表1 废水水质和排放标准
| 项目 | BOD5/(mg·L-1) | CODCr/(mg·L-1) | 氨氮/(mg·L-1) | 色度/倍 | SS/(mg·L-1) | pH |
| 废水水质 | 3 500 | 6 000 | 100 | 150 | 1 600 | 4~5 |
| 排放标准 | 20 | 100 | 15 | 50 | 70 | 6~9 |
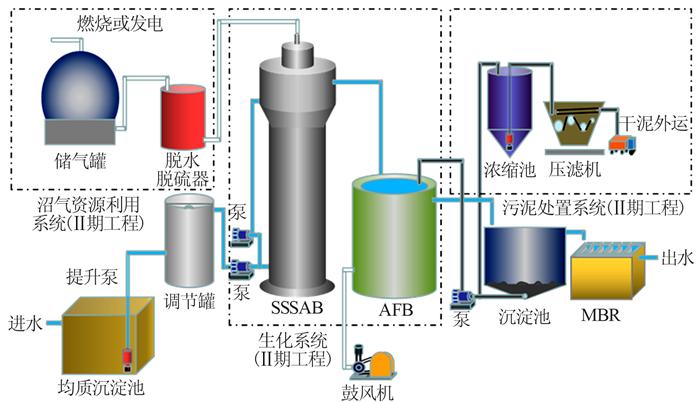
1.2 工艺流程
图1
1.3 主要构筑物参数
1.3.1 预处理
(1)均质沉淀池。均质沉淀池1座,地埋式钢混结构,设置1台提升泵,单台功率0.75 kW。
(2)调节罐。调节罐1座,D 2 m×3 m,用于平衡进水水质、水压,保证SSSAB进水稳定。
1.3.2 生化处理
(2)气升式涡旋强化生物脱氮反应器(AFB)1座,钢结构,有效体积13.5 m3。该反应器通过内置锥体导流筒强化生物传质效果,混合液污泥质量浓度为3.0 g/L,HRT为16 h,混合液外回流比为300%,有效水深为3.2 m。采用平板微孔曝气器,D 215 mm,服务面积0.3 m3/h,通气量2.0 m3/h,布置在2个圆形内圈管道上共10个。
选用罗茨鼓风机2台,1用1备,单台流量3 m3/min,压力44 kPa,功率4.0 kW。
(3)沉淀池1座,钢结构,有效体积为5.4 m3,最大表面水力负荷为0.23 m3/(m2·h)。配备污泥回流泵1台,回流污泥至AFB,单台扬程20 m,额定流量5 m3/h,功率0.75 kW。
1.3.3 MBR深度处理
膜生物反应器(MBR)1座,钢结构,有效体积为5.4 m3,HRT为6.5 h。MBR膜通过机械筛分、截留等作用进行泥水分离,有效截留SS和有机物,保证出水的稳定性[14]。配置1台反洗泵,单台扬程10 m,额定流量3 m3/h,功率0.75 kW。该MBR与Ⅱ期工程合用。
1.3.4 污泥处理和沼气回收利用
因目前该企业废水量小,剩余污泥量也较少,剩余污泥采用自然干化法处理后用于厂区绿化施肥。沼气经生物脱硫后收集并入Ⅱ期工程的沼气收集罐,用于锅炉燃烧。
2 工程运行情况分析
该Ⅰ期工程竣工后试运行3个月,运行效果稳定、处理效果显著,出水水质可达到《污水综合排放标准》(GB 8978-1996)一级排放标准要求。COD、NH3-N和pH的单元处理效果如表 2所示。
表2 某日废水处理工艺单元处理效果
| 工艺单元 | BOD5/(mg·L-1) | CODCr/(mg·L-1) | B/C | 氨氮/(mg·L-1) | 色度/倍 | SS/(mg·L-1) | pH | 去除率/% | |
| CODCr | 氨氮 | ||||||||
| 调节罐 | 3 530 | 5 910 | 0.597 | 106.9 | 200 | 1 624.5 | 5.3 | — | — |
| 厌氧(SSSAB) | 250 | 483 | 0.517 | 158.5 | 160 | 87.3 | 7.3 | 91.8 | — |
| 好氧(AFB) | 20 | 120 | 0.167 | 4.4 | 30 | 28.5 | 7.1 | 75.2 | 97.2 |
| 深度处理(MBR) | — | 29 | — | 1.8 | 15 | 13.6 | 7.5 | 75.8 | 59 |
从表 2可见,该废水的可生化性(B/C)高达0.597,经SSSAB处理后B/C仍达0.517,适合后续AFB好氧生物降解,经AFB处理后B/C降为0.167;调节池内SS高达1 624.5 mg/L,但经SSSAB处理后,SS降为87.3 mg/L,反应器运行比较稳定,表明SSSAB对颗粒仍有去除能力,长时间运行没有出现堵塞现象;此外,该工艺对色度的处理效果较好,色度去除率高达92.5%。
2.1 CODCr去除
稳定运行期间系统内的CODCr变化情况如图 2所示。
图2
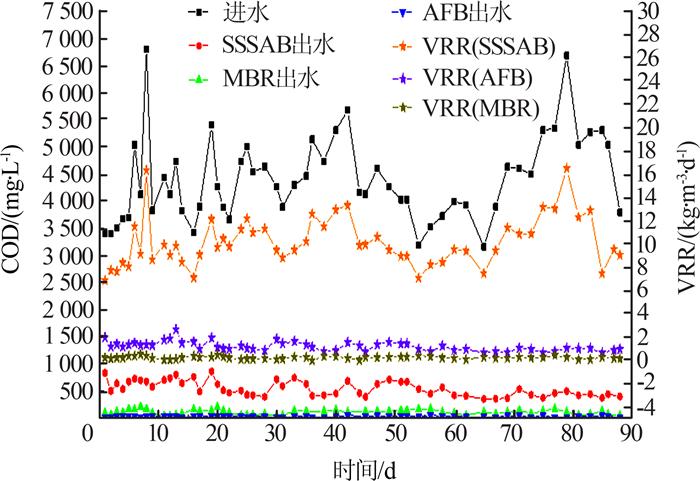
由图 2可见,进水CODCr主要在3 500~7 500 mg/L范围内波动,系统CODCr总去除率平均为99.3%。经过SSSAB厌氧水解发酵、产氢产乙酸和产甲烷3个阶段,有机物被大量去除,CODCr下降至300~600 mg/L,CODCr平均去除率为87.8%,平均去除贡献率(去除贡献率即单一处理单元对特定污染物的去除占整个工艺对该特定污染物去除的比例)为88.1%,最高为93.7%。第60~90天,CODCr普遍降至500 mg/L以下,平均CODCr容积负荷(OLR)为11.6 kg/(m3·d),最高达到17.8 kg/(m3·d),平均CODCr容积去除负荷(VRR)为10.2 kg/(m3·d),最高达到16.5 kg/(m3·d)。而经AFB处理后出水CODCr基本保持在80~120 mg/L,平均去除率为79.6%,平均去除贡献率为10.5%,平均OLR为1.5 kg/(m3·d),平均VRR为1.2 kg/(m3·d)。再经MBR处理后,CODCr最低可维持在50 mg/L以下,平均去除率为70.5%,达到《污水综合排放标准》(GB 8978-1996)的一级排放标准要求。基于上述各工艺单元的处理效果,生产企业可结合当地排放要求决定是否选用MBR作为深度处理。
2.2 氨氮去除
稳定运行期间系统内氨氮变化情况如图 3所示。
图3
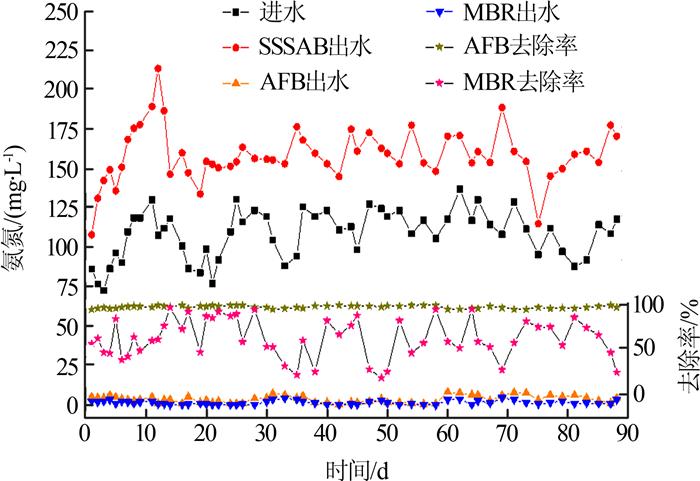
豆制品生产废水因富含蛋白质、脂肪、维生素等物质,有机氮含量较高。由图 3可见,进水氨氮在80~140 mg/L,经系统处理后氨氮总去除率平均为98.3%。其中在SSSAB内厌氧氨化菌的作用下,有机氮转化为氨氮,SSSAB出水氨氮升至150 mg/L左右,平均氨氮增加50%。在AFB内好氧菌硝化脱氮作用下,氨氮降至15 mg/L以下,平均去除率为97.4%,去除贡献率最高达99.5%,平均OLR为0.236 kg/(m3·d),最高为0.263 kg/(m3·d),平均VRR为0.230 kg/(m3·d)。最后经MBR处理后,出水氨氮平均在1.8 mg/L左右,平均去除率为54.4%,远低于《污水综合排放标准》(GB 8978-1996)一级排放标准要求限值(15 mg/L)。
2.3 pH变化
pH是反映工艺运行稳定状况的重要指标之一。稳定运行期间系统内pH变化情况如图 4所示。
图4
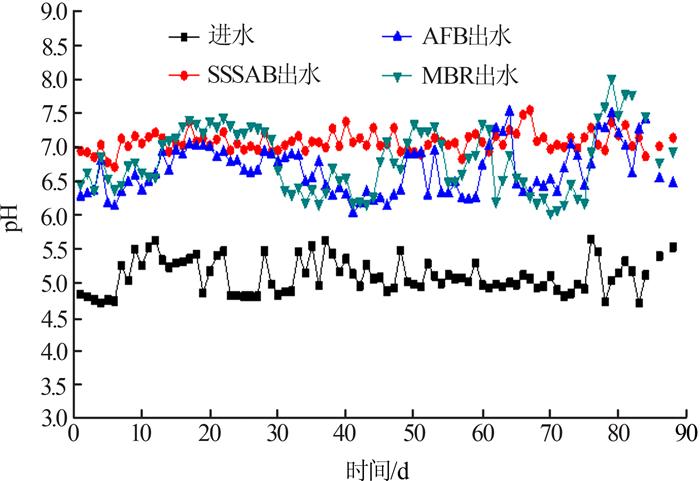
豆制品生产废水经过均质沉淀池发酵后,进水pH为4.0~6.0,呈酸性,但经SSSAB处理后pH较为稳定,基本在7.0左右,AFB及MBR出水pH受溶解氧及温度影响波动较大,但维持在6.0~9.0,可达到《污水综合排放标准》(GB 8978-1996)一级排放标准要求。
2.4 经济性分析
2.4.1 运行成本
日常总运行实际成本为2.75元/m3,其中每日平均用电65 kW·h,按当地电价0.8元/(kW·h)计算,处理每立方废水电费为2.6元;每日平均投加石灰10 kg,当地石灰价格0.3元/kg,则药剂费用为0.15元/m3。同时SSSAB日均可产沼气30 m3,若全部用于发电,根据沼气发电的产耗率(1 m3沼气可产2.0 kW·h电),平均发电量为60 kW·h/d,可增收48元/d。如果该企业沼气发电全部自用,处理1 m3废水可节省2.4元,将极大降低运行成本。此外,随着Ⅱ期工程扩建,该工艺的吨水运行成本也将大幅下降。
2.4.2 土地成本
Ⅰ期工程占地面积主要包括:调节罐3.5 m2、SSSAB 7 m2、AFB 5 m2、沉淀池3.6 m2、MBR 3.6 m2,总占地22.7 m2,实际占地约25 m2(除均质沉淀池外,其采用地埋式,表面作绿化,且与Ⅱ期合建,故未计算在内),吨水占地1.25 m2,约为传统工艺的1/3。可见,SSSAB+AFB+MBR工艺属于高度集约的工业废水处理工艺。
3 结论
(1)采用SSSAB+AFB+MBR工艺处理豆制品生产废水,CODCr、氨氮的平均去除率分别为99.3%、98.3%,CODCr、氨氮出水水质达到《污水综合排放标准》(GB 8978-1996)一级排放标准要求;工艺运行成本为2.75元/m3;吨水占地1.25 m2,约为传统工艺的1/3,属于高度集约的工业废水处理工艺。
(2)SSSAB反应器的CODCr平均去除率为87.8%,CODCr平均去除贡献率为88.1%,平均CODCr容积负荷为11.6 kg/(m3·d),最高达到17.8 kg/(m3·d),远高于传统行业负荷[0.70~5.96 kg/(m3·d)]。
(3)AFB反应器的CODCr平均去除率为79.6%、氨氮平均去除率为97.4%;MBR反应器的CODCr平均去除率为70.5%,氨氮平均去除率为54.4%,对于生产负荷小、CODCr稳定在100 mg/L以下的情况可不使用,可为同类废水处理工艺设计提供参考。
参考文献
Factors contributing to the selection of dietary protein food sources
[J].DOI:10.1016/j.clnu.2017.11.017 [本文引用: 1]
中外传统发酵食品的比较
[J].DOI:10.3969/j.issn.1006-9577.2000.02.007 [本文引用: 1]
豆制品行业现状及其安全问题的思考
[J].DOI:10.3969/j.issn.1673-9078.2011.01.004 [本文引用: 1]
UASB/生物接触氧化工艺处理豆制品废水
[J].DOI:10.3321/j.issn:1000-4602.2007.18.015 [本文引用: 1]
采用ABR-MBR处理豆制品废水的工程实践
[J].DOI:10.11894/1005-829x.2015.35(11).089
Study on the treatment of soybean protein wastewater by a pilot-scale IC-A/O coupling reactor
[J].
Treatment of artificial soybean wastewater anaerobic effluent in a continuous aerobic-anaerobic coupled(CAAC) process with excess sludge reduction
[J].DOI:10.1016/j.biortech.2012.08.127 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}