


1 渗滤液来源与设计水量水质
福州市某垃圾焚烧厂共有三台型号为SLC300-4.1/400的垃圾焚烧锅炉,垃圾日处理量约为1 200 t。厂区内建有专门的污水处理站,将垃圾贮坑中产生的垃圾渗滤液、雨水、地面冲洗及车辆冲洗、生活污水汇集后进入污水站进行处理。
污水处理站设计水量为250 m3/d。出水经处理达到《污水综合排放标准》(GB 8978—1996)三级标准与《生活垃圾填埋场污染控制标准》(GB 16889—2008)排放限值后纳入市政污水管网集中处理。部分进出水水质设计值见表 1。
表1 污水处理站设计进水与出水水质要求
Table 1
| 项目 | COD/(mg·L-1) | BOD5/(mg·L-1) | NH3-N/(mg·L-1) | SS/(mg·L-1) | pH |
| 进水 | 60 000 | 20 000 | 3 000 | 400 | 6~9 |
| 出水 | 100 | 30 | 15 | 30 | 6~9 |
2 工艺流程及主要构筑物设计运行参数
2.1 工艺流程
由进水水质可知,该厂渗滤液属于含高浓度悬浮物、有机物与NH3-N的废水。首先考虑去除废水中的固体悬浮物,采用格栅机去除大于1 mm的固体颗粒后,并通过混凝沉淀去除水中的悬浮物。为防止高浓度有机物与NH3-N对生物脱氮工艺造成冲击与抑制,废水需经过厌氧工艺去除大部分的有机物,从而降低有机物含量。经厌氧处理后,废水再经由反硝化池、硝化池与超滤组成的MBR系统进行处理,通过生物脱氮的方式去除大部分的有机物、NH3-N与TN。而在MBR系统不能去除的难降解有机物、盐分、重金属等污染物,则利用RO进行深度处理,最终达标排放。因此工程采用“预处理/厌氧/外置式MBR/反渗透(RO)”组合工艺处理渗滤液及其他废水。图 1为垃圾渗滤液处理系统的工艺流程。
图1
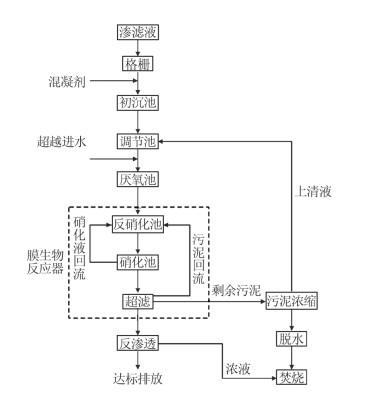
渗滤液首先经过格栅机去除大颗粒固体,在进入初沉池前投加氯化铁混凝剂,经初沉池除渣后,进入调节池均化水质水量,防止进水水质水量波动冲击后续生物系统。调节池出水分成两部分:一部分进入中温厌氧池水解酸化,降低渗滤液中有机物浓度并提高生化性,同时将有机氮水解成为NH3-N,厌氧产生的沼气经收集后进入火炬系统燃烧处理;另一部分超越进水直接进入MBR系统,目的是提供充足的反硝化碳源。MBR系统由反硝化池(A池)、硝化池(O池)与超滤所组成,废水经MBR系统去除大部分可降解有机物、NH3-N与TN;超滤起到二沉池泥水分离的作用,浓缩污泥一部分回流至MBR前端,剩余污泥经离心机脱水形成含水率为80%的泥饼进入垃圾炉焚烧,脱水上清液回流至调节池。超滤出水进入RO深度处理,截留废水中的难降解有机物及盐分,出水水质达标后排放至污水管网,RO浓液则回喷至焚烧炉。
2.2 主要构筑物设计运行参数
调节池。采用环氧砂浆防腐结构,尺寸为10 m×10 m×7 m,有效容积700 m3,设计停留时间为67.2 h,可有效均化进水水质水量。
厌氧池。采用环氧砂浆防腐结构,尺寸为8.5 m×8.5 m×12.5 m,有效容积903 m3。采用中温厌氧处理,温度在30~35 ℃,pH在6.5~7.3。为了有效降低有机物负荷,厌氧池污泥质量浓度保持在40~50 g/L。
反硝化池。采用混凝土防腐结构,尺寸为3.5 m×7.5 m×10 m,有效容积262.5 m3,设计停留时间25.2 h,pH为6.5~7.3,水温为30~35 ℃,溶解氧(DO)保持在0.2~0.5 mg/L,污泥质量浓度(MLSS)为8~12 g/L。
硝化池。采用混凝土防腐结构,尺寸为8.5 m×7.5 m×10 m,有效容积637.5 m3,设计停留时间61.2 h,pH为6.5~8.2,DO保持在1.0~3.0 mg/L,MLSS为8~12 g/L。
超滤。使用材质为聚偏氟乙烯(PVDF),运行压力0.45~0.51 MPa,循环流量220~260 m3/d,污泥回流流量150 m3/d。
RO。错流过滤,清液产率75%~80%。
3 工程运行效果
该工程自2010年投入运行以来长期运行稳定。图 2为运行30 d的部分监测数据。
图2
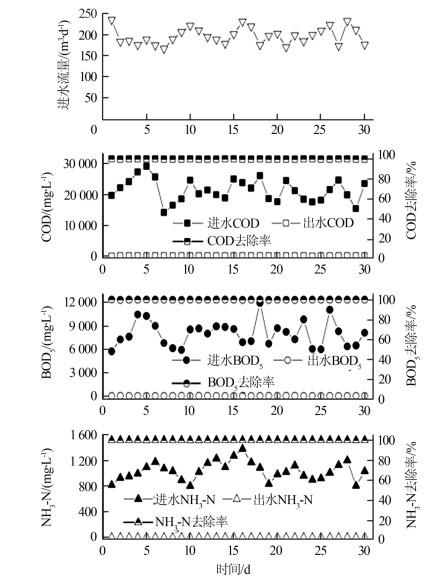
由图 2可知,工程进水水量为(196±19.3) m3/d,进水COD、BOD5、NH3-N分别为(21 230±3 576)、(7 983±1 591)、(1 037.9±141.9) mg/L;出水COD、BOD5、NH3-N分别为(47.7±18.5)、(14.6±6.1)、(0.70± 0.22) mg/L,系统平均去除率分别为99.77%、99.81%、99.93%。虽然进水污染物浓度很高且波动较大,但工程依然保持稳定良好的处理效果。
该厂渗滤液具有以下特点:
4 主要污染物的降解过程分析
为了研究主要污染物在“预处理/厌氧/外置式MBR/RO”工艺中的降解过程,分别在调节池(1#)、厌氧池(2#)、超滤(3#,即MBR系统出水)、RO(4#)中设置采样点,测定各取样点上清液中COD、BOD5、NH3-N,TN、NO3-N与NO2-N的浓度,分析处理工艺流程中除碳与脱氮过程。取样期间,进水流量为188 m3/d,其中进入厌氧池流量为63 m3/d,调节池超越进MBR系统的流量为125 m3/d。图 3显示了COD、BOD5与TN等主要污染物的降解过程。
图3
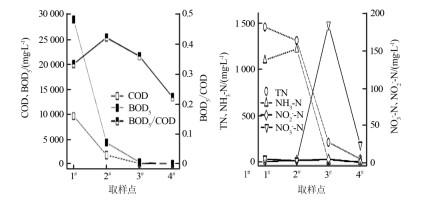
图3
主要污染物在工艺流程中的降解过程
Fig.3
Degradation process of primary pollutants in the process flow
在厌氧池中,COD与BOD5分别由28 968 mg/L与9 656 mg/L降至4 316 mg/L与1 523 mg/L,去除率分别为85.09%与84.23%,表明厌氧池可降解大部分的有机物;BOD5/COD从0.33升至0.42,说明厌氧提高了渗滤液的可生化性。TN由1 538 mg/L降至1 310 mg/L,去除率仅为14.8%,推测是厌氧菌降解有机物合成细胞所需的氮源。NH3-N从1 098 mg/L升高至1 219 mg/L,原因可能是原水中含有相当浓度的有机氮,在厌氧条件下水解生成NH3-N,导致NH3-N浓度变高;王涛等〔12〕采用IC-N/D-A3/O3工艺处理垃圾渗滤液时也发现了NH3-N升高的现象,渗滤液经IC厌氧反应器后,NH3--N由1 320 mg/L上升至1 460 mg/L。厌氧池NO2--N与NO3--N浓度较低,均在5 mg/L以下。
MBR系统进水有两部分组成,一部分是厌氧池出水,另一部分是调节池超越进水。根据分流水量及水质可计算出,MBR进水COD、BOD5、TN、NH3-N分别为20 750、6 945、1 462、1 138 mg/L;超滤出水COD、BOD5、TN、NH3-N分别为381、137、208、5.2 mg/L,各污染物去除率分别为98.2%、98.0%、85.8%、99.5%。在MBR系统中,COD、BOD5、NH3-N、TN均被高效去除。其中MBR进水COD/TN高达14.2,为生物脱氮提供充足的反硝化碳源,是MBR高效脱氮的关键因素之一。
超滤出水进入RO系统进一步去除污染物,最终出水COD、BOD5、TN、NH3-N分别为32.9、7.3、27.4、1.2 mg/L,满足污水处理站设计出水水质要求。
考虑到流量分流的影响,表 2总结了COD、BOD5、TN、NH3-N分别在各处理单元的脱除比例。
表2 各污染物在各处理单元的脱除比例
Table 2
| 工序 | COD | BOD5 | TN | NH3-N |
| 厌氧池 | 28.4% | 28.1% | 4.9% | -3.7% |
| MBR | 70.3% | 70.5% | 81.5% | 103.2% |
| RO | 1.2% | 1.3% | 11.7% | 0.4% |
| 总去除率 | 99.9% | 99.9% | 98.1% | 99.9% |
注:表中各污染物脱除比例均以进水浓度为计算基准,NH3-N在厌氧池浓度升高,因此去除率为负,且在MBR中脱除比例高于100%。
由表 2可知,COD与BOD5在厌氧池与MBR中的总去除率分别为98.7%与98.6%,说明COD与BOD5主要在厌氧池与MBR被去除。TN与NH3-N在MBR的去除率分别达到了81.5%与103.2%,说明TN与NH3-N去除主要发生在MBR系统中。
5 日常运行费用
药剂费,包括氯化铁、膜清洗剂、还原剂、阻垢剂、PAM等,平均30万元/a。
每年用电130万kW·h,电价0.65元/(kW·h),电费84.5万元。
设备维修费,包括膜更换费、日常维护及耗材更换费,共90万元/a。其中超滤膜5 a更换1次,每次费用25万元,每年费用5万元;反渗透膜2~3年更换1次,以2.5 a计,每次费用36万元,每年14.4万元。
每年的运行总费用约为204.5万元。若以每天平均进水水量196 m3计,则运行费用为28.6元/m3。
6 结论
在实际工程中采用“预处理/厌氧/外置式MBR/RO工艺”处理垃圾焚烧厂渗滤液,取得良好的处理效果,COD、BOD5与NH3-N的去除率均保持在99%以上,出水水质可稳定达到《生活垃圾填埋场污染控制标准》与《污水综合排放标准》等排放限值。污染物降解过程分析可知,COD与BOD5主要在厌氧池与MBR被去除,TN与NH3-N去除主要发生在MBR。研究结果明确了COD与NH3-N等主要污染物在工艺流程中的脱除过程,为垃圾焚烧厂渗滤液处理工程的提标改造提供技术参考。
参考文献
Copper leaching of MSWI bottom ash co-disposed with refuse: Effect of short-term accelerated weathering
[J].DOI:10.1016/j.wasman.2013.02.011 [本文引用: 1]
Use of incineration MSW ash: A review
[J].
厌氧+MBR+两级DTRO系统处理生活垃圾焚烧厂渗滤液的研究
[J].DOI:10.3969/j.issn.1673-1212.2020.01.020 [本文引用: 1]
Full-scale blending treatment of fresh MSWI leachate with municipal wastewater in a waste-water treatment plant
[J].DOI:10.1016/j.wasman.2014.06.019 [本文引用: 1]
UASB+MBR+NF处理焚烧垃圾渗滤液的设计及运行
[J].DOI:10.11894/1005-829x.2014.34(11).087 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}