页岩气压裂返排液电化学处理现场试验研究
罗臻 , 1 , 2 , 张晓飞 1 , 2 , 张华 1 , 2 , 王毅霖 1 , 2
1.石油石化污染物控制与处理国家重点实验室, 北京 102206
2.中国石油集团安全环保技术研究院有限公司, 北京 102206
Field test research on electrochemical treatment of shale gas fracturing flowback fluid
LUO Zhen , 1 , 2 , ZHANG Xiaofei 1 , 2 , ZHANG Hua 1 , 2 , WANG Yilin 1 , 2
1.State Key Laboratory of Petroleum Pollution Control, Beijing 102206, China
2.CNPC Research Institute of Safety and Environmental Technology, Beijing 102206, China
收稿日期: 2022-07-15
基金资助:
国家科技重大专项项目 . 2016ZX05040-003 中国石油天然气集团有限公司科技开发项目 . 2021DJ6604
摘要
页岩气压裂返排液盐度高、有机物含量丰富,在回用和外排前需进行深度处理。构建了2 m3 /h的电絮凝-电化学氧化集成工艺装置,在某页岩气开采平台开展了压裂返排液现场处理试验,该平台水质波动大。结果表明,在长周期运行过程中,经优化后的电絮凝-化学絮凝联用工艺可降低系统电耗和排泥量,电化学氧化深度降解COD符合一级反应动力学模型。当采用电絮凝电流35 A、电化学氧化电流60 A、停留时间均为10 min、辅助聚合氯化铝(PAC)投加量350 mg/L、Na2 CO3 投加量550 mg/L时,压裂返排液中悬浮物、硬度和COD均稳定达到100 mg/L以下,满足《页岩气储层改造 第3部分:压裂返排液回收和处理方法》(NB/T 14002.3—2015)的回用要求和后续外排脱盐处理需求。药剂投加量较常规化学絮凝法可降低70%以上,污泥产生量降低约30%,直接运行成本约28元/m3 。整套工艺具备良好的抗冲击能力,污染物去除效率高,成本较低,为油气开发中的压裂返排液处理工程建设提供了技术支撑。
关键词:
压裂返排液 回用 外排 电絮凝 电化学氧化
Abstract
The shale gas fracturing flowback fluid has high salinity and rich organic matter content,which requires advanced treatment before reuse and discharge. An integrated electrocoagulation-electrooxidation process unit of 2 m3 /h was constructed. The field treatment test of fracturing flowback fluid was carried out on a shale gas exploitation platform and the water quality of the platform fluctuated greatly. The results showed that the optimized electrocoagulation-coagulation combined process could reduce the power consumption and sludge discharge of the system in the process of long cycle operation,and the deep degradation of COD by electrochemical oxidation conformed to the first-order reaction kinetic model. Under the comdition of 35 A electrocoagulation current,60 A electrooxidation current,10 min residence time,350 mg/L PAC dosage and 550 mg/L Na2 CO3 dosage,SS,hardness and COD of the fracturing flowback fluid were stable to below 100 mg/L. It met the reuse requirements and subsequent desalination requirements of Shale Gas Reservoir Stimulation Part 3:Recycling and Disposal Methods of Fracturing Flowback Water(NB/T 14002.3—2015). Compared with the conventional chemical flocculation method,the dosage of chemicals could be reduced by more than 70%,the amount of sludge could be reduced by about 30%,and the direct operating cost was about 28 yuan/m3 . The entire process had good impact resistance,high pollutant removal efficiency and low cost,which provided technical support for the construction of fracturing flowback fluid treatment projects.
Keywords:
fracturing flowback fluid reuse discharge electrocoagulation electrooxidation
本文引用格式
罗臻, 张晓飞, 张华, 王毅霖. 页岩气压裂返排液电化学处理现场试验研究 . 工业水处理 [J], 2022, 42(10): 118-124 doi:10.19965/j.cnki.iwt.2021-1291
LUO Zhen. Field test research on electrochemical treatment of shale gas fracturing flowback fluid . Industrial Water Treatment
水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 。返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物。回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 。部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 。目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 。
电化学技术对悬浮物、有机物等处理效率高。电絮凝通过牺牲阳极形成络合物,利用压缩双电层、吸附架桥、集卷网捕等作用吸附污染物并将其从水体中分离;电化学氧化通过将污染物吸附到阳极并使其失去电子发生直接氧化,或者通过电解水生成羟基自由基等活性物质与污染物反应,实现对污染物的降解。其中,电絮凝技术对压裂返排液悬浮物和浊度的去除率可达99%〔9 〕 ,效果优于化学絮凝且产泥量更低〔10 〕 ;电化学氧化技术对二级出水的溶解性总有机碳去除率可达63.5%〔11 〕 。将电絮凝和电化学氧化联用能减轻模拟水中腐殖酸对超滤膜的污染〔12 〕 ,但因未广泛开展现场应用,缺乏对该联用技术适应性、长周期效果和经济性的评价。
西南地区是我国最大的页岩气产地,返排液返排量与性质变化大,地形复杂,运输成本高,需要经济有效、占地面积小、处理快速的压裂返排液处理工艺技术与装备。本研究采用电化学工艺对页岩气压裂返排液开展现场处理试验,通过参数优化长周期考察水质波动下悬浮物、硬度和有机物的去除率,探索稳定达到回用要求的最佳工艺条件,为实现压裂返排液快速资源化处理提供技术支撑。
1 试验方法
1.1 试验材料
本研究在川庆钻探某区块平台开展现场试验。储池主要存储周边压裂作业井的返排液、集气站气水分离器储水罐污水等,经沉降后用于周边井压裂液配制。池内污水不定期外输或由罐车拉水补水。
主要采用的化学药剂包括工业烧碱(NaOH)、工业纯碱(Na2 CO3 )、聚合氯化铝(PAC,质量分数28%)、聚丙烯酰胺(PAM,阳离子)、精制铁粉(粒径0.05 mm)。
1.2 试验装置
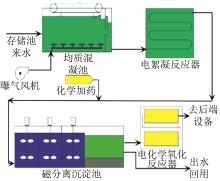
本研究采用的试验装置的处理规模为2 m3 /h,由均质混凝池、电絮凝反应器、磁分离沉淀池、电化学氧化反应器构成。电絮凝阴极和阳极均采用铁极板,电化学氧化采用涂覆活性涂层的钛基极板和钛极板分别作为阳极和阴极。工艺流程见图1 。
图1
图1
压裂返排液处理装置工艺流程
Fig. 1
Process flow of fracturing flowback water treatment device
如图1 所示,压裂返排液首先在均质混凝池曝气实现均质化,之后进入电絮凝反应器进行脱稳处理,再进入磁分离沉淀池,投加PAC、Na2 CO3 、pH调节剂以及PAM、铁粉实现固液分离和硬度去除,出水可直接回用。为进一步满足外排脱盐处理设施对进水有机物的要求,磁分离沉淀池出水进入电化学氧化反应器进行深度处理,处理后的出水进入后端脱盐装置。
1.3 分析方法
pH、电导率采用美国哈希HQ40D水质多参数仪测定;浊度采用美国哈希2100Q便携式浊度仪测定;COD采用美国哈希DR2800分光光度计测定;硬度采用快速测试盒测定;氯化物采用美国戴安ICS2100离子色谱仪测定;悬浮物依照《水质 悬浮物的测定 重量法》(GB 11901—1989)测定;石油类依照《水质 石油类和动植物油类的测定 红外分光光度法》(HJ 637—2018)采用OIL420红外测油仪测定;TOC依照《水质 总有机碳的测定 燃烧氧化—非分散红外吸收法》(HJ 501—2009)采用德国耶拿multi N/C 2100测定;运动黏度依照《黏度测量方法》(GB/T 10247—2008)采用NCY-6自动黏度测定仪测定;腐生菌、硫酸盐还原菌、铁细菌依照《油田注入水细菌分析方法 绝迹稀释法》(SY/T 0532—2012)测定。
2 结果与讨论
2.1 水质分析
由表1 可见,现场水质波动大,COD较高,悬浮物和硬度离子最高质量浓度可达1 000 mg/L以上,有易结垢趋势,影响回用配液性能。压裂返排液还具有一定黏度,不利于污染物去除,需要先进行脱稳处理。电导率>6 mS/cm,适合采用电化学处理。石油类和细菌含量不高,不易造成电化学反应器的污染。
根据《页岩气储层改造 第3部分:压裂返排液回收和处理方法》(NB/T 14002.3—2015)中总硬度≤800 mg/L、悬浮物≤1 000 mg/L,以及外排脱盐处理对膜蒸馏进水(硬度≤100 mg/L、COD≤300 mg/L)和反渗透膜单元进水(硬度≤250 mg/L、COD≤100 mg/L)的要求〔13 〕 ,明确设定各单元功能和出水指标,具体见表2 。根据设定,本研究针对电化学单元的运行参数进行了优化性实验。
2.2 絮凝除浊除硬效率分析
为去除影响压裂返排液回用的硬度和悬浮物,减少化学药剂的添加,同时控制电耗,本研究对化学絮凝和电絮凝进行了效率对比,并对电絮凝-化学絮凝联用技术开展效果优化试验,选取最佳组合方式。试验期间,均质池出水悬浮物为411~500 mg/L,硬度为1 000~1 360 mg/L。
2.2.1 化学絮凝处理效果
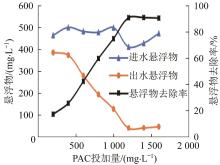
PAC可有效降低出水悬浮物含量,PAC投加量对压裂返排液中悬浮物去除效果的影响见图2 。
图2
图2
悬浮物去除率随絮凝剂投加量变化情况
Fig. 2
Changes of SS removal rate with flocculant dosage
由图2 可知,在PAC投加量约为1 200 mg/L时,悬浮物去除率可达90%以上;继续增加PAC投加量,悬浮物去除率无明显变化。此外,絮凝出水除夹带少量细小絮体外,水质较为澄清,浊度约为3.6~9.8 NTU。但由于PAC产生的铝盐絮体较为蓬松且沉降速度较慢,在1 200 mg/L的投加剂量下,沉降30 min后,絮体体积约为已处理水体的10%左右,污泥产生量较大,后续处理成本增加。
2.2.2 电絮凝处理效果
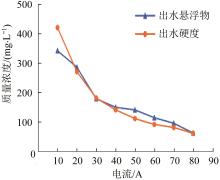
采用恒流模式,通过调节电流控制电絮凝过程中极板溶解速度和活性铁离子产生量。为保证除硬效果,在磁分离沉淀池投加700 mg/L Na2 CO3 。考察不同电流条件下电絮凝对悬浮物和硬度的去除效果,停留时间均为10 min,结果见图3 。
图3
图3
不同电流下出水悬浮物和硬度情况
Fig. 3
SS and hardness under different current
由图3 可知,在电流达到70 A左右的条件下,出水中悬浮物和硬度离子的质量浓度均降至100 mg/L以下。在此电流下,电极溶解速度较快,水中由铁离子形成的絮体较多。虽然铁离子形成的絮体较铝盐絮体更致密、沉降性能较好,但沉降30 min后絮体体积仍约为已处理水体的5%~6%。此外,铁絮体脆弱,易在搅拌过程中被打碎,导致出水中夹带细小絮体,悬浮物和硬度离子含量出现一定幅度上升。
2.2.3 电絮凝-化学絮凝联用处理效果
在保证絮体沉降性能的基础上,为提高絮凝稳定性,并降低电流强度,本研究采用电絮凝-化学絮凝联合技术处理压裂返排液。在电絮凝反应后的磁分离沉淀池中投加PAC和Na2 CO3 ,电絮凝停留时间为10 min,Na2 CO3 投加量为700 mg/L。在不同电流和PAC投加量条件下,考察悬浮物和硬度离子的去除效果,结果见表3 。
在电流为30 A、PAC投加量为600 mg/L时,出水悬浮物和硬度仍大于100 mg/L;在电流分别为40 A和50 A、PAC投加量为300 mg/L时,出水悬浮物和硬度离子质量浓度均可降至100 mg/L以下,且两电流下的出水水质差别不明显。在PAC辅助电絮凝的条件下,30~40 A应为该压裂返排液联合脱稳分离的临界电絮凝电流,在此范围内提高电流,水体的稳定状态被破坏,可实现电场强化脱稳。同时悬浮物、胶体物质和带电粒子可与Fe2+ 、Al3+ 形成的氢氧化物多聚物迅速发生压缩双电层、吸附架桥、沉淀网捕等效应,产生絮凝沉淀和吸附效果,悬浮物和硬度去除效率明显提高。与单独技术相比,达到相同出水效果时,电絮凝-化学絮凝联用技术的电流由70 A降至40 A,电耗降低;PAC投加量由1 200 mg/L降至300 mg/L,且泥量减少到已处理水体的6%~7%,较单独化学絮凝降低了约30%。
2.3 电化学氧化处理效果分析
为解决影响后续外排和减量技术的有机物污染问题,对电化学氧化去除有机物的影响因素进行分析,并筛选最佳控制参数。试验期间,均质池出水COD为553~837 mg/L。在电絮凝电流为35 A、运行时间为10 min、PAC投加量为300 mg/L条件下,磁分离沉淀池出水COD为268~420 mg/L,去除率达50%~60%。电化学氧化反应器进水为磁分离沉淀池出水。
2.3.1 pH影响
在电流为70 A、停留时间为12 min条件下,利用NaOH调节进水pH,考察不同进水pH下COD的去除率,结果见表4 。
由表4 可知,随pH升高,COD去除率呈上升趋势;当pH高于9.0时,COD去除率升至70%以上,出水COD达到104 mg/L以下。电化学氧化前端絮凝过程中产生过量的铁铝离子,在碱性条件下可进一步去除氧化过程中新生成的悬浮物,降低非溶解性COD;碱性溶液中OH- 比水更易失电子形成·OH;压裂返排液中含有大量Cl- ,有研究〔14 〕 表明,在弱碱性条件下,Cl- 会发生Cl- →Cl2 →ClO- →Cl- 循环,即电解生成的Cl2 溶于水生成具有氧化性的ClO- ,避免了Cl2 的逸散,提高了Cl- 利用效率。但过高的pH会造成极板结垢,导致氧化效率降低。因此,在保证出水COD达标的情况下,较优反应pH选择9.0~10.0。
2.3.2 电流与停留时间影响
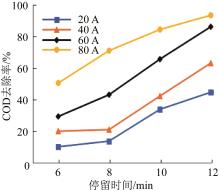
在pH=9.5条件下,设计电流分别为20、40、60、80 A,停留时间分别为6、8、10、12 min的16组实验,分析电流、停留时间与COD去除率三者的关系。
利用一级反应速率方程〔式(1)〕考察不同电流条件下COD的去除率,拟合数据见表5 。
l n ( C 0 C t ) = k t (1)
式中:Ct ——t (min)时刻的COD,mg/L;
由表5 可见,4组电流的一级动力学方程的R 2 均达到0.85以上,表明各电流对COD的去除均符合一级反应速率方程;速率常数k 随电流提高而上升,表明COD降解速率增快,80 A时k 最大;k 在60 A时提高最快,与40 A时的差值达到0.281。电流增大会导致电势升高,阳极反应过程中分子从常态转变为易发生化学反应的活跃状态所需要的能量降低,阳极氧化速率加快,从而提高了COD去除率〔15 〕 。其中60 A为COD去除速率提高的折点。
图4
图4
不同电流下COD去除率与停留时间的关系
Fig. 4
The relationship between COD removal rate and residence time under different current
由图4 可知,当工作电流≤60 A,停留时间<8 min时电解产生·OH和H2 O2 的速率偏小,溶液中·OH和H2 O2 的含量较少,仅能将大分子有机物分解为小分子却无法碳化,所以COD去除速率偏低;但COD去除速率随停留时间的延长而提高,并在8~10 min时实现了COD的大幅去除〔16 〕 。当工作电流=80 A时,COD去除速率在停留时间>8 min后开始减缓,从电流条件分析,电流越大,电极副反应加快,剧烈的析氧副反应导致电极表面产生大量气泡,影响传质效果,COD去除速率放缓;大电流下温度也会升高,无效电耗过高。而小电流因无法迅速将有机物碳化,反应后期产生的·OH部分用于氧化反应的中间产物〔16 〕 ,导致20 A电流下反应后期(10~12 min) COD去除速率放缓。对工作电流≤60 A的条件,可通过延长停留时间显著提高COD去除率;而工作电流>60 A的条件可更快地实现较高的COD去除率,停留时间对COD去除率影响较小。对于折点电流60 A,停留时间为8~10 min时COD去除速率最大,最佳停留时间选取8~10 min。
综上,当电流在60~80 A、停留时间在8~10 min时,COD去除效果最佳。为了控制成本,还需优选满足COD出水目标且能耗最低的参数组合。由于电流和停留时间都对能耗有影响,选取各电流下出水COD达到100 mg/L最短停留时间的条件进行能耗比较,结果见表6 。
由表6 可见,出水COD达到100 mg/L以下时,80 A条件下用时最短,但单位能耗最高;40 A条件下单位能耗最低,但停留时间较长,建设成本和装置占地面积增加。因此,优选60 A、10 min作为电化学氧化的最佳处理条件。
2.4 长周期运行效果及成本
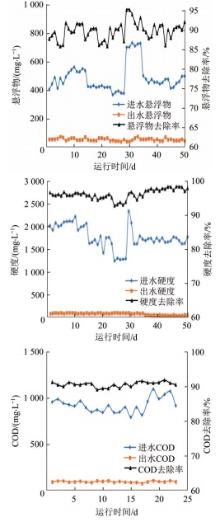
本套装置以2 m3 /h处理量运行50余天,进水中悬浮物质量浓度为363~729 mg/L,硬度为1 230~2 330 mg/L,COD为785~1 089 mg/L。全流程采用电絮凝与电化学氧化串联,运行参数:电絮凝电流为35 A,电氧化电流为60 A,停留时间均为10 min;磁分离沉淀池pH=9.5,PAC投加量为350 mg/L,Na2 CO3 投加量为550 mg/L,磁场强度为0.5 T,精制铁粉投加量为150 mg/L,并通过磁粉回收装置对磁粉进行回收处理。装置运行期间悬浮物、硬度、COD的去除效果见图5 。
图5
图5
长周期运行效果
Fig. 5
Long-term operation effect
由图5 可见,整套工艺对水质波动具有良好的适应能力,悬浮物去除率为85%~95%,出水悬浮物质量浓度可达70 mg/L以下;硬度去除率为92%~98%,出水硬度可达90 mg/L以下,满足回用要求;COD去除率为88%~92%,出水COD可达100 mg/L以下,满足后续脱盐外排处理需求。
对装置长周期运行的成本进行计算,主要包括药剂费、电费、电絮凝极板消耗费等,具体结果见表7 。
由表7 可见,本套装置电耗及药剂总成本为3.73元/m3 。按照年处理量6 000 m3 、设备运维2人且年薪7.2万元计算,人工成本为24元/m3 ,直接处理成本合计27.73元/m3 。设备投资120万,5年折旧,检测维修费按投资3%计算,设备折旧及检测维修费为46元/m3 ,综合处理成本合计73.73元/m3 。
对比国外已商业应用的电化学法处理压裂返排液成套装置成本,OriginOil的EWS Petro系统直接处理成本为0.012 5美元/加仑(折合人民币23元/m3 ),哈里伯顿CleanWave移动水处理设施综合处理成本为0.04美元/加仑(折合人民币73元/m3 )〔17 〕 ;Woodford页岩气田的压裂返排液采用了Ecosphere设施处理,处理规模为400 t/d,水完全处理成本(处理、运输和处置)在3.5~15美元/m3 (折合人民币25~90元/m3 )。可见从运行成本到综合处理成本,本套工艺的成本与国外工艺基本相当,后续扩大处理规模后,成本可进一步下降。
3 结论
(1)电絮凝经投加少量化学药剂PAC,实现了压缩双电层、电场强化脱稳等的协同作用,提高了絮体沉降性,更易发生吸附和凝聚分离,药剂消耗量降低了70%,污泥产量减少30%。
(2)电化学氧化去除COD时,当电流低于60 A时,电流强度与反应时间均为关键影响因素,延长反应时间,可有效提升有机物降解率;但当电流高于60 A时,反应时间对有机物降解率的促进效果不显著。电流选择60 A能避免过多副反应的发生,在保证有机物高效矿化的同时,还可降低能耗。
(3)页岩气压裂返排液水质波动大,电絮凝-电化学氧化联合处理工艺具备良好的抗冲击能力,悬浮物、硬度和COD均能稳定达到100 mg/L以下,满足回用和后续脱盐装置需求;直接处理成本控制在28元/m3 以下,与国外商业应用技术相当,并可通过扩大规模进一步降低成本。
参考文献
View Option
[1]
HARDEN R W Northern Trinity/Woodbine GAM assessment of groundwater use in the northern Trinity aquifer due to urban growth and Barnett shale development
[R]. Austin :Texas Water Development Board ,2007 .
[本文引用: 1]
[4]
AKOB D M MUMFORD A C OREM W et al Wastewater disposal from unconventional oil and gas development degrades stream quality at a west Virginia injection facility
[J]. Environmental Science & Technology ,2016 ,50 (11 ):5517 -5525 . doi:10.1021/acs.est.6b00428
[本文引用: 1]
[5]
MAUTER M S ALVAREZ P J J BURTON A et al Regional variation in water-related impacts of shale gas development and implications for emerging international plays
[J]. Environmental Science & Technology ,2014 ,48 (15 ):8298 -8306 . doi:10.1021/es405432k
[本文引用: 1]
[6]
CHO H CHOI Y LEE S Effect of pretreatment and operating conditions on the performance of membrane distillation for the treatment of shale gas wastewater
[J]. Desalination ,2018 ,437 :195 -209 . doi:10.1016/j.desal.2018.03.009
[本文引用: 1]
[7]
MENG Suwan YE Yun MANSOURI J et al Fouling and crystallisation behaviour of superhydrophobic nano-composite PVDF membranes in direct contact membrane distillation
[J]. Journal of Membrane Science ,2014 ,463 :102 -112 . doi:10.1016/j.memsci.2014.03.027
[本文引用: 1]
[8]
苏春雷 高通量/抗结垢纳米纤维膜的制备及其膜蒸馏脱盐性能研究
[D]. 北京 :中国科学院大学 ,2020 .
[本文引用: 1]
SU Chunlei Nanofibrous membranes with high flux and scaling-resistance for membrane distillation:Fabrication and desalination performances
[D]. Beijing :Chinese Academy of Sciences ,2020 .
[本文引用: 1]
[9]
LOBO F L WANG Heming HUGGINS T et al Low-energy hydraulic fracturing wastewater treatment via AC powered electrocoagulation with biochar
[J]. Journal of Hazardous Materials ,2016 ,309 :180 -184 . doi:10.1016/j.jhazmat.2016.02.020
[本文引用: 1]
[11]
许涛 电催化氧化预处理技术对超滤膜污染的影响研究
[D]. 沈阳 :沈阳工业大学 ,2019 .
[本文引用: 1]
XU Tao Effect of electrocatalytic oxidation pretreatment technology on ultrafiltration membrane fouling
[D]. Shenyang :Shenyang University of Technology ,2019 .
[本文引用: 1]
[13]
[本文引用: 1]
XIONG Ying SONG Bin TANG Yongfan et al Treatment technology of shale gas fracturing flowback fluids based on multi-stage reverse osmosis process
[J]. Science Technology and Engineering ,2021 ,21 (18 ):7814 -7819 . doi:10.3969/j.issn.1671-1815.2021.18.058
[本文引用: 1]
[16]
孟宣宇 页岩气开发压裂返排液水质特征及其处理技术研究
[D]. 北京 :中国石油大学(北京) ,2017 .
[本文引用: 2]
MENG Xuanyu Study on water quality characteristics and treatment technology of fracturing fluid flowback in shale gas development
[D]. Beijing :China University of Petroleum(Beijing) ,2017 .
[本文引用: 2]
[17]
ORIGINOIL Electro water separation as applied to the oil & gas industry
[R]. Los Angeles :www.Originoil.com ,2014 . doi:10.1016/s1359-6128(15)70005-4
[本文引用: 1]
Northern Trinity/Woodbine GAM assessment of groundwater use in the northern Trinity aquifer due to urban growth and Barnett shale development
1
2007
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
新型压裂技术在页岩气开发中的应用
1
2012
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
新型压裂技术在页岩气开发中的应用
1
2012
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
大规模增产作业中液体的回用技术探讨
1
2014
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
大规模增产作业中液体的回用技术探讨
1
2014
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
Wastewater disposal from unconventional oil and gas development degrades stream quality at a west Virginia injection facility
1
2016
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
Regional variation in water-related impacts of shale gas development and implications for emerging international plays
1
2014
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
Effect of pretreatment and operating conditions on the performance of membrane distillation for the treatment of shale gas wastewater
1
2018
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
Fouling and crystallisation behaviour of superhydrophobic nano-composite PVDF membranes in direct contact membrane distillation
1
2014
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
高通量/抗结垢纳米纤维膜的制备及其膜蒸馏脱盐性能研究
1
2020
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
高通量/抗结垢纳米纤维膜的制备及其膜蒸馏脱盐性能研究
1
2020
... 水力压裂是国内外页岩气开采常用的增产技术,单井压裂注入液量约为1万m3 ,返排液占注入液量的60%~80%〔1 〕 .返排液中总溶解固体质量浓度往往超过10×104 mg/L〔2 〕 ,并伴随较高浓度的金属离子和有机物.回用是压裂返排液的主要处置方式,但硬度离子影响滑溜水降阻性能,且硬度离子和悬浮物都对储层伤害较大〔3 〕 .部分页岩气开采区返排液回用量受限,回注转运成本高且处理不达标会污染地下水〔4 〕 ,因此剩余压裂返排液的减量、外排处理成为趋势〔5 〕 .目前,超滤-反渗透、膜蒸馏等脱盐减量技术已在页岩气压裂液的净化处理中得到了应用研究〔6 〕 ,但二价阳离子、有机物造成的膜污染始终是其稳定应用的主要瓶颈〔7 〕 ,并影响膜通量〔8 〕 . ...
Low-energy hydraulic fracturing wastewater treatment via AC powered electrocoagulation with biochar
1
2016
... 电化学技术对悬浮物、有机物等处理效率高.电絮凝通过牺牲阳极形成络合物,利用压缩双电层、吸附架桥、集卷网捕等作用吸附污染物并将其从水体中分离;电化学氧化通过将污染物吸附到阳极并使其失去电子发生直接氧化,或者通过电解水生成羟基自由基等活性物质与污染物反应,实现对污染物的降解.其中,电絮凝技术对压裂返排液悬浮物和浊度的去除率可达99%〔9 〕 ,效果优于化学絮凝且产泥量更低〔10 〕 ;电化学氧化技术对二级出水的溶解性总有机碳去除率可达63.5%〔11 〕 .将电絮凝和电化学氧化联用能减轻模拟水中腐殖酸对超滤膜的污染〔12 〕 ,但因未广泛开展现场应用,缺乏对该联用技术适应性、长周期效果和经济性的评价. ...
页岩气压裂返排液电絮凝处理技术研究
1
2017
... 电化学技术对悬浮物、有机物等处理效率高.电絮凝通过牺牲阳极形成络合物,利用压缩双电层、吸附架桥、集卷网捕等作用吸附污染物并将其从水体中分离;电化学氧化通过将污染物吸附到阳极并使其失去电子发生直接氧化,或者通过电解水生成羟基自由基等活性物质与污染物反应,实现对污染物的降解.其中,电絮凝技术对压裂返排液悬浮物和浊度的去除率可达99%〔9 〕 ,效果优于化学絮凝且产泥量更低〔10 〕 ;电化学氧化技术对二级出水的溶解性总有机碳去除率可达63.5%〔11 〕 .将电絮凝和电化学氧化联用能减轻模拟水中腐殖酸对超滤膜的污染〔12 〕 ,但因未广泛开展现场应用,缺乏对该联用技术适应性、长周期效果和经济性的评价. ...
页岩气压裂返排液电絮凝处理技术研究
1
2017
... 电化学技术对悬浮物、有机物等处理效率高.电絮凝通过牺牲阳极形成络合物,利用压缩双电层、吸附架桥、集卷网捕等作用吸附污染物并将其从水体中分离;电化学氧化通过将污染物吸附到阳极并使其失去电子发生直接氧化,或者通过电解水生成羟基自由基等活性物质与污染物反应,实现对污染物的降解.其中,电絮凝技术对压裂返排液悬浮物和浊度的去除率可达99%〔9 〕 ,效果优于化学絮凝且产泥量更低〔10 〕 ;电化学氧化技术对二级出水的溶解性总有机碳去除率可达63.5%〔11 〕 .将电絮凝和电化学氧化联用能减轻模拟水中腐殖酸对超滤膜的污染〔12 〕 ,但因未广泛开展现场应用,缺乏对该联用技术适应性、长周期效果和经济性的评价. ...
电催化氧化预处理技术对超滤膜污染的影响研究
1
2019
... 电化学技术对悬浮物、有机物等处理效率高.电絮凝通过牺牲阳极形成络合物,利用压缩双电层、吸附架桥、集卷网捕等作用吸附污染物并将其从水体中分离;电化学氧化通过将污染物吸附到阳极并使其失去电子发生直接氧化,或者通过电解水生成羟基自由基等活性物质与污染物反应,实现对污染物的降解.其中,电絮凝技术对压裂返排液悬浮物和浊度的去除率可达99%〔9 〕 ,效果优于化学絮凝且产泥量更低〔10 〕 ;电化学氧化技术对二级出水的溶解性总有机碳去除率可达63.5%〔11 〕 .将电絮凝和电化学氧化联用能减轻模拟水中腐殖酸对超滤膜的污染〔12 〕 ,但因未广泛开展现场应用,缺乏对该联用技术适应性、长周期效果和经济性的评价. ...
电催化氧化预处理技术对超滤膜污染的影响研究
1
2019
... 电化学技术对悬浮物、有机物等处理效率高.电絮凝通过牺牲阳极形成络合物,利用压缩双电层、吸附架桥、集卷网捕等作用吸附污染物并将其从水体中分离;电化学氧化通过将污染物吸附到阳极并使其失去电子发生直接氧化,或者通过电解水生成羟基自由基等活性物质与污染物反应,实现对污染物的降解.其中,电絮凝技术对压裂返排液悬浮物和浊度的去除率可达99%〔9 〕 ,效果优于化学絮凝且产泥量更低〔10 〕 ;电化学氧化技术对二级出水的溶解性总有机碳去除率可达63.5%〔11 〕 .将电絮凝和电化学氧化联用能减轻模拟水中腐殖酸对超滤膜的污染〔12 〕 ,但因未广泛开展现场应用,缺乏对该联用技术适应性、长周期效果和经济性的评价. ...
脉冲电絮凝-电催化氧化对减轻膜污染的影响
1
2020
... 电化学技术对悬浮物、有机物等处理效率高.电絮凝通过牺牲阳极形成络合物,利用压缩双电层、吸附架桥、集卷网捕等作用吸附污染物并将其从水体中分离;电化学氧化通过将污染物吸附到阳极并使其失去电子发生直接氧化,或者通过电解水生成羟基自由基等活性物质与污染物反应,实现对污染物的降解.其中,电絮凝技术对压裂返排液悬浮物和浊度的去除率可达99%〔9 〕 ,效果优于化学絮凝且产泥量更低〔10 〕 ;电化学氧化技术对二级出水的溶解性总有机碳去除率可达63.5%〔11 〕 .将电絮凝和电化学氧化联用能减轻模拟水中腐殖酸对超滤膜的污染〔12 〕 ,但因未广泛开展现场应用,缺乏对该联用技术适应性、长周期效果和经济性的评价. ...
脉冲电絮凝-电催化氧化对减轻膜污染的影响
1
2020
... 电化学技术对悬浮物、有机物等处理效率高.电絮凝通过牺牲阳极形成络合物,利用压缩双电层、吸附架桥、集卷网捕等作用吸附污染物并将其从水体中分离;电化学氧化通过将污染物吸附到阳极并使其失去电子发生直接氧化,或者通过电解水生成羟基自由基等活性物质与污染物反应,实现对污染物的降解.其中,电絮凝技术对压裂返排液悬浮物和浊度的去除率可达99%〔9 〕 ,效果优于化学絮凝且产泥量更低〔10 〕 ;电化学氧化技术对二级出水的溶解性总有机碳去除率可达63.5%〔11 〕 .将电絮凝和电化学氧化联用能减轻模拟水中腐殖酸对超滤膜的污染〔12 〕 ,但因未广泛开展现场应用,缺乏对该联用技术适应性、长周期效果和经济性的评价. ...
基于多级反渗透的页岩气压裂返排液处理技术
1
2021
... 根据《页岩气储层改造 第3部分:压裂返排液回收和处理方法》(NB/T 14002.3—2015)中总硬度≤800 mg/L、悬浮物≤1 000 mg/L,以及外排脱盐处理对膜蒸馏进水(硬度≤100 mg/L、COD≤300 mg/L)和反渗透膜单元进水(硬度≤250 mg/L、COD≤100 mg/L)的要求〔13 〕 ,明确设定各单元功能和出水指标,具体见表2 .根据设定,本研究针对电化学单元的运行参数进行了优化性实验. ...
基于多级反渗透的页岩气压裂返排液处理技术
1
2021
... 根据《页岩气储层改造 第3部分:压裂返排液回收和处理方法》(NB/T 14002.3—2015)中总硬度≤800 mg/L、悬浮物≤1 000 mg/L,以及外排脱盐处理对膜蒸馏进水(硬度≤100 mg/L、COD≤300 mg/L)和反渗透膜单元进水(硬度≤250 mg/L、COD≤100 mg/L)的要求〔13 〕 ,明确设定各单元功能和出水指标,具体见表2 .根据设定,本研究针对电化学单元的运行参数进行了优化性实验. ...
pH值对氨氮电化学氧化产物与氧化途径的影响
1
2008
... 由表4 可知,随pH升高,COD去除率呈上升趋势;当pH高于9.0时,COD去除率升至70%以上,出水COD达到104 mg/L以下.电化学氧化前端絮凝过程中产生过量的铁铝离子,在碱性条件下可进一步去除氧化过程中新生成的悬浮物,降低非溶解性COD;碱性溶液中OH- 比水更易失电子形成·OH;压裂返排液中含有大量Cl- ,有研究〔14 〕 表明,在弱碱性条件下,Cl- 会发生Cl- →Cl2 →ClO- →Cl- 循环,即电解生成的Cl2 溶于水生成具有氧化性的ClO- ,避免了Cl2 的逸散,提高了Cl- 利用效率.但过高的pH会造成极板结垢,导致氧化效率降低.因此,在保证出水COD达标的情况下,较优反应pH选择9.0~10.0. ...
pH值对氨氮电化学氧化产物与氧化途径的影响
1
2008
... 由表4 可知,随pH升高,COD去除率呈上升趋势;当pH高于9.0时,COD去除率升至70%以上,出水COD达到104 mg/L以下.电化学氧化前端絮凝过程中产生过量的铁铝离子,在碱性条件下可进一步去除氧化过程中新生成的悬浮物,降低非溶解性COD;碱性溶液中OH- 比水更易失电子形成·OH;压裂返排液中含有大量Cl- ,有研究〔14 〕 表明,在弱碱性条件下,Cl- 会发生Cl- →Cl2 →ClO- →Cl- 循环,即电解生成的Cl2 溶于水生成具有氧化性的ClO- ,避免了Cl2 的逸散,提高了Cl- 利用效率.但过高的pH会造成极板结垢,导致氧化效率降低.因此,在保证出水COD达标的情况下,较优反应pH选择9.0~10.0. ...
电催化氧化法用于制药废水预处理与深度处理的实验研究
1
2013
... 由表5 可见,4组电流的一级动力学方程的R 2 均达到0.85以上,表明各电流对COD的去除均符合一级反应速率方程;速率常数k 随电流提高而上升,表明COD降解速率增快,80 A时k 最大;k 在60 A时提高最快,与40 A时的差值达到0.281.电流增大会导致电势升高,阳极反应过程中分子从常态转变为易发生化学反应的活跃状态所需要的能量降低,阳极氧化速率加快,从而提高了COD去除率〔15 〕 .其中60 A为COD去除速率提高的折点. ...
电催化氧化法用于制药废水预处理与深度处理的实验研究
1
2013
... 由表5 可见,4组电流的一级动力学方程的R 2 均达到0.85以上,表明各电流对COD的去除均符合一级反应速率方程;速率常数k 随电流提高而上升,表明COD降解速率增快,80 A时k 最大;k 在60 A时提高最快,与40 A时的差值达到0.281.电流增大会导致电势升高,阳极反应过程中分子从常态转变为易发生化学反应的活跃状态所需要的能量降低,阳极氧化速率加快,从而提高了COD去除率〔15 〕 .其中60 A为COD去除速率提高的折点. ...
页岩气开发压裂返排液水质特征及其处理技术研究
2
2017
... 由图4 可知,当工作电流≤60 A,停留时间<8 min时电解产生·OH和H2 O2 的速率偏小,溶液中·OH和H2 O2 的含量较少,仅能将大分子有机物分解为小分子却无法碳化,所以COD去除速率偏低;但COD去除速率随停留时间的延长而提高,并在8~10 min时实现了COD的大幅去除〔16 〕 .当工作电流=80 A时,COD去除速率在停留时间>8 min后开始减缓,从电流条件分析,电流越大,电极副反应加快,剧烈的析氧副反应导致电极表面产生大量气泡,影响传质效果,COD去除速率放缓;大电流下温度也会升高,无效电耗过高.而小电流因无法迅速将有机物碳化,反应后期产生的·OH部分用于氧化反应的中间产物〔16 〕 ,导致20 A电流下反应后期(10~12 min) COD去除速率放缓.对工作电流≤60 A的条件,可通过延长停留时间显著提高COD去除率;而工作电流>60 A的条件可更快地实现较高的COD去除率,停留时间对COD去除率影响较小.对于折点电流60 A,停留时间为8~10 min时COD去除速率最大,最佳停留时间选取8~10 min. ...
... 〔16 〕,导致20 A电流下反应后期(10~12 min) COD去除速率放缓.对工作电流≤60 A的条件,可通过延长停留时间显著提高COD去除率;而工作电流>60 A的条件可更快地实现较高的COD去除率,停留时间对COD去除率影响较小.对于折点电流60 A,停留时间为8~10 min时COD去除速率最大,最佳停留时间选取8~10 min. ...
页岩气开发压裂返排液水质特征及其处理技术研究
2
2017
... 由图4 可知,当工作电流≤60 A,停留时间<8 min时电解产生·OH和H2 O2 的速率偏小,溶液中·OH和H2 O2 的含量较少,仅能将大分子有机物分解为小分子却无法碳化,所以COD去除速率偏低;但COD去除速率随停留时间的延长而提高,并在8~10 min时实现了COD的大幅去除〔16 〕 .当工作电流=80 A时,COD去除速率在停留时间>8 min后开始减缓,从电流条件分析,电流越大,电极副反应加快,剧烈的析氧副反应导致电极表面产生大量气泡,影响传质效果,COD去除速率放缓;大电流下温度也会升高,无效电耗过高.而小电流因无法迅速将有机物碳化,反应后期产生的·OH部分用于氧化反应的中间产物〔16 〕 ,导致20 A电流下反应后期(10~12 min) COD去除速率放缓.对工作电流≤60 A的条件,可通过延长停留时间显著提高COD去除率;而工作电流>60 A的条件可更快地实现较高的COD去除率,停留时间对COD去除率影响较小.对于折点电流60 A,停留时间为8~10 min时COD去除速率最大,最佳停留时间选取8~10 min. ...
... 〔16 〕,导致20 A电流下反应后期(10~12 min) COD去除速率放缓.对工作电流≤60 A的条件,可通过延长停留时间显著提高COD去除率;而工作电流>60 A的条件可更快地实现较高的COD去除率,停留时间对COD去除率影响较小.对于折点电流60 A,停留时间为8~10 min时COD去除速率最大,最佳停留时间选取8~10 min. ...
Electro water separation as applied to the oil & gas industry
1
2014
... 对比国外已商业应用的电化学法处理压裂返排液成套装置成本,OriginOil的EWS Petro系统直接处理成本为0.012 5美元/加仑(折合人民币23元/m3 ),哈里伯顿CleanWave移动水处理设施综合处理成本为0.04美元/加仑(折合人民币73元/m3 )〔17 〕 ;Woodford页岩气田的压裂返排液采用了Ecosphere设施处理,处理规模为400 t/d,水完全处理成本(处理、运输和处置)在3.5~15美元/m3 (折合人民币25~90元/m3 ).可见从运行成本到综合处理成本,本套工艺的成本与国外工艺基本相当,后续扩大处理规模后,成本可进一步下降. ...





 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}