


近年来,新疆玛湖油田为新疆地区实现开采5 000万t油气的生产目标提供了有力保障和支撑。油田开采过程中,压裂技术起到了关键作用,而大量压裂返排液的处理和再利用成为油田公司面临的新问题。尽管部分压裂返排液可以实现压裂液复配和稀油注水,但是目前仍有部分压裂返排液需要处理后外排。根据玛湖油田规划,2030年之前,除去用于复配及回注的压裂返排液,仍富余3 200~7 500 m3/d聚合物型压裂返排液得不到有效处置。而《陆上石油天然气开采工业污染物排放标准》(简称陆上标准,具体见表1)即将发布,压裂返排液的排放指标将比《污水综合排放标准》(GB 8978—1996)更加严苛。因此,实现压裂返排液高效低成本处理并达标外排是新疆油田可持续发展的关键。
表1 污水排放标准主要指标对比
Table 1
| 标准 | COD/(mg·L-1) | 石油类/(mg·L-1) | 悬浮物/(mg·L-1) | 氨氮/(mg·L-1) |
|---|---|---|---|---|
| 陆上标准 | 100 | 8 | 70 | 8 |
| GB 8978—1996 | 150 | 10 | 150 | 50 |
玛湖油田的地层水是典型的氯化钙型,本研究拟利用地层水进入压裂液中的无机氯化盐为电解质,经预处理和电化学氧化两段工艺,实现聚合物型压裂返排液中有机物的降解。
1 实验部分
1.1 试剂及仪器
试剂:聚合氯化铝(PAC,盐基度55%)、聚丙烯酰胺(PAM,相对分子质量800万),均为工业级,新疆和聚石油化工有限公司;铝板(10 cm×10 cm,6061铝合金)、镀钌铱钛板(10 cm×10 cm),西安鑫恒泰新材料科技有限公司。
仪器:COD测定仪(photoFlex)、水质多参数测定仪(Multi3510),德国WTW公司;红外测油仪(OIL 3000B),天津市能谱科技有限公司;电导率测定仪(DDSJ-308A),上海精密仪器仪表有限公司;AL104分析天平,梅特勒-托利多仪器有限公司;高精度浊度测量仪(HI88703),上海亨方科学仪器有限公司;彩屏混凝试验搅拌仪器(MY3000-6M),武汉市梅宇仪器有限公司;直流电源(MS303D),东莞迈豪电子科技有限公司。
实验所用水样取自新疆玛湖油田聚丙烯酰胺型压裂返排液,具体性质见表2。
表2 玛湖油田聚丙烯酰胺型压裂返排液性质
Table 2
| 项目 | 数值 |
|---|---|
| pH | 7.18~7.29 |
| 浊度/NTU | 76.6~83.70 |
| COD/(mg·L-1) | 985~1 180 |
| 电导率/(mS·cm-1) | 20.33~22.70 |
| TDS/(g·L-1) | 8.97~9.27 |
| 油/(mg·L-1) | 15.57~16.22 |
| 悬浮物/(mg·L-1) | 310.7~335.70 |
| 氨氮/(mg·L-1) | 2.82~3.60 |
| 运动黏度/(mPa·s) | 3.25~3.30 |
从表2可以看出,聚丙烯酰胺型压裂返排液具有高COD、高电导率、高TDS的特点,且含有一定的石油,为具有黏性的不透明液体。
1.2 实验方法
本研究采取“预处理+电化学氧化”的方法处理聚丙烯酰胺型压裂返排液,对比了药剂絮凝和电絮凝的预处理效果,并对电絮凝预处理和电化学氧化的实验条件进行了优化。
电絮凝处理器和电化学氧化反应器均采用亚克力板组装,容积均为1 L。阴阳极板垂直放置在电化学反应器中,并通过导线连接电源。采用DC电源供应所需电流(0~3 A)和电压(0~12 V)。
1.2.1 预处理
药剂絮凝:在混凝试验搅拌仪自带的实验杯中加入1 L聚丙烯酰胺型压裂返排液,快速搅拌(350 r/min)3 min,在此期间先后加入絮凝剂和助凝剂;再慢速搅拌(150 r/min) 2 min;最后沉降45 min,取上清液测定COD与浊度,考察絮凝剂和助凝剂投加量对压裂返排液处理效果的影响。
电絮凝:在电絮凝反应器中,以铝板作为阴阳电极,电极面积均为10 cm×10 cm。在极板间距为0.5 cm、电流密度为10 mA/cm2的直流供电条件下,考察压裂返排液COD与浊度随电解时间的变化规律。
1.2.2 电化学氧化
在电化学氧化反应器中,以镀钌铱钛板为阳极、316L不锈钢板为阴极,面积均为10 cm×10 cm。考察电极间距、电流密度、pH、脉冲电源等因素对压裂返排液预处理液COD去除效果的影响。
2 结果与讨论
2.1 絮凝预处理
现场的聚丙烯酰胺型压裂返排液含有较多的油类、悬浮物和大分子化合物,有必要采用预处理去除这些污染物,为下一步深度氧化处理降低难度。本研究采用絮凝法开展了预处理的研究,主要对药剂絮凝和电絮凝进行了对比研究。
2.1.1 药剂絮凝
选用油田普遍使用的聚合氯化铝(PAC)、聚合氯化铁(PFC)絮凝剂以及助凝剂聚丙烯酰胺(PAM)。在PAM投加量为6 mg/L的条件下,向聚合物型压裂返排液中分别加入PAC、PFC和PAC+PFC复配药剂(质量比1∶1),考察絮凝剂投加量对絮凝效果的影响,结果见图1。
图1
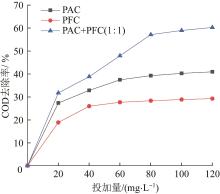
图1
PAC与PFC投加量对COD的预处理效果
Fig. 1
Pretreatment effect of PAC and PFC dosage on COD
从图1可以看出,随絮凝剂投加量的增加,3种药剂对COD的去除率均呈现先上升后趋于平稳的趋势。当絮凝剂投加量为80 mg/L时,单独加入PAC或PFC对COD的去除率均较低(25%~40%),而PAC+PFC复配药剂(1∶1)对COD的去除率可达57.1%。继续加大絮凝剂投加量,虽然COD去除率有小幅上升,但是药剂成本较高。因此,对于聚丙烯酰胺型压裂返排液,80 mg/L PAC+PFC复配药剂(1∶1)是药剂絮凝的优选方案。
以80 mg/L PAC+PFC(1∶1)复配药剂为絮凝剂,向聚合物型压裂返排液中加入不同质量浓度的PAM,考察PAM的最佳使用量,结果见图2。
图2
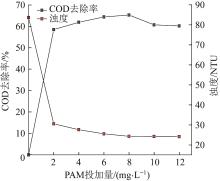
从图2可以看出,当PAM投加量为2 mg/L时,COD去除率为58.5%;随PAM投加量继续增加,COD去除率平稳上升,絮凝效果逐渐提高;当PAM投加量为8 mg/L时,COD去除率(65.3%)达到最佳;当PAM投加量>8 mg/L后,COD去除率出现小幅下降,原因是PAM投加过量后,多余的PAM可引起压裂返排液COD小幅上升。压裂返排液浊度随着PAM投加量的增加逐渐降低,当PAM投加量
2.1.2 电絮凝
为考察电絮凝过程中COD、浊度随时间的变化关系,在以铝板作为电絮凝阴阳极、极板间距为0.5 cm、直流电流密度为10 mA/cm2的条件下,开展了电絮凝预处理聚合物型压裂返排液的实验,结果见图3。
图3
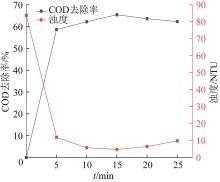
图3
电絮凝预处理效果与时间的关系
Fig. 3
Relationship of pretreatment effect of electric flocculation and time
从图3可以看出,COD去除率随电絮凝时间的延长先显著上升,15 min时COD去除率达到65.4%;再延长电絮凝时间,COD去除率开始下降。实验过程中观察到有少量絮体上浮,电絮凝时间过长可导致过量的Al3+进入水体形成过多絮体,返排液的COD去除效果下降。从浊度变化也可以看出,电絮凝15 min时,压裂返排液浊度达到4 NTU;继续延长电絮凝时间,浊度出现上升,此现象也表明过多Al3+形成了不溶于水的Al(OH)3。因此,电絮凝处理聚丙烯酰胺型压裂返排液的最佳时间选择15 min。
表 3 电絮凝与药剂絮凝成本对比
Table 3
| 药剂絮凝成本/(元·t-1) | 电絮凝成本/(元·t-1) | |||||
|---|---|---|---|---|---|---|
| PFC | PAC | PAM | 电费 | 铝板 | PAM | |
| 0.24 | 0.28 | 0.12 | 0.2 | 0.2 | 0.12 | |
2.2 电化学氧化
电化学氧化主要发生在阳极,阳极电催化氧化的原理分为直接氧化和间接氧化。直接氧化是指污染物吸附在电极表面,阳极表面氧化晶格中的氧直接与有机物发生反应。间接氧化是利用电极反应产生的一些寿命极短的中间活性物质(如·OH、H2O2等)与有机物发生反应。
新疆玛湖油田地层水是典型的氯化钙型,采用电化学氧化对预处理后的压裂返排液进行处理时,阳极还会发生以下反应〔式(1)~
电化学氧化过程中产生的·OH、H2O2和ClO-都可对污水中的有机物起到重要的降解作用。因此,电化学氧化过程是一个多种氧化剂共同作用的过程。
2.2.1 极板间距的影响
在电流密度为20 mA/cm2、pH=7.2的条件下,分别调节阴阳极极板间距为1~7 cm,考察极板间距对电化学氧化压裂返排液预处理液的影响,结果见图4。
图4
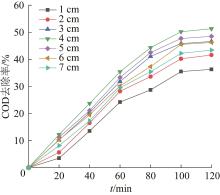
从图4可以看出,COD去除率随极板间距的增加先增大后减小。固定电解时间为120 min,当极板间距为1~2 cm时,极板和溶液之间的边界层占据重要作用,溶液传质受限,导致有机物在极板附近的反应速率降低;当极板间距增大到4 cm时,溶液传质效果显著,边界层效应降低,有机物去除效果显著提升;当极板间距增大到5~6 cm时,此时有机物去除效果比间距4 cm时略有下降,且此时溶液间电阻加大,端电压上升;进一步增大极板间距为7 cm时,水中有机物传质成为控制步骤,引起极板表面与水体中心之间的浓度差,有机物降解效果降低。综合溶液传质效果、有机物去除效果与端电压三方面影响,选定最佳极板间距为4 cm。
2.2.2 电流密度的影响
在极板间距为4 cm、pH=7.2的条件下,分别调节电流密度为15~30 mA/cm2,考察电流密度对电化学氧化压裂返排液预处理液的影响,结果见图5。
图5
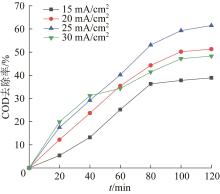
从图5可以看出,在相同处理时间(120 min)下,COD去除率随电流密度的增大先显著提升后下降。当电流密度较低(15 mA/cm2)时,即使电化学氧化120 min,COD去除率仍低于40%;当电流密度达到25 mA/cm2时,污水中有机物得到有效降解,90 min时COD去除率达到55%以上;当电流密度升高至30 mA/cm2时,反应前40 min COD去除效果非常显著,且略优于25 mA/cm2时的COD去除效果,反应进行到60 min后,压裂返排液温度显著上升,电化学反应放热加剧,严重影响了电化学氧化的效果,最终30 mA/cm2下的COD去除效果低于25 mA/cm2。这可以用极限电流密度理论〔
式中:
F——法拉第常数,96 487 C/mol;
km——传质系数,m/s;
C0——初始COD,mol/m3。
R. E. PALMA‐GOYES等〔7〕发现,当电流密度低于极限电流密度时,很少发生副反应。相反,当电流密度高于极限电流密度时,许多能量被副反应消耗,如氧气的生成反应、热量的损失等。基于能耗和电流效率的考虑,25 mA/cm2为最佳的电流密度。
2.2.3 pH的影响
pH对电化学氧化有显著的影响。在极板间距为4 cm、电流密度为25 mA/cm2的条件下,分别保持反应体系的pH=5.0、7.2和9.0,考察pH对电化学氧化压裂返排液预处理液的影响,结果见图6。
图6
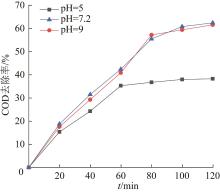
从图6可以发现,pH=5时,反应120 min时,COD的去除率(38%)较低,无法实现有机物的深度降解;当pH=7.2或9.0时,反应120 min时,COD的去除效果比较理想,可以达到60%以上。因此,酸性条件不利于聚丙烯酰胺型压裂返排液的电化学氧化处理,而中性或者碱性环境有利于压裂返排液中有机物的进一步降解。这种现象与氯的存在形态有关,而氯在溶液中的存在形态与pH有关。在pH<4时,Cl2和其他氯中间体(包括Cl3-、Cl2O或H2OCl+)占主导地位;在pH>4时,Cl2几乎完全水解〔
由于中性条件与碱性条件下电化学氧化的处理效果相差较小,但中性条件可以省去添加无机碱,处理成本降低,因此电化学氧化的最佳pH=7.2,即压裂液本身的中性状态。
2.2.4 脉冲电源
在最佳工艺条件(极板间距4 cm、电流密度25 mA/cm2、pH=7.2)下对压裂返排液预处理液进行电化学氧化处理后,其COD(165~190 mg/L)仍较高,没有达到陆上标准(表1)要求。文献〔9〕表明,脉冲供电模式可使溶液中的有机物在电极/溶液界面处以“潮汐”形式扩散,一定程度上可缓解体系中的浓差极化现象,并使电极表面的活性位点维持在较高水平,保持电极高催化性能。与恒流模式相比,该模式既保留了传统恒流电解的优势,又克服了恒流模式中电极损耗大和电解能耗高等缺点,是一种高效低能的新型电催化氧化水处理供电模式。为考察电化学氧化时不同电源脉冲频率对COD去除效果的影响,在极板间距为4 cm、电流密度为25 mA/cm2、pH=7.2、选择占空比为55%的条件下,开展了不同电源脉冲频率下电化学氧化处理压裂返排液预处理液的实验,结果见图7。
图7
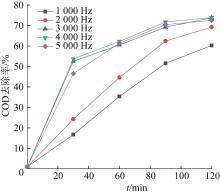
从图7可以看出,当脉冲频率<4 000 Hz时,电源脉冲频率的升高有利于增强压裂返排液预处理液中有机物的降解,其原因是脉冲频率的增加有效缓解了体系中的浓差极化,并使得电极表面的活性位点维持在较高水平;当脉冲频率提高至4 000 Hz时,压裂返排液预处理液COD脱除效果最佳;当脉冲电源频率升至5 000 Hz时,COD去除效果出现小幅下降,其原因可能是过高的电源频率影响了有机物在电极表面的吸附-反应-脱附平衡,尤其是对吸附与脱附产生了负面作用,导致COD去除效果下降。因此,脉冲电源的最佳脉冲频率选择为4 000 Hz。
脉冲电源的占空比是指通电时间与整个周期时间的比值,占空比越高表示整个周期内通电时间越长。降低脉冲电源的占空比,可以显著降低能耗。为了考察脉冲电源的占空比对电化学氧化去除COD的影响,在极板间距为4 cm、脉冲频率为4 000 Hz、电流密度为25 mA/cm2、pH=7.2的条件下,开展了脉冲电源在不同占空比下氧化预处理后压裂返排液的实验,结果见图8。
图8
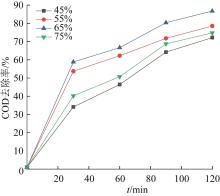
从图8可以看出,当占空比
2.3 最佳工艺验证与成本估算
2.3.1 最佳工艺验证
采用电絮凝预处理和电化学氧化处理压裂返排液。电絮凝预处理的最佳工艺条件:阴阳极板均为铝板,极板间距为0.5 cm,电流密度为10 mA/cm2,通电时间为15 min。电化学氧化的最佳工艺条件:阳极为镀钌铱钛板,阴极为不锈钢板,极板间距为4 cm,单向脉冲电源,电流密度为25 mA/cm2,电源脉冲频率为4 000 Hz,占空比为65%,pH=7.2,反应时间为90 min。整个处理过程中压裂返排液指标参数的变化见表4。
表4 最佳工艺条件下指标参数变化
Table 4
| 项目 | COD/(mg·L-1) | 油/(mg·L-1) | 氨氮/(mg·L-1) | 悬浮物/(mg·L-1) |
|---|---|---|---|---|
| 预处理前 | 1 010.0 | 14.6 | 3.5 | 324.5 |
| 预处理后 | 401.8 | 8.5 | 3.1 | 60.6 |
| 电化学氧化后 | 78.4 | 0.8 | 0.3 | 26.7 |
2.3.2 处理成本估算
表5 电化学工艺处理聚合物型压裂返排液的成本
Table 5
| 预处理成本/(元·t-1) | 电化学氧化成本/(元·t-1) | ||
|---|---|---|---|
| 电费 | 极板材料费 | 人工费和折旧费 | |
| 0.52 | 15 | 18.75 | 5~10 |
3 结论
本研究采用“电絮凝预处理+电化学氧化”工艺处理新疆玛湖聚丙烯酰胺型压裂返排液,主要得出如下结论:
(1)采用电絮凝和PAC+PFC(1∶1)复配药剂对压裂返排液进行预处理时,二者去除COD的效果相当,但电絮凝处理后压裂返排液的浊度更低。
(2)采用普通直流电源在最佳的工艺条件(电流密度为25 mA/cm2、极板间距4 cm、pH=7.2)下对预处理后的压裂返排液进行电化学氧化,90 min时COD去除率可达55%以上,但处理后的返排液仍无法达到陆上排放标准。
(3)采用脉冲电源,在脉冲频率为4 000 Hz、占空比为65%、电流密度为25 mA/cm2、极板间距为4 cm、pH=7.2、反应时间为90 min的条件下,电化学氧化后的返排液满足陆上排放标准。
(4)新疆玛湖油田整个电化学工艺的处理成本在39.27~44.27元/t,具有较好的应用前景。
参考文献
海上压裂返排液高效环保处理技术
[J].
High efficiency and environmental protection treatment technology for offshore fracturing flow-back fluid
[J].
含压裂返排液采出水处理工艺优化
[J].
Optimization of produced water containing fracturing flowback fluid treatment process
[J].
Electrochemical oxidation of PFOA in aqueous solution using highly hydrophobic modified PbO2 electrodes
[J].
A comprehensive study on electrochemical oxidation of phenothiazine in water-acetonitrile mixture:Electrosynthesis of phenothiazine dimers
[J].
Electrochemical oxidation of aniline at mono and bimetallic electrocatalysts supported on carbon nanotubes
[J].
Electrocatalytic degradation of aniline by Ti/Sb-SnO2,Ti/Sb-SnO2/Pb3O4 and Ti/Sb-SnO2/PbO2 anodes in different electrolytes
[J].
Electrochemical degradation of crystal violet with BDD electrodes:Effect of electrochemical parameters and identification of organic by-products
[J].
Reactions of chlorine with inorganic and organic compounds during water treatment—Kinetics and mechanisms:A critical review
[J].
Pulsed electrochemical oxidation of acid Red G and crystal violet by PbO2 anode
[J].
某页岩气井压裂返排液处理工程实例
[J].
An engineering application of shale gas well fracturing flowback fluid treatment
[J].


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}