


3Fe2++2PO43-
Ksp=1×10-30 (1)
电化学反应过程中,采用直流电源的电絮凝,其阳极发生氧化反应造成电极溶蚀,阴极发生还原反应,污水中的金属离子等污染物析出附着于阴极表面。随着电解时间的增加,阴极表面附着的污染物增多,电极电势发生改变致使电极钝化。采用脉冲电源的电絮凝,电极极性交替倒极,可以避免电极长期处于单一极性,减缓电极钝化,从而提高电絮凝工艺的除磷效率〔11〕。
某危险废弃物填埋场负责周边化工、医药等企业危险废弃物的安全处置,产生的工业垃圾渗滤液为高盐含磷污水,高盐污水的高电导率有助于降低电化学法的能耗。基于此,本研究拟采用电絮凝、电化学氧化等方法对工业垃圾渗滤液中的总磷(TP)进行去除,并确定相应的电化学条件,为工业垃圾渗滤液TP处理提供参考。
1 实验部分
1.1 实验试剂与材料
工业垃圾渗滤液取自某危险废弃物填埋场,渗滤液水质见表1。
表1 垃圾渗滤液水质
Table 1
| 项目 | COD/(mg·L-1) | 氨氮/(mg·L-1) | TP/(mg·L-1) | Cl-/(mg·L-1) | 铁/(mg·L-1) | 铝/(mg·L-1) | pH |
|---|---|---|---|---|---|---|---|
| 数值 | 260~510 | 200~240 | 11~15 | 6 000~7 000 | 0.4~0.5 | 0.1~0.2 | 7~8 |
试剂:磷标准溶液,分析纯,购自国家钢铁材料测试中心钢铁研究总院;钼酸铵、酒石酸钾锑、抗坏血酸、过硫酸钾、氢氧化钠、硫酸(质量分数95%~98%)等试剂均为分析纯,购自天津市大茂化学试剂厂。
材料:铁电极(L×B×H=10 cm×10 cm×3 mm)、铝电极(L×B×H=10 cm×10 cm×3 mm)、Ti/RuO2-IrO2电极(L×B×H=10 cm×10 cm×1 mm)。
1.2 实验装置与仪器
采用如图1所示的电化学装置对工业垃圾渗滤液中的TP进行去除。电源选用GKPD-36V/5A数控型智能双脉冲电源(深圳市实诚电子科技有限公司)和WYG-60V/50A直流稳压电源(扬州裕红电源制造厂);电絮凝选取铁电极、铝电极;电化学氧化采用Ti/RuO2-IrO2电极;采用S-6A磁力搅拌仪(上海梅香仪器有限公司)对溶液进行搅拌。
图1
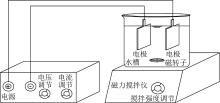
其他主要仪器:AUY-120电子天平(日本岛津公司)、T6新世纪紫外可见分光光度计(北京普析通用仪器有限公司)、PHSJ-4A pH计(上海精密科学仪器有限公司)、ACO-003电磁式空气泵(浙江渔亭)、DHG-9920A电热鼓风干燥箱(上海一恒科学仪器有限公司)。
1.3 实验方法
1.3.1 电絮凝
将铁电极、铝电极与脉冲电源连接后置于一定体积的渗滤液样本中,在一定的电极间距条件下,设置电解电压及倒极时间,电解一定时间后,待静置充分,取待测样。
1.3.2 电化学氧化
将Ti/RuO2-IrO2电极与脉冲电源连接,对渗滤液或电絮凝处理后的渗滤液进行电化学氧化处理。在一定的电极间距条件下,设置电解电压及倒极时间,电解一定时间后,待静置充分,取待测样。
1.4 检测方法与排放标准
采用钼酸铵分光光度法(GB 11893—1989)对TP进行测定。TP排放标准按照危险废弃物填埋场污水排放标准(GB 18598—2019)中对工业垃圾渗滤液作出的规定,执行间接排放3.0 mg/L和直接排放0.3 mg/L的限值要求。
2 结果与讨论
2.1 电絮凝法去除TP的影响因素
2.1.1 电极间距
电极间距的改变会对电絮凝阳极溶蚀与阴极增重产生影响,阳极溶蚀量增多可以提高电絮凝除磷的效果,阴极增重过多则会改变电极电势,造成电极钝化。基于此,实验分别选用铝、铁电极作为电絮凝电极,进行不同电极间距下直流电絮凝去除TP性能的研究。
(1) 铝电极。
图2

图2
电极间距对铝电极直流电絮凝去除TP的影响
Fig.2
Effect of electrode spacing on TP removal by direct electro-flocculation with aluminum electrode
(2) 铁电极。
图3

图3
电极间距对铁电极直流电絮凝去除TP的影响
Fig.3
Effect of electrode spacing on TP removal by direct electro-flocculation with iron electrode
由图3(a)可知,电极间距为0.5 cm时,铁阳极溶蚀289.9 mg,阴极增重78.0 mg;电极间距增加至2.5 cm时,阳极溶蚀232.7 mg,阴极增重14.7 mg。由此可知,在恒流电絮凝中,电极间距过小不利于阳极溶出离子的扩散,致使阳极溶出的Fe2+更容易在阴极表面沉积,促进阴极增重,加剧阴极钝化。
2.1.2 电解电压
电絮凝过程中,阳极溶蚀速率会受电解电压的影响,电解电压增大可以减少阳极溶出一定质量的Fe2+或Al3+所需的时间,提高电絮凝对TP的处理效率。为探究电解电压对电絮凝TP去除的影响,设置电极间距1.0 cm、电解时间10 min,分别进行不同电解电压下铁电极、铝电极直流电絮凝去除渗滤液样本中TP的实验,结果见图4。
图4
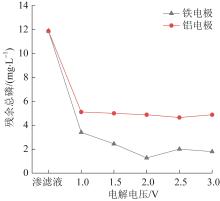
图4
电解电压对直流电絮凝去除TP的影响
Fig. 4
Effect of electrolytic voltage on TP removal by direct electro-flocculation
由图4可知,在相同电压条件下,铁电极电絮凝对TP的处理效果优于铝电极。铁电极在电解电压为2.0 V时,对渗滤液中TP的去除效果较好,此时渗滤液中残余TP为1.3 mg/L;铝电极在2.5 V的电解电压下有较好的TP去除效果,渗滤液中残余TP为4.6 mg/L。由此可以得出,铁电极最佳电解电压为2.0 V,铝电极最佳电解电压为2.5 V。
2.1.3 电解时间
在铁电极间距1.0 cm、电解电压2.0 V,铝电极间距1.0 cm、电解电压2.5 V条件下采用经2.1.2节实验后的铁、铝阳极进一步分别进行直流电絮凝处理渗滤液样本的实验,对直流电絮凝电解时间与渗滤液样本残余TP的关系进行探究,结果见图5。
图5
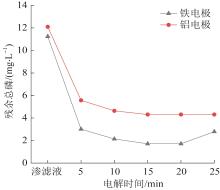
图5
电解时间对直流电絮凝去除TP的影响
Fig. 5
Effect of electrolysis time on on TP removal by direct electro-flocculation
由图5可以看出,随着电解时间由5 min增加至10 min,铁电极电絮凝体系渗滤液样本残余TP由3.0 mg/L降至2.1 mg/L,渗滤液样本底部沉积的絮体量也相应增多,表明铁电极溶蚀产生的Fe2+随着电解时间的延长而增多,提高了对样本中TP的去除效果,但相较于2.1.2节在相同实验条件下电解时间为10 min时的残余TP,本实验数据偏高,这主要是因为铁电极在2.1.2节实验中已发生钝化,电极溶蚀效率降低;继续增加电解时间至15 min,残余TP降至1.7 mg/L,并在一定时间内保持稳定;当电解时间增加至25 min,TP去除效果减弱,残余TP为2.8 mg/L,这是由于阳极溶出的Fe2+过多,对TP的吸附沉降产生了抑制作用。由此可知,铁电极最佳电解时间为15 min。
铝电极体系电解时间从5 min延长至10 min时,渗滤液样本中残余TP由5.6 mg/L降至4.7 mg/L,TP去除效果提升幅度较小;继续增加电解时间至15、20、25 min,TP去除效果并无显著提升,残余TP介于4.2~4.4 mg/L之间。铝电极电絮凝对渗滤液样本除磷效果稳定,溶蚀产生过量的Al3+并未对除磷效果产生影响。综合综济性考虑,铝电极最佳电解时间选取5 min。
2.1.4 曝气时间
曝气有助于将铁电极溶出的Fe2+氧化为Fe3+,在溶液中生成溶度积更小的Fe(OH)3絮体,提高电絮凝对TP的混凝沉降效果。设置铁电极间距1.0 cm、电解电压2.0 V,电解15 min后取出电极,沿水槽一侧放入曝气装置的气体扩散器,启动曝气泵并调节曝气流量为150 mL/min,间隔一定时间取样,进行铁电极电絮凝-曝气组合工艺去除渗滤液中TP的实验,探究曝气时间对铁电极电絮凝去除TP效果的影响,结果见图6。
图6
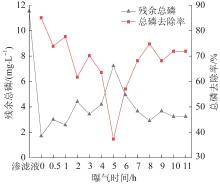
图6
曝气时间对铁电极电絮凝去除TP的影响
Fig. 6
Effect of aeration time on TP removal by electro-flocculation with iron electrode
由图6可知,随着曝气时间的增加,渗滤液样本中TP去除率呈现先减小后增大的趋势。在最初的5.0 h连续曝气过程中,样本TP去除率由85.1%(仅电絮凝处理)降低至37.4%,这是由于实验所采用的工业垃圾渗滤液成分复杂,其除含有高浓度氨氮外,还可能含有Mg2+等金属离子,曝气在对渗滤液中氨氮进行吹脱去除的同时,会促进体系中MgNH4PO4等沉淀物溶解,从而释放出部分PO43-,因此反应初始,随曝气时间的延长磷的去除效果变差。曝气时间由5.0 h增加至8.0 h时,样本TP的去除率由37.4%上升至74.8%,这是由于电絮凝对磷的去除多为对PO43-的脱除,对于其他价态磷的去除能力不足,而曝气能够对污水中的磷起到一定氧化作用,促使渗滤液中TP更多地以PO43-的形式存在,从而提高了电絮凝对TP的处理效果。但曝气的氧化能力有限,无法进一步提高TP中PO43-的占比,因此再继续增加曝气时间对TP的去除率并无显著提升。综上,曝气工艺无法改善电絮凝除磷效果,电絮凝-曝气组合工艺对渗滤液的处理无法满足TP≤0.3 mg/L的直接排放要求。
2.1.5 反应体系pH
铝是两性金属,电絮凝反应体系的pH会对Al3+所形成的氢氧化物絮体产生影响,而Fe2+在反应体系pH为7时便可形成Fe(OH)2絮体。工业垃圾渗滤液样本pH为7~8,能够满足铁电极电絮凝所需的pH,因此本研究仅探究反应体系pH对铝电极电絮凝去除TP效果的影响。通过滴加质量分数5%的氢氧化钠溶液对待处理渗滤液样本pH进行调节,在电极间距1.0 cm、电解电压2.5 V条件下电解5 min后将溶液静置30 min取样。不同反应体系pH条件下电絮凝对渗滤液TP的去除率见图7。
图7
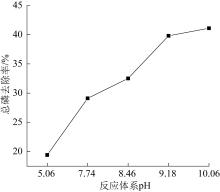
图7
反应体系pH对铝电极电絮凝去除TP的影响
Fig. 7
Effect of reaction system pH on TP removal by electro-flocculation with aluminum electrode
由图7可以看出,pH由5.06上升至10.06时,体系对渗滤液TP的去除率由19.4%提高至41.1%,反应体系pH的增大有助于Al3+水解形成Al(OH)3絮体,提高电絮凝对渗滤液中TP的脱除率。反应体系pH由9.18增加至10.06时,电絮凝处理后的渗滤液样本底部絮体有所减少,这是由于部分Al(OH)3絮体在碱性条件下生成溶解性AlO2-,但絮体减少对渗滤液TP的去除效果影响较小,表明铝电极电絮凝体系磷多以AlPO4沉淀的形式被去除。
由图7还可以看出,反应体系pH在中性及弱碱性时即有较好的除磷效果,TP去除率介于30%~40%之间,即工业垃圾渗滤液在不对pH作出调整时,即可达到较好的除磷效果。加之工业垃圾渗滤液样本组分复杂,有较强的酸碱缓冲能力,对反应体系pH的调节需要较多的酸(碱)溶液,采用药剂调整反应体系pH会进一步增大渗滤液的含盐量,且反应体系pH的提高对除磷效果的提升有限,因此在采用铝电极对渗滤液进行电絮凝处理时无需对反应体系pH作出调整。
2.1.6 电极组合方式
表2 不同电极组合方式下铁(铝)电极电化学参数
Table 2
| 电极材质 | 板间距/cm | 电压/V | 电流/A | 倒极时间/s | 总反应时间/min | 电极溶蚀量/mg |
|---|---|---|---|---|---|---|
| 铁(铁) | 1.0 | 2.0(2.0) | 0.4(0.4) | 20(10) | 15 | 280 |
| 铝(铝) | 1.0 | 2.5(2.5) | 0.9(0.9) | 20(10) | 15 | 20 |
| 铁(铝) | 1.0 | 2.0(2.5) | 0.4(0.8) | 20(10) | 15 | 300(10) |
图8
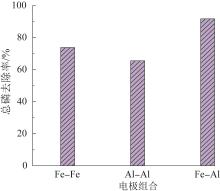
图8
电极组合方式对脉冲电絮凝去除TP的影响
Fig. 8
Effect of electrode combination mode on TP removal by pulse electro-flocculation
表2中,对于铁-铝电极组合电絮凝除磷工艺,电解后铁电极质量减少300 mg,铝电极质量减少10 mg,表明铁电极、铝电极均发生溶蚀,脉冲电源可以实现铁电极、铝电极的协同电絮凝。
由图8可以看出,电絮凝采用Fe-Fe电极组合对渗滤液样本中TP的去除率为73.8%,Al-Al电极组合TP去除率为65.5%,Fe-Al电极组合TP去除率可达91.7%。3种电极组合方式中Fe-Al电极组合对TP的去除效果最佳,渗滤液TP由14.5 mg/L降至1.2 mg/L。
采用Fe-Al电极组合对渗滤液样本进行多次电絮凝除磷实验,处理后的渗滤液样本残余TP介于1.0~1.3 mg/L,TP的处理效果达到工业垃圾渗滤液间接排放所要求的3.0 mg/L的限值,但无法满足残余TP≤0.3 mg/L的直接排放标准。
2.1.7 小结
采用铁-铝电极组合电絮凝除磷工艺处理TP在11~15 mg/L的渗滤液样本,在电极间距1.0 cm,铁电极电解电压2.0 V,电解20 s倒极,铝电极电解电压2.5 V,电解10 s倒极,电解总时间15 min的电化学条件下可取得较好的TP去除效果,处理后残余TP降至1.0~1.3 mg/L。
2.2 电絮凝-电化学氧化组合工艺处理垃圾渗滤液
电化学氧化法可以将工业垃圾渗滤液所含TP更多地转化为PO43-。渗滤液中
渗滤液样本经电絮凝处理后存在较多未形成絮体的金属离子。电化学氧化若选用直流电源,则阴极会有大量金属离子析出附着于电极表面,从而改变阴极电势影响电化学氧化。因此,电化学氧化采用脉冲电源以减少样本中金属离子对电极电势的影响。
按方法1.3.1及方法1.3.2对工业垃圾渗滤液样本进行电絮凝、电化学氧化、电絮凝-电化学氧化组合工艺除磷实验,电絮凝采用2.1.7小节中的最佳条件,电化学氧化条件为Ti/RuO2-IrO2电极间距1.5 cm,电极有效面积10 cm2,磁力搅拌速率350 r/min,电解电压10 V,电解20 s倒极,电解总时长30 min。各工艺TP去除率取4次平行实验的平均值。不同处理工艺对渗滤液样本中TP的去除效果见图9。
图9
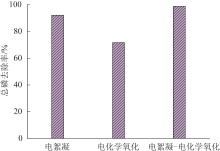
图9
不同处理工艺对TP的去除效果
Fig. 9
Removal effect of TP of different treatment processes
由图9可知,电絮凝工艺对渗滤液样本TP的去除率为92.2%,残余TP为1.2 mg/L。电化学氧化工艺的TP去除率为71.7%,残余TP为4.2 mg/L。电化学氧化法对渗滤液样本中的TP具有一定的去除能力源于渗滤液样本中含有的铁(0.4~0.5 mg/L)、铝(0.1~0.2 mg/L)可以对渗滤液中经电化学氧化生成的
此外,工业垃圾渗滤液样本经电絮凝-电化学氧化组合工艺处理后COD由261.9 mg/L降至70.7 mg/L,氨氮由263.1 mg/L降至3.5 mg/L,表明电絮凝-电化学氧化组合工艺对渗滤液样本中的氨氮、COD也具有一定的处理能力。
3 结论
(1)电絮凝可通过电极溶蚀替代化学除磷的药剂投加过程,可通过调控电极间距、电解电压、电解时间等参数实现对电极溶蚀的控制。
(2)铁铝电极协同脉冲电絮凝对渗滤液TP的去除效果优于单一材质电极处理效果。
(3)铁铝电极脉冲电絮凝协同Ti/RuO2-IrO2电极电化学氧化组合工艺对渗滤液样本TP去除效果最佳,当渗滤液中TP为14.7 mg/L时,经最佳工艺条件下处理后,渗滤液残余TP为0.2 mg/L,TP去除率达98.9%。同时电化学氧化对渗滤液中氨氮、COD等污染物起到一定的去除作用,提高了出水水质。
参考文献
危险废弃物填埋场渗滤液固化处置效果评估
[J].
An evaluation of the solidification disposal of hazardous waste landfill leachate
[J].
盐度对SBR处理低碳氮比废水脱氮性能的影响
[J].
Effects of salinity on nitrogen removal performance of SBR for low C/N wasterwater treatment
[J].
金属(氢)氧化物类除磷吸附剂研究进展
[J].
Research progress in metal(hydr) oxide adsorbents for phosphate removal
[J].
污水厂化学强化除磷投药量精准自动控制
[J].
Automatic control of precise dosage for chemical enhanced phosphorus removal in wastewater treatment plant
[J].
Electrochemical treatment of mature landfill leachate using Ti/RuO2-IrO2 and Al electrode:Optimization and mechanism
[J].
Electrochemical reactions for electrocoagulation using iron electrodes
[J].
Removal of soluble phosphorus from surface water using iron(Fe-Fe) and aluminum(Al-Al) electrodes
[J].
化学沉淀法处理磷化废水
[J].
Treatment of phosphate coating wastewater by chemical precipitation
[J].
Electrochemical simultaneous denitrification and removal of phosphorus from the effluent of a municipal wastewater treatment plant using cheap metal electrodes
[J].
电凝聚在餐饮废水处理中的应用研究
[J].
Application of electrochemical method to catering wastewater
[J].
电絮凝过程中倒极消除极板钝化
[J].
Elimination of electrode passivation by reversing electrodes in the process of electroflocculation
[J].
电絮凝法在水处理过程中影响因素研究现状
[J].
Current situation of the research on the infIuencing factors of eIectro-coaguIation method in the process of water treatment
[J].


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}