液面面板生产时光刻、显影、蚀刻等工艺需要使用显影液溶解去除玻璃基板上曝光区域的光刻胶。显影液的主要成分是四甲基氢氧化铵(TMAH),质量浓度高达20 g/L以上。TMAH具有强碱性和腐蚀性,且对人体和水生生物具有急性毒性〔1 〕 。光电显示生产行业通常将废显影液作为危险废弃物委外处置,但费用高昂。近年来,随着光电显示行业的快速发展,废显影液产生量逐年增多,亟需探寻一种有效且经济的处理方式。
有研究采用紫外活化过硫酸盐氧化〔2 〕 、臭氧纳米气泡协同双氧水氧化〔3 〕 、纳滤膜分离结合树脂吸附〔4 〕 、膜蒸馏〔5 〕 等方法对TMAH进行处理,但这些方法由于普遍存在能耗高、投资大、反应条件苛刻等问题,难以工业化应用。还有液晶面板工厂尝试将废显影液排至厂内废水站,与其他有机废水合并进行厌氧/好氧(A/O)生化处理,但运行过程中发现,TMAH会抑制好氧池硝化反应,导致出水NH3 -N与TN不达标。Yiju WU等〔6 〕 研究发现,当好氧反应器中TMAH的质量浓度超过550 mg/L时,硝化反应即会延迟滞后,且滞后时间随TMAH浓度升高而延长。也有研究者指出TMAH能被厌氧微生物降解〔7 〕 ,降解中间产物包括三甲胺、二甲胺和甲胺,最终产物是NH4 + 、CH4 和CO2 。Juan LÜ等〔8 〕 采用序批式中温厌氧反应器分别处理TMAH质量浓度为1 000 mg/L的模拟废水和实际废水,TMAH均能在24 h内几乎被完全降解。
相比传统好氧生化工艺,厌氧生化工艺具有处理污染物浓度高、动力消耗少、可产生沼气能源等优点。升流式厌氧污泥床(UASB)是目前工程应用中较为常见的一种高效厌氧生物反应器,本试验采用UASB对实际显影液废水进行处理,考察反应器对废水中TMAH的去除效果和反应产物生成情况,以期为显影液废水处理工程实践提供参考。
1 材料与方法
1.1 显影液废水
试验废水取自华中地区某液晶面板工厂废显影液储罐。首先对废液进行加酸调节pH和混凝沉淀处理,去除废液中的光刻胶;再将沉淀出水用工厂自来水稀释至一系列不同TMAH浓度(稀释比为2~45)的配水,作为UASB试验装置进水。废显影液和试验装置进水水质见表1 。
1.2 中试装置
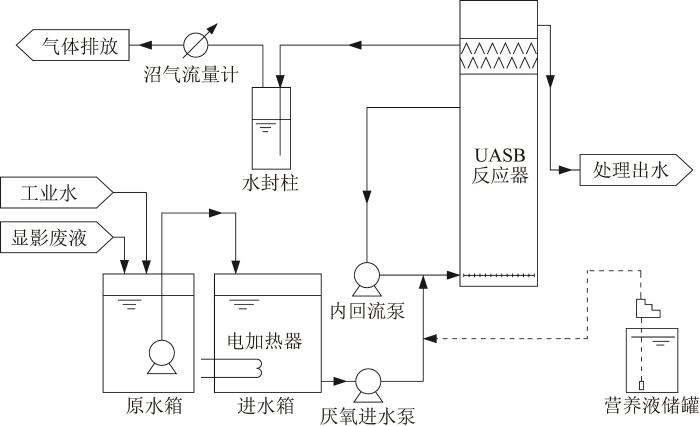
中试装置包括原水箱、进水箱、厌氧进水泵、UASB反应器、内回流泵、水封柱、沼气流量计、营养液储罐及投加泵等设备,工艺流程见图1 。
图1
图1
中试装置流程
Fig. 1
Pilot scale reactor flow
试验装置24 h连续运行,原水箱容积为2 000 L,进水箱容积为400 L,进水箱内设有电加热器(3 kW)对废水进行加热,控制UASB反应器内温度为37~38 ℃。厌氧进水泵(BY100-3J,兰格蠕动泵)流量为10.4 L/h,内回流泵(BN1-6L,Seepex螺杆泵)流量为620 L/h。UASB反应器尺寸为0.4 m×0.4 m×3 m,有效容积400 L,HRT为38.5 h,反应器底部设有穿孔管布水器,上部设有三相分离器和出水堰。UASB反应器和进水箱的材质均为不锈钢,外壁保温。反应器出水排至废水站地沟。厌氧过程产生的沼气经三相分离器分离后引入水封柱,再经湿式流量计(LMF-1,北京金志叶仪器)计量后排放至室外大气。每升厌氧进水投加1 mL营养液,营养液配方为12 g/L KH2 PO4 、0.5 g/L ZnSO4 ·7H2 O、0.6 g/L MnSO4 ·4H2 O、0.7 g/L CoCl2 ·6H2 O、0.2 g/L (NH4 )6 Mo7 O24 ·4H2 O、1.2 g/L FeSO4 ·7H2 O、0.2 g/L CuSO4 ·5H2 O、2.4 g/L CaCl2 ·2H2 O。
1.3 试验启动与负荷提升
试验接种污泥取自该工厂废水站生化污泥浓缩池。整个试验过程包括启动驯化期、负荷提升期与稳定运行期。
在启动驯化期,维持UASB进水中TMAH质量浓度为250~400 mg/L,并投加1 000~1 200 mg/L葡萄糖;反应器连续运行18 d后,观察到水封柱内有沼气气泡冒出;继续运行15 d后,检测到反应器出水NH3 -N明显升高,且出水ρ (NH3 -N)/ρ (TN)大于0.8,即认为反应器内污泥已完成厌氧产甲烷和降解TMAH的驯化。
在负荷提升期,按20%~30%幅度逐步提高UASB进水中TMAH浓度,同时逐步降低葡萄糖投加量,在进水TMAH质量浓度达到1 000 mg/L时停止投加葡萄糖。反应器在每个进水浓度工况下运行3~5 d,共计运行约60 d。定期检测反应器进出水TMAH、TOC、NH3 -N、TN、COD、pH等指标,每日记录沼气产量。当反应器出水ρ (NH3 -N)/ρ (TN)大于0.8后即进入下一个进水浓度提升工况。
当进水TMAH质量浓度达到8 900 mg/L后,UASB反应器进入稳定运行期,在此进水浓度下运行约45 d。期间反应器内污泥质量浓度为13 800~15 350 mg/L,SV30 为76%~82%,污泥龄为52 d。
1.4 分析方法
NH3 -N、TN、COD、pH、MLSS等指标的分析按国家标准方法执行〔9 〕 。TOC采用TOC测定仪(Multi N/C 3100,Jena Co., Germany)检测。TMAH浓度采用离子色谱法(ICS-1100,Thermo,USA)测定,色谱柱为CS12A,尺寸为D 4 mm×250 mm,柱温30 ℃,淋洗液为甲磺酸(MSA,20 mmol/L),流速为1 mL/min,进样器体积为25 μL,配备电导检测器。中间产物三甲胺、二甲胺和甲胺的浓度采用气相色谱检测,色谱柱为CP-Volamine(CP7447,30 m×0.32 mm),进样口温度250 ℃;柱温先在40 ℃维持3 min,再以10 ℃/min的速率梯度升温到280 ℃;FID检测器温度为300 ℃,分流比为10∶1;进样体积为2 µL,载气为氦气,流量为20 mL/min;燃气为氢气,流量为40 mL/min;助燃气为空气,流量为300 mL/min。
沼气中CH4 体积比和H2 S浓度采用气体检测仪(TY-6000,武汉天禹)测定,CO2 体积比采用红外线分析仪(JH-3010E,青岛精诚)测定,NH3 和CO浓度的检测分别参照《环境空气和废气 氨的测定 纳氏试剂分光光度法》(HJ 533—2009)和《固定污染源废气 一氧化碳的测定 定电位电解法》(HJ 973—2018)执行。
2 结果与讨论
2.1 TMAH与TOC去除效果
负荷提升期间,UASB反应器部分运行工况的进出水TMAH和TOC浓度见表2 。
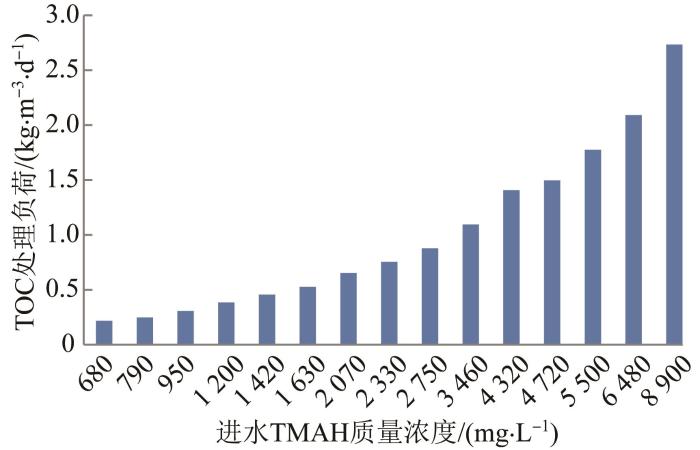
由表2 可见,在进水TMAH质量浓度为2 070~8 900 mg/L时,经厌氧生化反应后,显影液废水中的TMAH几乎被完全去除;在UASB进水TOC为1 046.2~4 380.8 mg/L时,出水TOC为37.2~102.4 mg/L,TOC去除率均高于96.4%,其中当进水TMAH质量浓度为8 900 mg/L时,TOC去除率可达97.7%。显影液废水经UASB处理后,不仅TMAH被有效去除,出水中有机物浓度也大幅降低。此外,在UASB反应器负荷提升期间,TOC处理负荷随进水TMAH浓度提升而逐渐升高(图2 )。当反应器在进水TMAH质量浓度为8 900 mg/L的工况下稳定运行时,TOC处理负荷高达2.73 kg/(m3 ·d)。
图2
图2
负荷提升期间TOC处理负荷
Fig. 2
TOC loading rate during load increase period
T. H. HU等〔10 〕 采用摇瓶试验考察了不同初始TMAH浓度对厌氧污泥降解活性的影响,结果表明,当初始TMAH质量浓度由1 500~3 000 mg/L升高至4 500 mg/L以上时,厌氧污泥对TMAH的降解速率由7.1~9.5 mg/(g·h)大幅降低至0.5 mg/(g·h)以下,即高浓度TMAH会对厌氧污泥降解活性产生抑制。而本试验中UASB反应器在进水TMAH质量浓度为8 900 mg/L工况下仍能长期稳定运行,并未观察到厌氧污泥降解活性受到明显抑制,这可能与本试验采用的UASB反应器设计有内循环有关。通过在反应器污泥悬浮区和三相分离区之间设置循环管,将泥水混合液通过循环泵回流至底部进水区,可以解决传统UASB中污泥与废水混合不充分以及易受进水浓度冲击的问题。本试验中内回流液量与进水流量比为60∶1,利用高比例回流液对反应器进水中高浓度TMAH不断进行稀释,可降低进水TMAH浓度对厌氧污泥的影响,增强反应器对废水水质变化以及毒性物质的适应能力,因此反应器可以承受较高的进水TMAH浓度。
2.2 进出水TN与NH3 -N变化
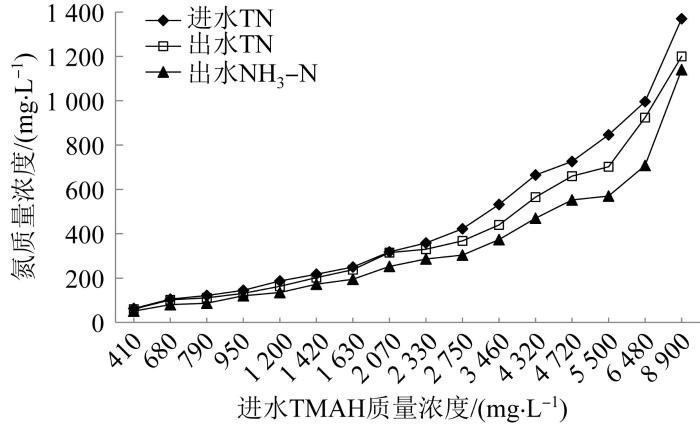
在UASB反应器负荷提升期间,进水TMAH质量浓度由410 mg/L逐步提升至8 900 mg/L,各TMAH进水浓度工况下UASB进出水TN与出水NH3 -N浓度的变化见图3 。
图3
图3
负荷提升期间UASB进出水TN与出水NH3 -N
Fig. 3
TN and NH3 -N concentrations of UASB influent and effluent during load increase period
由图3 可知,随着进水TMAH质量浓度逐渐提高,出水NH3 -N和TN质量浓度也相应升高,各工况下出水ρ (NH3 -N)/ρ (TN)均大于0.8,说明进水中超过80%的有机氮经过厌氧处理已经转化为NH3 -N。另外,UASB反应器在进水TMAH质量浓度为8 900 mg/L工况下稳定运行时,出水NH3 -N质量浓度最高达到1 260 mg/L,ρ (NH3 -N)/ρ (TN)最高为0.97(表3 ),表明UASB反应器在降解TMAH的同时,进水中的有机氮已经几乎全部经氨化反应转化为了NH3 -N。
通过计算发现,各TMAH进水浓度工况下反应器对进水TN的去除率为4.5%~17.3%,TN可能是通过反应器中厌氧微生物生长增殖发生同化作用而被去除。尽管UASB工艺不能将废显影液中的TN有效去除,但能将TMAH中的有机氮大部分转化为无机态的氨氮,大幅降低废显影液的毒性,有利于后续处理工艺进一步脱氮。
2.3 进出水COD的变化
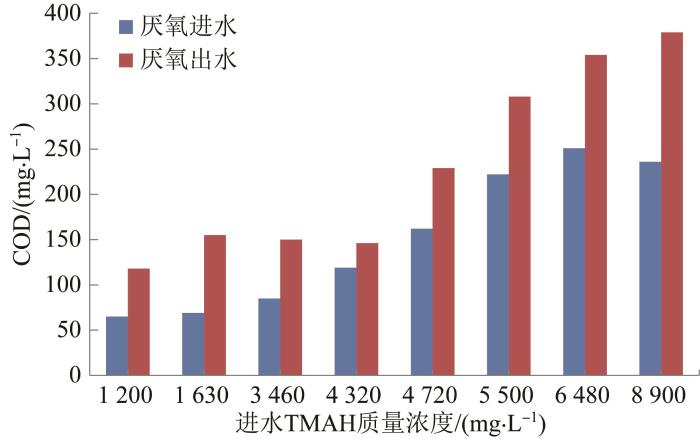
负荷提升期间,UASB反应器在部分TMAH进水浓度工况下的进出水COD如图4 所示。
图4
图4
负荷提升期间UASB进出水COD
Fig. 4
COD of UASB influent and effluent during load increase period
图4 数据表明,在各TMAH进水浓度工况下,UASB出水COD均高于进水;且随着进水TMAH质量浓度逐渐提高,UASB出水COD也相应升高。在进水TMAH质量浓度为8 900 mg/L的工况下,进水COD为236 mg/L,出水COD为379 mg/L。由于TMAH不能被K2 Cr2 O7 氧化〔11 〕 ,进水中的COD不能反映废显影液中有机物的实际浓度,因此测得的进水COD较低。
Bing LIU等〔12 〕 的研究表明,TMAH厌氧降解菌可能为甲基营养型产甲烷菌,TMAH厌氧脱甲基过程的中间产物为三甲胺、二甲胺、甲胺和甲醇,最终产物是NH4 + 、CH4 和CO2 ,具体降解机理见式(1)~式(5)。
(CH3 )4 NOH→ 3 )3 N+CH3 OH(1)
(CH3 )3 N+H2 O→ 3 )2 NH+CH3 OH(2)
(CH3 )2 NH+H2 O→ 3 NH2 +CH3 OH(3)
CH3 NH2 +2H2 O→ 3 OH+NH4 + +OH- (4)
4CH3 OH→ 4 +CO2 +2H2 O(5)
试验过程中,针对UASB负荷提升期不同运行工况下出水中三甲胺、二甲胺和甲胺的浓度进行了检测,结果见表4 。各运行工况下出水中均含有一定浓度的三甲胺、二甲胺和甲胺,这与Juan LÜ等〔8 〕 的试验结果相同。UASB出水中测得的COD主要由这3种中间产物构成。
2.4 沼气生成情况
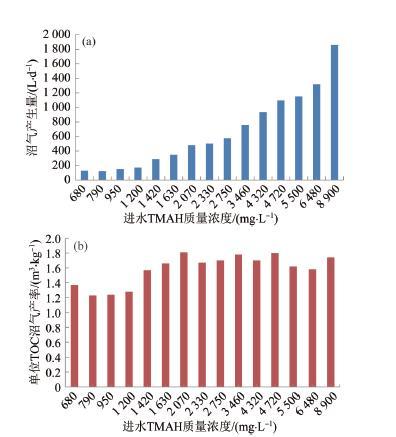
负荷提升期间,UASB反应器沼气产生量见图5 (a)。根据UASB进出水TOC浓度、废液日处理量以及沼气日产生量,可计算各工况的沼气产率,结果见图5 (b)。
图5
图5
负荷提升期间UASB沼气产生量(a)及沼气产率(b)
Fig.5
Biogas production (a) and biogas production rate (b) of UASB during load increase period
如图5 (a)所示,UASB反应器负荷提升期间,沼气产生量随进水TMAH质量浓度提升而逐渐升高。当反应器在进水TMAH质量浓度为8 900 mg/L的工况下稳定运行时,沼气产生量最高可达1 860 L/d。图5 (b)数据表明,当进水TMAH质量浓度为680~1 200 mg/L时,单位TOC沼气产率为1.23~1.37 m3 /kg;当进水TMAH质量浓度提高至1 420~8 900 mg/L时,单位TOC沼气产率升高至1.57~1.81 m3 /kg。根据式(1)~式(5)计算出的TMAH的单位TOC理论沼气产率为1.87 m3 /kg,与试验中测得的结果较为接近。
在UASB反应器稳定运行期还对沼气成分进行了检测,结果表明,TMAH厌氧降解生成沼气的主要成分是CH4 和CO2 ,含有少量NH3 和极少量H2 S。沼气中含有NH3 可能是TMAH厌氧降解生成的部分NH4 + 由液相迁移至气相所致。此外,试验得出沼气中CH4 和CO2 的体积比为3.26,与式(5)的理论值3较为接近。
2.5 运行费用分析
中试试验过程中,UASB反应器进水加热电耗为16.83 kW·h/m3 ,泵提升电耗为5.29 kW·h/m3 ,处理废水的电耗合计为22.12 kW·h/m3 ,工厂电价按0.50元/(kW·h)计,则废水处理电耗费用为11.06元/m3 。另试验过程需消耗盐酸、氢氧化钠、营养液等药剂,废水处理药剂费用为2.16元/m3 。直接运行费用(电耗和药剂)为13.22元/m3 。工程实践中可通过锅炉燃烧沼气回收热量,补偿UASB反应器进水加热所需能耗,从而降低废水处理系统运行费用。
3 结论
(1)采用UASB对液晶面板显影液废水进行中试处理研究,UASB能有效去除显影液废水中的TMAH,并将废水中的有机氮大部分转化为NH3 -N。在进水TMAH质量浓度为8 900 mg/L、TOC为4 380.8 mg/L、TN为1 370 mg/L时,出水TMAH质量浓度低于0.5 mg/L,TOC去除率高达97.7%,出水中TN转化为NH3 -N的质量分数约为93%~97%。
(2)液晶面板显影液废水厌氧降解的沼气产率为1.57~1.81 m3 /kg,沼气的主要成分是CH4 和CO2 ,两者体积比为3.26。
(3)液晶面板显影液废水经UASB处理后,出水中仍含有大量NH3 -N,可采用生物脱氮或氨吹脱等工艺进一步处理去除。
参考文献
View Option
[1]
MORI I C ARIAS-BARREIRO C R KOUTSAFTIS A et al Toxicity of tetramethylammonium hydroxide to aquatic organisms and its synergistic action with potassium iodide
[J]. Chemosphere ,2015 ,120 :299 -304 . doi:10.1016/j.chemosphere.2014.07.011
[本文引用: 1]
[2]
WANG Chiwei LIANG Chenju Oxidative degradation of TMAH solution with UV persulfate activation
[J]. Chemical Engineering Journal ,2014 ,254 :472 -478 . doi:10.1016/j.cej.2014.05.116
[本文引用: 1]
[3]
KIM T K KIM T LEE I et al Removal of tetramethylammonium hydroxide(TMAH) in semiconductor wastewater using the nano-ozone H2 O2 process
[J]. Journal of Hazardous Materials ,2021 ,409 :123759 . doi:10.1016/j.jhazmat.2020.123759
[本文引用: 1]
[4]
GOVARDHAN B FATIMA S KALYANI S et al An integrated approach of membrane and resin for processing highly toxic and corrosive tetramethylammonium hydroxide alkali to ultrahigh purity
[J]. Journal of Environmental Chemical Engineering ,2021 ,9 (5 ):106125 . doi:10.1016/j.jece.2021.106125
[本文引用: 1]
[5]
NOOR I E COENEN J MARTIN A et al Experimental investigation and techno-economic analysis of tetramethylammonium hydroxide removal from wastewater in nano-electronics manufacturing via membrane distillation
[J]. Journal of Membrane Science ,2019 ,579 :283 -293 . doi:10.1016/j.memsci.2019.02.067
[本文引用: 1]
[6]
WU Yiju IRMAYANI L SETIYAWAN A A et al Aerobic degradation of high tetramethylammonium hydroxide(TMAH) and its impacts on nitrification and microbial community
[J]. Chemosphere ,2020 ,258 :127146 . doi:10.1016/j.chemosphere.2020.127146
[本文引用: 1]
[7]
HU T H WHANG L M HUANG Chiyu Methanogenic degradation of tetramethylammonium hydroxide by methanomethylovorans and methanosarcina
[J]. Journal of Hazardous Materials ,2018 ,357 :180 -186 . doi:10.1016/j.jhazmat.2018.05.059
[本文引用: 1]
[8]
Juan LÜ WANG Yan FU Mengya et al Removal of tetramethylammonium hydroxide(TMAH) from thin-film transistor liquid crystal display(TFT-LCD) industry wastewater by hydrolysis acidification-aerobic and anaerobic processes
[J]. Journal of Cleaner Production ,2021 ,279 :123502 . doi:10.1016/j.jclepro.2020.123502
[本文引用: 2]
[9]
国家环境保护总局 水和废水监测分析方法 [M]. 4版 . 北京 :中国环境科学出版社 ,2002 :254 -279 .
[本文引用: 1]
State Environmental Protection Administration Methods for monitoring and analysis of water and wastewater [M]. 4th. Beijing :China Environmental Science Press ,2002 :254 -279 .
[本文引用: 1]
[10]
HU T H WHANG L M LIU P W G et al Biological treatment of TMAH(tetra-methyl ammonium hydroxide) in a full-scale TFT-LCD wastewater treatment plant
[J]. Bioresource Technology ,2012 ,113 :303 -310 . doi:10.1016/j.biortech.2012.02.070
[本文引用: 1]
[11]
CHANG K F YANG S Y YOU H S et al Anaerobic treatment of tetra-methyl ammonium hydroxide(TMAH) containing wastewater
[J]. IEEE Transactions on Semiconductor Manufacturing ,2008 ,21 (3 ):486 -491 . doi:10.1109/tsm.2008.2001227
[本文引用: 1]
[12]
LIU Bing YOSHINAGA K WU J H et al Kinetic analysis of biological degradation for tetramethylammonium hydroxide(TMAH) in the anaerobic activated sludge system at ambient temperature
[J]. Biochemical Engineering Journal ,2016 ,114 :42 -49 . doi:10.1016/j.bej.2016.06.020
[本文引用: 1]
Toxicity of tetramethylammonium hydroxide to aquatic organisms and its synergistic action with potassium iodide
1
2015
... 液面面板生产时光刻、显影、蚀刻等工艺需要使用显影液溶解去除玻璃基板上曝光区域的光刻胶.显影液的主要成分是四甲基氢氧化铵(TMAH),质量浓度高达20 g/L以上.TMAH具有强碱性和腐蚀性,且对人体和水生生物具有急性毒性〔1 〕 .光电显示生产行业通常将废显影液作为危险废弃物委外处置,但费用高昂.近年来,随着光电显示行业的快速发展,废显影液产生量逐年增多,亟需探寻一种有效且经济的处理方式. ...
Oxidative degradation of TMAH solution with UV persulfate activation
1
2014
... 有研究采用紫外活化过硫酸盐氧化〔2 〕 、臭氧纳米气泡协同双氧水氧化〔3 〕 、纳滤膜分离结合树脂吸附〔4 〕 、膜蒸馏〔5 〕 等方法对TMAH进行处理,但这些方法由于普遍存在能耗高、投资大、反应条件苛刻等问题,难以工业化应用.还有液晶面板工厂尝试将废显影液排至厂内废水站,与其他有机废水合并进行厌氧/好氧(A/O)生化处理,但运行过程中发现,TMAH会抑制好氧池硝化反应,导致出水NH3 -N与TN不达标.Yiju WU等〔6 〕 研究发现,当好氧反应器中TMAH的质量浓度超过550 mg/L时,硝化反应即会延迟滞后,且滞后时间随TMAH浓度升高而延长.也有研究者指出TMAH能被厌氧微生物降解〔7 〕 ,降解中间产物包括三甲胺、二甲胺和甲胺,最终产物是NH4 + 、CH4 和CO2 .Juan LÜ等〔8 〕 采用序批式中温厌氧反应器分别处理TMAH质量浓度为1 000 mg/L的模拟废水和实际废水,TMAH均能在24 h内几乎被完全降解. ...
Removal of tetramethylammonium hydroxide(TMAH) in semiconductor wastewater using the nano-ozone H2 O2 process
1
2021
... 有研究采用紫外活化过硫酸盐氧化〔2 〕 、臭氧纳米气泡协同双氧水氧化〔3 〕 、纳滤膜分离结合树脂吸附〔4 〕 、膜蒸馏〔5 〕 等方法对TMAH进行处理,但这些方法由于普遍存在能耗高、投资大、反应条件苛刻等问题,难以工业化应用.还有液晶面板工厂尝试将废显影液排至厂内废水站,与其他有机废水合并进行厌氧/好氧(A/O)生化处理,但运行过程中发现,TMAH会抑制好氧池硝化反应,导致出水NH3 -N与TN不达标.Yiju WU等〔6 〕 研究发现,当好氧反应器中TMAH的质量浓度超过550 mg/L时,硝化反应即会延迟滞后,且滞后时间随TMAH浓度升高而延长.也有研究者指出TMAH能被厌氧微生物降解〔7 〕 ,降解中间产物包括三甲胺、二甲胺和甲胺,最终产物是NH4 + 、CH4 和CO2 .Juan LÜ等〔8 〕 采用序批式中温厌氧反应器分别处理TMAH质量浓度为1 000 mg/L的模拟废水和实际废水,TMAH均能在24 h内几乎被完全降解. ...
An integrated approach of membrane and resin for processing highly toxic and corrosive tetramethylammonium hydroxide alkali to ultrahigh purity
1
2021
... 有研究采用紫外活化过硫酸盐氧化〔2 〕 、臭氧纳米气泡协同双氧水氧化〔3 〕 、纳滤膜分离结合树脂吸附〔4 〕 、膜蒸馏〔5 〕 等方法对TMAH进行处理,但这些方法由于普遍存在能耗高、投资大、反应条件苛刻等问题,难以工业化应用.还有液晶面板工厂尝试将废显影液排至厂内废水站,与其他有机废水合并进行厌氧/好氧(A/O)生化处理,但运行过程中发现,TMAH会抑制好氧池硝化反应,导致出水NH3 -N与TN不达标.Yiju WU等〔6 〕 研究发现,当好氧反应器中TMAH的质量浓度超过550 mg/L时,硝化反应即会延迟滞后,且滞后时间随TMAH浓度升高而延长.也有研究者指出TMAH能被厌氧微生物降解〔7 〕 ,降解中间产物包括三甲胺、二甲胺和甲胺,最终产物是NH4 + 、CH4 和CO2 .Juan LÜ等〔8 〕 采用序批式中温厌氧反应器分别处理TMAH质量浓度为1 000 mg/L的模拟废水和实际废水,TMAH均能在24 h内几乎被完全降解. ...
Experimental investigation and techno-economic analysis of tetramethylammonium hydroxide removal from wastewater in nano-electronics manufacturing via membrane distillation
1
2019
... 有研究采用紫外活化过硫酸盐氧化〔2 〕 、臭氧纳米气泡协同双氧水氧化〔3 〕 、纳滤膜分离结合树脂吸附〔4 〕 、膜蒸馏〔5 〕 等方法对TMAH进行处理,但这些方法由于普遍存在能耗高、投资大、反应条件苛刻等问题,难以工业化应用.还有液晶面板工厂尝试将废显影液排至厂内废水站,与其他有机废水合并进行厌氧/好氧(A/O)生化处理,但运行过程中发现,TMAH会抑制好氧池硝化反应,导致出水NH3 -N与TN不达标.Yiju WU等〔6 〕 研究发现,当好氧反应器中TMAH的质量浓度超过550 mg/L时,硝化反应即会延迟滞后,且滞后时间随TMAH浓度升高而延长.也有研究者指出TMAH能被厌氧微生物降解〔7 〕 ,降解中间产物包括三甲胺、二甲胺和甲胺,最终产物是NH4 + 、CH4 和CO2 .Juan LÜ等〔8 〕 采用序批式中温厌氧反应器分别处理TMAH质量浓度为1 000 mg/L的模拟废水和实际废水,TMAH均能在24 h内几乎被完全降解. ...
Aerobic degradation of high tetramethylammonium hydroxide(TMAH) and its impacts on nitrification and microbial community
1
2020
... 有研究采用紫外活化过硫酸盐氧化〔2 〕 、臭氧纳米气泡协同双氧水氧化〔3 〕 、纳滤膜分离结合树脂吸附〔4 〕 、膜蒸馏〔5 〕 等方法对TMAH进行处理,但这些方法由于普遍存在能耗高、投资大、反应条件苛刻等问题,难以工业化应用.还有液晶面板工厂尝试将废显影液排至厂内废水站,与其他有机废水合并进行厌氧/好氧(A/O)生化处理,但运行过程中发现,TMAH会抑制好氧池硝化反应,导致出水NH3 -N与TN不达标.Yiju WU等〔6 〕 研究发现,当好氧反应器中TMAH的质量浓度超过550 mg/L时,硝化反应即会延迟滞后,且滞后时间随TMAH浓度升高而延长.也有研究者指出TMAH能被厌氧微生物降解〔7 〕 ,降解中间产物包括三甲胺、二甲胺和甲胺,最终产物是NH4 + 、CH4 和CO2 .Juan LÜ等〔8 〕 采用序批式中温厌氧反应器分别处理TMAH质量浓度为1 000 mg/L的模拟废水和实际废水,TMAH均能在24 h内几乎被完全降解. ...
Methanogenic degradation of tetramethylammonium hydroxide by methanomethylovorans and methanosarcina
1
2018
... 有研究采用紫外活化过硫酸盐氧化〔2 〕 、臭氧纳米气泡协同双氧水氧化〔3 〕 、纳滤膜分离结合树脂吸附〔4 〕 、膜蒸馏〔5 〕 等方法对TMAH进行处理,但这些方法由于普遍存在能耗高、投资大、反应条件苛刻等问题,难以工业化应用.还有液晶面板工厂尝试将废显影液排至厂内废水站,与其他有机废水合并进行厌氧/好氧(A/O)生化处理,但运行过程中发现,TMAH会抑制好氧池硝化反应,导致出水NH3 -N与TN不达标.Yiju WU等〔6 〕 研究发现,当好氧反应器中TMAH的质量浓度超过550 mg/L时,硝化反应即会延迟滞后,且滞后时间随TMAH浓度升高而延长.也有研究者指出TMAH能被厌氧微生物降解〔7 〕 ,降解中间产物包括三甲胺、二甲胺和甲胺,最终产物是NH4 + 、CH4 和CO2 .Juan LÜ等〔8 〕 采用序批式中温厌氧反应器分别处理TMAH质量浓度为1 000 mg/L的模拟废水和实际废水,TMAH均能在24 h内几乎被完全降解. ...
Removal of tetramethylammonium hydroxide(TMAH) from thin-film transistor liquid crystal display(TFT-LCD) industry wastewater by hydrolysis acidification-aerobic and anaerobic processes
2
2021
... 有研究采用紫外活化过硫酸盐氧化〔2 〕 、臭氧纳米气泡协同双氧水氧化〔3 〕 、纳滤膜分离结合树脂吸附〔4 〕 、膜蒸馏〔5 〕 等方法对TMAH进行处理,但这些方法由于普遍存在能耗高、投资大、反应条件苛刻等问题,难以工业化应用.还有液晶面板工厂尝试将废显影液排至厂内废水站,与其他有机废水合并进行厌氧/好氧(A/O)生化处理,但运行过程中发现,TMAH会抑制好氧池硝化反应,导致出水NH3 -N与TN不达标.Yiju WU等〔6 〕 研究发现,当好氧反应器中TMAH的质量浓度超过550 mg/L时,硝化反应即会延迟滞后,且滞后时间随TMAH浓度升高而延长.也有研究者指出TMAH能被厌氧微生物降解〔7 〕 ,降解中间产物包括三甲胺、二甲胺和甲胺,最终产物是NH4 + 、CH4 和CO2 .Juan LÜ等〔8 〕 采用序批式中温厌氧反应器分别处理TMAH质量浓度为1 000 mg/L的模拟废水和实际废水,TMAH均能在24 h内几乎被完全降解. ...
... 试验过程中,针对UASB负荷提升期不同运行工况下出水中三甲胺、二甲胺和甲胺的浓度进行了检测,结果见表4 .各运行工况下出水中均含有一定浓度的三甲胺、二甲胺和甲胺,这与Juan LÜ等〔8 〕 的试验结果相同.UASB出水中测得的COD主要由这3种中间产物构成. ...
1
2002
... NH3 -N、TN、COD、pH、MLSS等指标的分析按国家标准方法执行〔9 〕 .TOC采用TOC测定仪(Multi N/C 3100,Jena Co., Germany)检测.TMAH浓度采用离子色谱法(ICS-1100,Thermo,USA)测定,色谱柱为CS12A,尺寸为D 4 mm×250 mm,柱温30 ℃,淋洗液为甲磺酸(MSA,20 mmol/L),流速为1 mL/min,进样器体积为25 μL,配备电导检测器.中间产物三甲胺、二甲胺和甲胺的浓度采用气相色谱检测,色谱柱为CP-Volamine(CP7447,30 m×0.32 mm),进样口温度250 ℃;柱温先在40 ℃维持3 min,再以10 ℃/min的速率梯度升温到280 ℃;FID检测器温度为300 ℃,分流比为10∶1;进样体积为2 µL,载气为氦气,流量为20 mL/min;燃气为氢气,流量为40 mL/min;助燃气为空气,流量为300 mL/min. ...
1
2002
... NH3 -N、TN、COD、pH、MLSS等指标的分析按国家标准方法执行〔9 〕 .TOC采用TOC测定仪(Multi N/C 3100,Jena Co., Germany)检测.TMAH浓度采用离子色谱法(ICS-1100,Thermo,USA)测定,色谱柱为CS12A,尺寸为D 4 mm×250 mm,柱温30 ℃,淋洗液为甲磺酸(MSA,20 mmol/L),流速为1 mL/min,进样器体积为25 μL,配备电导检测器.中间产物三甲胺、二甲胺和甲胺的浓度采用气相色谱检测,色谱柱为CP-Volamine(CP7447,30 m×0.32 mm),进样口温度250 ℃;柱温先在40 ℃维持3 min,再以10 ℃/min的速率梯度升温到280 ℃;FID检测器温度为300 ℃,分流比为10∶1;进样体积为2 µL,载气为氦气,流量为20 mL/min;燃气为氢气,流量为40 mL/min;助燃气为空气,流量为300 mL/min. ...
Biological treatment of TMAH(tetra-methyl ammonium hydroxide) in a full-scale TFT-LCD wastewater treatment plant
1
2012
... T. H. HU等〔10 〕 采用摇瓶试验考察了不同初始TMAH浓度对厌氧污泥降解活性的影响,结果表明,当初始TMAH质量浓度由1 500~3 000 mg/L升高至4 500 mg/L以上时,厌氧污泥对TMAH的降解速率由7.1~9.5 mg/(g·h)大幅降低至0.5 mg/(g·h)以下,即高浓度TMAH会对厌氧污泥降解活性产生抑制.而本试验中UASB反应器在进水TMAH质量浓度为8 900 mg/L工况下仍能长期稳定运行,并未观察到厌氧污泥降解活性受到明显抑制,这可能与本试验采用的UASB反应器设计有内循环有关.通过在反应器污泥悬浮区和三相分离区之间设置循环管,将泥水混合液通过循环泵回流至底部进水区,可以解决传统UASB中污泥与废水混合不充分以及易受进水浓度冲击的问题.本试验中内回流液量与进水流量比为60∶1,利用高比例回流液对反应器进水中高浓度TMAH不断进行稀释,可降低进水TMAH浓度对厌氧污泥的影响,增强反应器对废水水质变化以及毒性物质的适应能力,因此反应器可以承受较高的进水TMAH浓度. ...
Anaerobic treatment of tetra-methyl ammonium hydroxide(TMAH) containing wastewater
1
2008
... 图4 数据表明,在各TMAH进水浓度工况下,UASB出水COD均高于进水;且随着进水TMAH质量浓度逐渐提高,UASB出水COD也相应升高.在进水TMAH质量浓度为8 900 mg/L的工况下,进水COD为236 mg/L,出水COD为379 mg/L.由于TMAH不能被K2 Cr2 O7 氧化〔11 〕 ,进水中的COD不能反映废显影液中有机物的实际浓度,因此测得的进水COD较低. ...
Kinetic analysis of biological degradation for tetramethylammonium hydroxide(TMAH) in the anaerobic activated sludge system at ambient temperature
1
2016
... Bing LIU等〔12 〕 的研究表明,TMAH厌氧降解菌可能为甲基营养型产甲烷菌,TMAH厌氧脱甲基过程的中间产物为三甲胺、二甲胺、甲胺和甲醇,最终产物是NH4 + 、CH4 和CO2 ,具体降解机理见式(1)~式(5) . ...





 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}