


我国竹浆生产工艺大部分采用化学法制浆,其生产过程中产生的废水水量大、污染物浓度高、色度高,此外其还含有大量的糖类、有机酸、氨基酸、黄酮、丹宁酸等有机物,增加了废水处理的难度。在竹浆生产中,制浆黑液是主要的污染物质来源。随着碱回收技术的逐步完善,采用化学法制浆的竹浆厂都采用蒸发浓缩、燃烧法处理黑液中的有机物并回收无机碱,因此由洗竹水、漂白水、污冷凝水和车间冲洗水组成的中段水成为了废水的来源。虽然该废水中污染物质大幅减少,但仍存在黑液硅含量高、黑液蒸发效率低等问题,影响化学品和热能的回收。
高得率制浆工艺具有流程简单、生产成本低、生产过程清洁等先天优势,因此被广泛应用。高得率制浆废水因有机溶出物少,通常采用以厌氧、好氧为主的二级生物处理工艺对其进行处理〔4〕,残余有机物采用混凝、高级氧化等方法予以去除。该处理工艺中,污染负荷削减的关键在于生物处理效率的提高。探讨竹材高得率制浆废水的生物处理性能对于实现废水的高效低成本处理尤其重要。
1 材料与方法
1.1 实验材料
废水为竹材高得率制浆中试废水,制浆用材为四川慈竹(Neosinocalamus affinis)。制浆工艺为:称取绝干质量为37 kg的新鲜竹片依次进行水洗、脱水、汽蒸15 min、双螺杆挤压机(TSPI)挤压后,将所得材料用分级筛过筛、去掉碎末(去除率20%)后分成4份,加入化学品进行一段浸渍处理,处理完毕经TSPI挤压,再加入化学品进行二段浸渍,待二段浸渍结束后将物料磨解至4个不同游离度,洗涤筛浆后进行手抄片抄造。一段和二段浸渍共设置4条工艺路线,各工艺路线所采用的具体工艺条件见表1。其中4#工艺采用了漂白工艺路线,即为了提高纸浆白度,一段和二段浸渍时在添加氢氧化钠的同时,还添加漂白试剂过氧化氢及辅助漂白试剂硅酸钠和二乙基三胺五乙酸(DTPA)。
表1 慈竹高得率制浆工艺条件
Table 1
| 工艺流程 | 项目 | 1# | 2# | 3# | 4# |
|---|---|---|---|---|---|
| 一段浸渍 | 氢氧化钠/(kg·t-1) | 20 | 30 | 30 | 30 |
| 过氧化氢/(kg·t-1) | 0 | 0 | 0 | 20 | |
| 硅酸钠/(kg·t-1) | 0 | 0 | 0 | 5 | |
| DTPA/(kg·t-1) | 0 | 0 | 0 | 2 | |
| 温度/℃ | 95 | 95 | 95 | 95 | |
| 浆液含固率/% | 30 | 30 | 30 | 30 | |
| 保温时间/ min | 45 | 45 | 45 | 45 | |
| 二段浸渍 | 氢氧化钠/(kg·t-1) | 30 | 30 | 40 | 30 |
| 过氧化氢/(kg·t-1) | 0 | 0 | 0 | 40 | |
| 硅酸钠/(kg·t-1) | 0 | 0 | 0 | 10 | |
| DTPA/(kg·t-1) | 0 | 0 | 0 | 3 | |
| 温度/ ℃ | 95~100 | 95~100 | 95~100 | 89 | |
| 浆液含固率/% | 30 | 30 | 30 | 25 | |
| 保温时间/ min | 60 | 60 | 60 | 40 |
在以上制浆过程中会产生废水,各污染发生点如图1所示,废水主要来源于蒸挤、浸渍与洗浆段。分别收集各段的废水,立即检测废水的pH,然后密封废水,将其置于4 ℃冷库中贮存备用。
图1
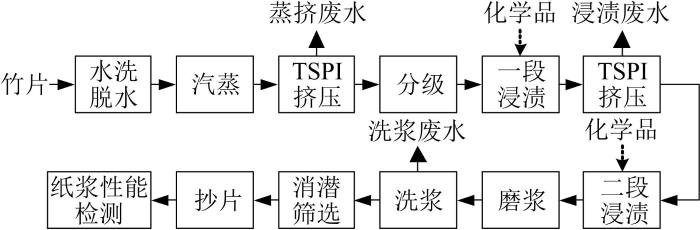
图1
慈竹高得率制浆中试流程及废水收集点
Fig. 1
Pilot scale process and wastewater collection points of high-yield pulping of Neosinocalamus affinis
1.2 实验装置与分析方法
1.2.1 废水的生物处理性能测试
采用有氧/厌氧呼吸仪(PF-8000,美国RSA公司)测定废水的生物处理性能。
(1)营养物/矿物质/缓冲液配方。①矿基Ⅰ:称取0.25 g CoCl2·6H2O、0.005 g Na2MoO4·2H2O、0.025 g ZnCl2、5.0 g FeCl3·6H2O、0.025 g NiCl2·6H2O、0.025 g H3BO3、0.05 g MnCl2·4H2O、0.007 g CuCl2·2H2O、0.025 g Na2SeO4溶解在800 mL去离子水中,稀释至1.0 L。②矿基Ⅱ:称取27.7 g CaCl2、101 g MgCl2·7H2O溶解在800 mL去离子水中,稀释至1.0 L。③营养基:称取38.2 g NH4Cl、15 g Na2SO4溶解在800 mL去离子水中,用质量分数为50%的NaOH溶液中和至pH=7,稀释到1 L。④缓冲基:将204 g KH2PO4溶解在800 mL去离子水中,用NaOH调节pH至7.0~7.2,稀释至1.0 L。⑤硝化抑制剂,为10 g/L丙烯基硫脲(ATU)溶液。
(2)有氧测试分析。①测试用活性污泥质量按1.2 g计,根据食微比〔F/M,其计算式为F/M=(废水COD×废水体积)/活性污泥质量〕向反应瓶中加入一定体积废水,再向废水中加入50 mL去离子水对其进行稀释。②按单位COD各矿基投加量为5 mL/g向上述稀释后的废水中分别添加矿基Ⅰ和矿基Ⅱ。③按m(COD)∶m(TN)=60∶1继续向废水中添加一定体积的营养基(如果样品中存在足够量的TN,则不添加)。④按单位COD缓冲基投加量为20 mL/g继续向废水中添加一定体积的缓冲基。⑤在CO2吸收瓶中加入5 mL质量分数为30% KOH溶液。⑥向添加矿基、营养基、缓冲基后的稀释废水中加入1.2 g活性污泥,再加入去离子水至总体积为400 mL,盖紧瓶盖,5 min内放入有氧/厌氧呼吸仪进行测试。
1.2.2 制浆废水污染物分析方法
采用玻璃电极法(HJ 1147—2020)测定废水pH;采用重铬酸钾法(HJ 828—2017)测定COD;采用重量法(GB 11901—1989)测定TS和SS;采用纳式试剂比色法(HJ 535—2009)测定NH3-N;采用钼酸铵分光光度法(GB 11893—1989)测定TP;采用multi N/C 2100总有机碳/总氮分析仪(德国耶拿公司)测定TOC和TN;采用DDS-11A电导率仪(上海雷磁)测定电导率。
2 结果与讨论
2.1 废水的污染负荷
测试各工艺路线蒸挤、浸渍、洗浆3工段所排放废水的污染指标,结果见表2。
表2 四川慈竹高得率制浆废水污染负荷
Table 2
| 工艺 | 废水发生量/(m3·t-1) | pH | COD/(mg·L-1) | TS/(mg·L-1) | SS/(mg·L-1) | NH3-N/(mg·L-1) | TN/(mg·L-1) | TOC/(g·L-1) | TP/(mg·L-1) | 电导率/(mS·cm-1) | COD发生量/(kg·t-1) | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 蒸挤 | 0.65 | 6.69 | 1.12×104 | 1 677 | 824 | 53 | 106 | 3.28 | 46 | 1.36 | 7.33 | |
| 1# | 浸渍 | 1.32 | 9.20 | 3.44×104 | 8 283 | 4 900 | 93 | 527 | 17.07 | 40 | 13.28 | 45.39 |
| 洗浆 | 4.23 | 10.14 | 2.98×104 | 18 560 | 471 | 65 | 179 | 11.18 | 34 | 11.62 | 126.16 | |
| 合计 | 6.20 | 178.88 | ||||||||||
| 2# | 浸渍 | 1.22 | 10.03 | 4.64×104 | 47 936 | 8 374 | 125 | 693 | 21.03 | 52 | 19.70 | 56.57 |
| 洗浆 | 4.90 | 10.70 | 3.69×104 | 9 893 | 224 | 100 | 354 | 15.49 | 25 | 10.83 | 180.98 | |
| 合计 | 6.77 | 244.88 | ||||||||||
| 3# | 浸渍 | 1.22 | 10.03 | 4.64×104 | 47 936 | 8 374 | 125 | 693 | 21.03 | 52 | 19.70 | 56.57 |
| 洗浆 | 5.86 | 11.35 | 4.26×104 | 40 216 | 360 | 125 | 334 | 18.95 | 41 | 14.60 | 249.77 | |
| 合计 | 7.73 | 313.67 | ||||||||||
| 4# | 浸渍 | 0.81 | 8.92 | 1.86×104 | 35154 | 8 873 | 120 | 367 | 11.40 | 66 | 14.18 | 15.10 |
| 洗浆 | 6.07 | 7.94 | 3.35×104 | 26534 | 407 | 15 | 311 | 18.43 | 37 | 15.18 | 203.18 | |
| 合计 | 7.53 | 225.61 | ||||||||||
由表2可知,四川慈竹制浆工艺单位浆料所产生的废水水量为6.20~7.73 m3/t,属于较低的废水发生量,远低于《制浆造纸工业水污染物排放标准》(GB 3544—2008)规定的单位产品(浆)基准排水量(50 m3/t)。由于各种节水措施的应用,现有工艺吨浆排水量已经大幅降低。从1#~3#工艺可以看出,随着制浆用碱量从50 kg/t增加到70 kg/t,排放水pH逐渐增大,COD污染负荷逐步增加。排放废水COD高值发生在浸渍段,而COD发生量集中在洗浆段,蒸挤段不加化学药品,COD发生量最低,1#~4#工艺3工段的单位浆料COD发生总量分别为178.88、244.88、313.67、225.61 kg/t。
2.2 废水好氧降解性能分析
对于4条工艺路线,蒸挤段废水污染负荷发生量是相同的,浸渍段废水污染负荷发生量略有不同,以至于洗浆段废水污染负荷发生量也存在一定差别。选取各工艺的部分工段废水进行有氧呼吸实验,以摄氧率为指标,考察废水的好氧降解性能,以BOD5/COD为指标,考察废水的可生化性。
2.2.1 摄氧率分析
(1)蒸挤废水。取蒸挤段废水,在F/M分别为0.05、0.1、0.2、0.4、0.8条件下进行有氧呼吸实验,废水摄氧率随时间的变化见图2(工序名称后以F/M作数字标识,例如慈竹蒸挤0.05、慈竹浸渍0.05、慈竹2#洗浆0.05等,以下同)。
图2
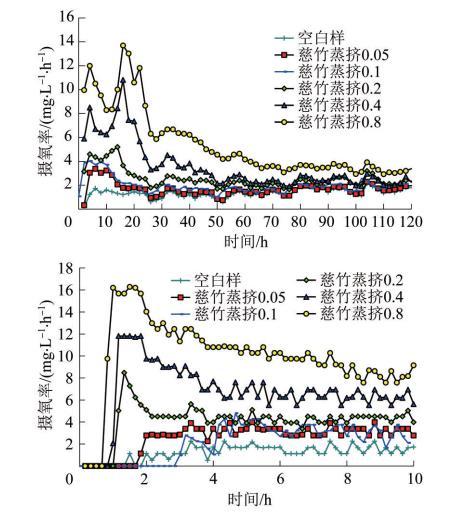
图2
蒸挤废水摄氧率随时间的变化
Fig.2
Change of OUR of steaming extrusion wastewater with time
从图2可以看出,慈竹蒸挤废水在2 h内出现第一个摄氧率峰,说明微生物不需要特别的污泥驯化过程即开始进行耗氧降解;之后在反应的4 h内出现二次峰,应该是废水的第二批次污染物质在污泥适应后开始降解;在反应的第14到第16小时,3个高食微比水样均有一个较高的摄氧率峰出现,低食微比水样则无此峰,说明高食微比条件下的污泥已经适应并大量增殖,污水中易降解成分开始大量被降解,同时也说明该种废水在高食微比条件下设计的水力停留时间不能小于16 h。
(2)浸渍废水。取2#工艺浸渍废水,在F/M分别为0.05、0.1、0.2、0.4、0.8条件下进行有氧呼吸实验,结果见图3。
图3
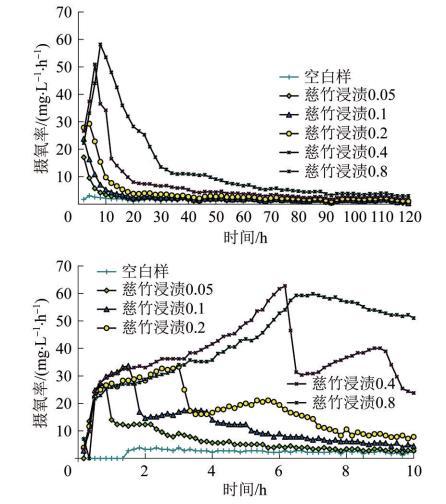
从图3可以看出,对于慈竹浸渍废水,第1个摄氧率峰发生在启动测试的前2 h,对于0.4和0.8的高食微比,第2个峰发生在6~8 h,明显在初始氧化时微生物不足而达不到最大摄氧率,说明此种废水在高食微比条件下微生物也需要一个适应和增殖的过程,并且后续有一个长拖尾,表明废水中有机组分经过30 h处理后其好氧氧化尚未完成。低食微比下水样无明显的二次峰,好氧降解性能较差。
(3)洗浆废水。为对比不同工艺洗浆废水的差别,分别对各个工艺的洗浆废水进行有氧呼吸实验,其中慈竹2#洗浆设4个食微比,分别为0.05、0.1、0.2、0.4,其余洗浆废水食微比均采用0.2。实验结果见图4。
图4
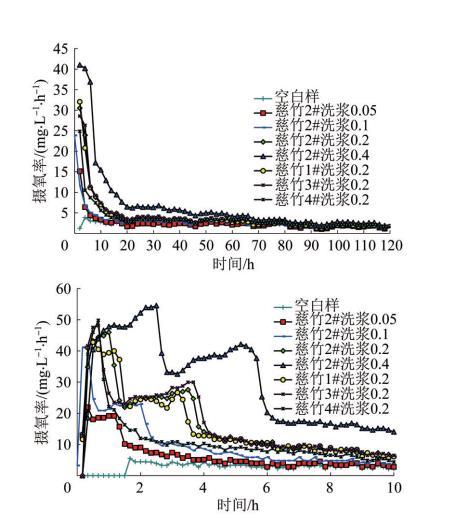
从图4可以看出,慈竹洗浆废水在所有食微比条件下,在泥水接触的开始时间段,微生物即大量耗氧,经10 h后摄氧率迅速回落,20 h后曲线已经进入平缓阶段,说明洗浆废水的生物处理性能较好。此外,相同食微比(0.2)下,1#、2#、3#洗浆废水摄氧率指纹信息基本相同,这是由于3种相对应的工艺在制浆段工艺基本相同,唯一的区别是用碱量的差异,因此在生物处理性能上,它们的差异很小。对比在食微比0.05、0.1、0.2、0.4条件下慈竹2#洗浆废水的摄氧率变化可知,食微比越大,后续出峰时间越慢,意味着污泥需要更长时间去适应和增殖;同时,食微比越大,摄氧率越大,说明该类废水属于可生化降解的废水。慈竹4#洗浆废水的产水制浆工艺与其他工艺有较大不同,除氢氧化钠外,还加入了过氧化氢、硅酸钠和DTPA,其制浆溶出的物质要么是易生物降解的,要么是难生物降解的,其难生物降解的物质在活性污泥短时间的适应后仍不能降解,因此摄氧率曲线上没有二次尖峰。
2.2.2 BOD5/COD分析
根据净摄氧量,计算各时间点废水的BOD5/COD,结果见图5。
图5
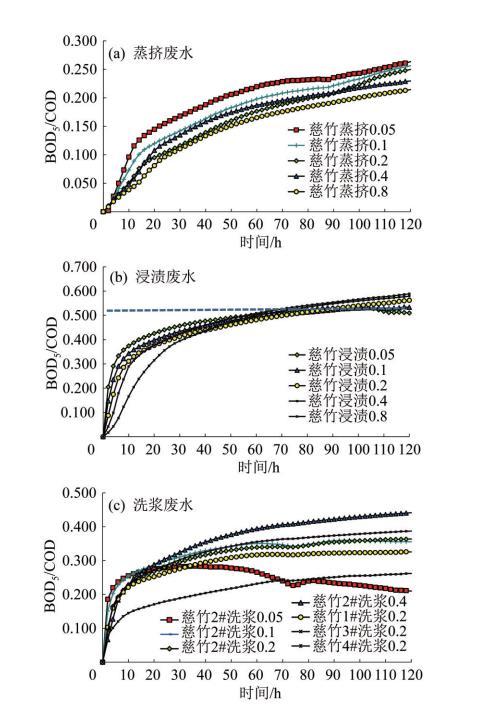
从图5(a)可以看出,对于蒸挤废水,在反应时间为120 h时,各食微比条件下处理后废水BOD5/COD平均为0.243,废水的可生化性不是太好,应加强对废水的物化处理。因其BOD5/COD在90 h后有个翘尾,推测加强水解酸化处理应有助于其可生化性的提高。
从图5(b)可以看出,对于浸渍废水,食微比越低,BOD5上升越快,慈竹浸渍0.05样品在反应时间为5 h时其BOD5/COD已经达到0.350,至反应时间为100 h时BOD5/COD达到0.534,之后随反应继续进行,BOD5/COD变化较小。慈竹浸渍0.05、慈竹浸渍0.1、慈竹浸渍0.2、慈竹浸渍0.4在反应的5~10 h均出现拐点,然而慈竹浸渍0.8直到反应进行24 h左右才出现拐点,此时废水的COD为2 400 mg/L,即在食微比0.8条件下,对水样进行氧化处理的时间较其他食微比条件下要长。从水处理实践来看,好氧段停留时间24 h已经较高,因此对此种废水采用活性污泥法处理时建议进水COD不超过2 400 mg/L。从图5(b)还可以看出,慈竹浸渍0.05氧化处理100 h后,慈竹浸渍0.1氧化处理106 h后,废水BOD5/COD达到顶点,之后处理时间继续延长,其BOD5/COD也不会再发生变化,污泥进入内源呼吸阶段。经过120 h氧化处理,各食微比下的废水BOD5/COD分别为0.534、0.531、0.562、0.589、0.579,BOD5/COD平均值为0.559,可以看出,浸渍废水的可生化性相当好,适宜采用生物处理方式进行处理。同时还可以看出,在氧化处理120 h后,高食微比下的水样仍未达到其BOD5/COD的上限,说明其好氧反应仍未结束。
从图5(c)可以看出,经过120 h氧化处理,洗浆废水的BOD5/COD为0.262到0.441不等,相同的制浆工艺下水样BOD5/COD排序为:慈竹2#洗浆0.4>慈竹2#洗浆0.2>慈竹2#洗浆0.1>慈竹2#洗浆0.05,相同的食微比下水样BOD5/COD排序为:慈竹3#洗浆0.2>慈竹2#洗浆0.2>慈竹1#洗浆0.2>慈竹4#洗浆0.2。食微比越高,其BOD5/COD越大;制浆工艺中,用碱量越大,其BOD5/COD越大。使用了过氧化氢的工艺其洗浆废水BOD5/COD最低,可能源于部分有机物在过氧化氢的氧化作用下转变为了不易生化降解的物质。从图5(c)还可以看出,对于食微比0.05的样品,在氧化处理36 h时其已经进入内源呼吸阶段,再继续反应,其BOD5/COD呈下降趋势,已经不能反映真实的BOD5/COD值了。由此也可以看出,对于0.05的食微比,36 h的反应时间已经足够,说明洗浆水易生物降解并且降解反应进行得很快。
3 结论
(1)慈竹高得率制浆工艺的吨浆废水发生量较低,仅为6.20~7.73 m3/t,为国家标准(GB/T 3544—2008)中基准排水量的1/8;就生产工段而言,排放废水COD高值发生在浸渍段,COD污染负荷发生量主要集中在洗浆段。随着慈竹高得率制浆时浸渍用碱量的增加,制浆废水的COD污染负荷随之增加。
(2)慈竹高得率浆各工段废水有着较明显的指纹摄氧率曲线,按摄氧率由大到小对各工段进行排序,其顺序为浸渍废水>洗浆废水>蒸挤废水,废水中无明显抑制好氧降解的物质。相同制浆工艺下食微比越高,其BOD5/COD越大;相同食微比的制浆工艺中,用碱量越大,其BOD5/COD越大;使用了过氧化氢的漂白工艺其洗浆废水BOD5/COD最低。
(3)与慈竹高得率浸渍、洗浆废水相比,其蒸挤废水的可生化性稍差,应对其加强预处理,如加强水解酸化处理有助于其可生化性的提高;浸渍废水与洗浆废水都有很好的可生化性,其中浸渍废水BOD5/COD较高,生化反应潜力最高,而洗浆废水的摄氧反应速度最快,工程设计时水力停留时间可相应缩短。
参考文献
高得率浆的发展现状及高值化应用研究进展
[J].
Development status and high-value application research progress of high yield pulp
[J].
中国化学机械法制浆的生产现状、存在问题及发展趋势
[J].
Production status and development trend of chemi-mechanical pulping in China
[J].
竹材制浆废水在生物处理过程中的行为变化
[J].
The pulping wastewater behavior changed in biological treatment process
[J].
竹浆废水处理工程及污染物特征分析
[J].
Characteristics of pollutants in bamboo pulping wastewater treatment project
[J].
苯扎氯铵对活性污泥微生物活性的影响
[J].
Effect of benzalkonium chloride on microbial activity of activated sludge
[J].
Oxygen uptake rate as a monitoring and control parameter for activated sludge processes
[C]//
三级串联式BCO反应器比耗氧速率及菌群结构分析
[J].
Analysis of specific oxygen consumption rate and microbial structure in a three-stage biological contact oxidation reactor
[J].
Biomass active fraction evaluated by a direct method and respirometric techniques
[J].
Substrate inhibition kinetics for toluene and benzene degrading pure cultures and a method for collection and analysis of respirometric data for strongly inhibited cultures
[J].


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}