


随着国家环境保护要求的逐渐提高和公众对放射性污染重视程度的不断增强,伴生放射性矿产资源开发利用过程中产生的辐射污染已经引起了国家、社会和公众的广泛关注。2020年11月,生态环境部发布了《矿产资源开发利用辐射环境监督管理名录》,将包括稀土、铌/钽、锆及氧化锆、锡、铅/锌、铜、钢铁、钒、磷酸盐、煤、铝、钼、镍、锗、钛、金在内的16个矿产类别列入名录〔1〕,对其实施辐射环境监督管理。2020年4月,《伴生放射性矿开发利用环境辐射限值(报批稿初稿)》发布,对液态和气载流出物中放射性核素提出了排放限值要求,就此伴生放射性废水有了明确的排放标准。
伴生放射性废水处理工艺的选择和运行效果对企业安全生产、受纳水体的保护至关重要。以锆英砂为原料生产氧化锆过程中会产生大量含有放射性核素的废水,其具有强酸性、强腐蚀性、氯离子含量高、放射性核素活度较高等特点。笔者针对某氧化锆加工企业伴生放射性废水的处理提出了切实可行的解决方案。
1 工程概况
某氧化锆加工企业生产过程中产生大量的伴生放射性废水,该废水主要来源于结晶母液、制浆洗水和洗渣废水,对上述3种废水及车间排放口废水进行取样分析,各水样pH及放射性核素U、Th和226Ra的检测结果见表1。
表1 放射性废水水质指标
Table 1
| 项目 | 水量/(m3·d-1) | pH | U/(mg·L-1) | Th/(mg·L-1) | (Th+U)/(mg·L-1) | 226Ra/(Bq·L-1) |
|---|---|---|---|---|---|---|
| 结晶母液 | 15~20 | ≤1.0 | 701~733 | 378~402 | 1 079~1 135 | 439~1 043 |
| 制浆洗水 | 150~300 | 4~6 | 0.34~0.65 | 0.14~0.23 | 0.48~0.88 | 17.6~25.2 |
| 洗渣废水 | 500~800 | 6~7 | 0.05~0.12 | <5×10-3 | 0.05~0.12 | 6.8~9.6 |
| 车间排放口废水 | 665~1 120 | 0.8~1.0 | 9.6~15.9 | 5.1~9.2 | 14.7~25.1 | 16.2~43.5 |
表2 工程设计进出水水质
Table 2
| 项目 | pH | U/ (mg·L-1) | Th/ (mg·L-1) | (Th+U)/ (mg·L-1) | 226Ra/ (Bq·L-1) |
|---|---|---|---|---|---|
| 设计进水 | 0.8 | 20 | 10 | — | 50 |
| 《伴生放射性矿开发利用环境辐射限值》排放限值 | — | 0.3 | 0.3 | — | 1.1 |
| 《稀土工业污染物排放标准》排放限值 | 6~9 | — | — | 0.1 | — |
| 设计出水 | 6~9 | — | — | 0.1 | 1.1 |
2 处理难点分析
根据企业的生产情况,放射性废水排放及处理具有以下难点:(1)水质复杂,进水中含有放射性核素、细粉悬浮物、大量无机酸、重金属及无机盐,U和Th总质量浓度最高超出设计出水水质约250倍,226Ra活度浓度最高超出设计出水水质约40倍,放射性核素去除难度高,工艺路线的选择至关重要;(2)企业放射性废水排放水量和水质随生产情况有较大的波动,对处理工艺冲击负荷较大;(3)废水中氯离子含量高、盐酸浓度高,属于强酸腐蚀性水质,对设备、管材选择及池体防腐有较高要求;(4)脱水后泥渣中放射性核素活度较高,对辐射防护要求严格。
3 解决措施及设计要点
3.1 工艺路线选择
对于中低放废水,虽然放射性核素的氢氧化物、碳酸盐、硫酸盐、磷酸盐等化合物大都不溶,但因其在实际废水中的离子积远小于溶度积,仍然很难单独从废水中析出沉淀,研究人员一般采用使其与化学性质近似元素的同类盐发生同晶或混晶共沉淀作用而将其从废水中去除〔4〕。
本项目进水为酸性,通过小试发现,在进水的酸度条件下利于226Ra的共沉淀作用,因此确定“先除226Ra,后除U、Th”的技术原则,在此基础上强化沉淀和过滤效果,工艺流程见图1。
图1
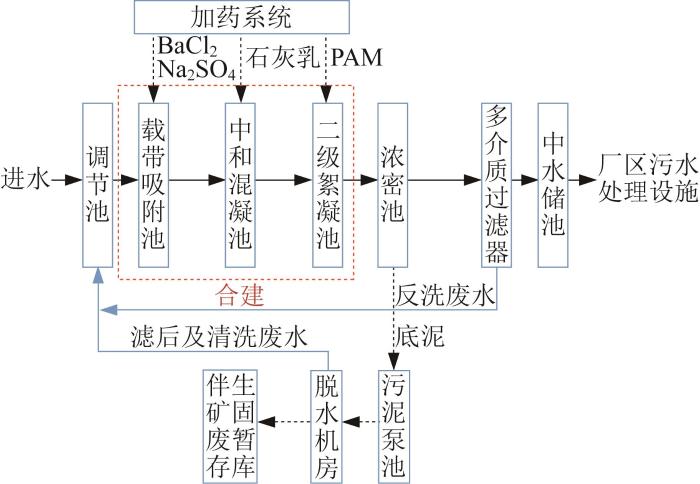
图1
氧化锆伴生放射性废水处理工艺流程
Fig. 1
Process flow chart of zirconia associated radioactive wastewater treatment
如图1所示,放射性废水经调节池后投加除镭药剂,经过载带吸附池,废水中97.5%以上的226Ra被载带吸附到共沉淀物中,经吸附处理后废水进入中和混凝池,调节其pH至8~9,通过Ca(OH)2的共沉淀作用,废水中99.6%以上的U和Th进入共沉淀物中,之后进入二级絮凝池,通过投加PAM进一步提高共沉淀物的沉降效果。含有共沉淀物的废水进入浓密池充分沉降后,经多介质过滤器实现固液分离,过滤后的出水进入厂区现有污水处理设施,浓密池沉淀分离出的底泥进入脱水机房压滤脱水后运至厂区内伴生矿固废暂存库。
3.1.1 除226Ra工艺
酸性进水条件下,向载带吸附池投加BaCl2和Na2SO4,Ba2+、SO42-形成极难溶的BaSO4沉淀,由于钡和镭属于同族元素,化学性质相近,产生沉淀的同时BaSO4和RaSO4形成Ba(Ra)SO4沉淀物,从而将水中的226Ra载带吸附到沉淀物中。
3.1.2 除U和Th工艺
在中和混凝池投加石灰乳调节废水pH到8~9,通过Ca(OH)2共沉淀作用将废水中U、Th转移到共沉淀物中。
3.1.3 沉淀工艺
考虑本工程用地紧张,且沉淀物主要以无机物为主,沉淀段采用集沉淀和污泥浓缩为一体的浓密池。载带吸附池及中和混凝池产生的共沉淀物有95%左右在浓密池中实现固液分离。Ba(Ra)SO4沉淀物颗粒很细,沉淀速度非常缓慢。为提高细小共沉淀物的沉淀效果,在沉淀段投加PAM絮凝剂,同时将沉淀段表面负荷降低。
3.1.4 过滤工艺
目前常用的过滤工艺有转盘滤池、连续砂滤池和压力过滤器(多介质过滤器)等,通过3种过滤工艺的综合比选,结合本工程水质水量特点,过滤段采用石英砂多介质过滤器,进一步去除水中细小的悬浮共沉淀物。
3.2 处理难点解决方案
3.2.1 水量和水质波动
企业产生的3种放射性废水的排放量和水质随生产情况有较大变化。结晶母液排放量较小,但放射性核素浓度最高,酸度较高,pH≤1.0,对水处理系统的冲击负荷较大;制浆洗水为偏酸性废水,pH在4~6左右;洗渣废水排放量最大,水质接近中性。
因企业内可用地面积有限,不具备建设大池容调节池的条件。经深入摸排企业每次排放废水的时间和水量,实地了解厂内废弃可再利用的罐体的数量和有效容积,通过核算,采用现有罐体缓冲+分次进水+小容积调节池的调蓄方案,既实现了废物再利用,又降低了投资成本,一定程度上解决了水质水量波动较大的问题。
3.2.2 pH和Cl-
本工程进水的pH为0.8左右,Cl-质量浓度约为28.3 g/L,为极酸腐蚀性水质,极易对设备、管道和构筑物造成腐蚀,有污染地下水的风险。
针对上述问题,工艺连接管道及管件采用PE管,设备的过流部分采用四氟衬里,调节池采用水力混合,载带吸附池、中和混凝池、二级絮凝池内的搅拌机水下部分采用涂塑防腐,与水接触的池体内采用2 mm厚乙烯基酯玻璃钢防腐等措施。
3.2.3 脱水后泥渣的辐射防护
本工程脱水后的泥渣中放射性核素238U、226Ra、232Th的活度浓度分别约为59、97、26 Bq/g,超过了《伴生放射性物料贮存及固体废物填埋辐射环境保护技术规范(试行)》(HJ 1114—2020)第3.2条规定的1 Bq/g的豁免水平,属于伴生放射性固体废物。
泥渣在脱水机房进行压榨脱水,因此脱水机房为重点辐射监管的场所,本工程对工作时间、管理、通风次数、个人辐射防护提出了防治措施。
4 工艺设计参数
(1)调节池。3种放射性废水先进入缓冲罐进行混合,然后分次排放至调节池。调节池土建设计规模为1 200 m3/d,有效容积219 m3,停留时间4.4 h。池体为加盖矩形钢筋混凝土水池,尺寸16 m×8 m×2.6 m,分2格。调节池配置氟塑料化工离心泵3台,2用1备,Q=25 m3/h,H=10 m,N=2.2 kW。
(2)载带吸附池。考虑到节约用地,载带吸附池、中和混凝池、二级絮凝池采用合建形式。载带吸附池主要作用为去除226Ra,其土建设计规模为1 200 m3/d,有效容积25 m3,反应时间30 min。池体为加盖钢筋混凝土池,池体尺寸4.1 m×4.1 m×2.5 m。池内配置折板桨混合搅拌机1台,D=0.7 m。
(3)中和混凝池。中和混凝池主要作用为去除U和Th,其土建设计规模为1 200 m3/d,有效容积37 m3,反应时间44 min。池体为加盖钢筋混凝土池,尺寸4.1 m×4.1 m×3.5 m。池内配置折板桨混合搅拌机1台,D=0.8 m。
(4)二级絮凝池。二级絮凝池主要作用为进一步去除U和Th,同时调节出水pH,其土建设计规模为1 200 m3/d,有效容积37 m3,反应时间44 min。池体为加盖钢筋混凝土池,尺寸4.1 m×4.1 m×3.5 m,池内配置絮凝搅拌机1台,D=2.0 m。
(5)浓密池。浓密池主要作用为对污泥进行沉淀、浓缩,其土建设计规模为1 200 m3/d,表面负荷0.44 m3/(m2·d)。池体为圆形钢筋混凝土水池,直径12 m,有效水深4 m。池内配置特制刮泥机1套。沉淀后的污泥含水率为97%~98%。污泥泵池与浓密池合建,尺寸3.6 m×2.4 m,配置污泥螺杆泵2台,其中污泥螺杆泵Q=20 m3/h,H=120 m,N=11 kW。
(6)多介质过滤器。2套,D=2.0 m,内置石英砂填料,单套处理能力Q=30 m3/h,滤速10 m/h。配置反洗泵1台,Q=96 m3/h,H=24 m,N=15 kW,反洗周期24 h,反洗强度30 m3/(m2·h),反洗时间10 min,反洗压力0.25 MPa。
(7)中水池。中水池用于储存过滤后的出水,其有效容积130 m3,停留时间2.6 h。池体采用钢筋混凝土水池,尺寸9.6 m×7.9 m×2.5 m。
(8)脱水机房。浓密池污泥含水率为97%~98%,满足污泥脱水进泥要求,不需投加药剂进行调理。经压滤后的污泥含水率约为40%,绝干泥量1.68~2.08 t/d,污泥主要来自于结晶母液中和后产生的沉淀。脱水机房为地上框架结构,平面尺寸21.7 m×13.7 m。脱水机房内设2台板框压滤机,单机过滤面积100 m2。配套清洗水箱1套,V=5 m3;清洗水泵1台,Q=12 m3/h,H=415 m,N=15 kW;压榨水箱1套,V=5 m3;压榨水泵2台,Q=6 m3/h,H=160 m,N=5.5 kW;工艺储气罐1套,V=3 m3;仪表储气罐1套,V=1 m3;PAM加药装置1套,含加药泵2台,Q=0~0.3 m3/h,H=20 m,N=0.75 kW。
(9)加药系统。本工程废水处理所需药剂为BaCl2、Na2SO4、PAM和Ca(OH)2。BaCl2和Na2SO4为无锡亮普化工产品有限公司生产,产品质量分数≥98%;PAM和Ca(OH)2为吴江市海澜化工有限公司生产,PAM产品含固量≥90%,相对分子质量>800万,Ca(OH)2产品质量分数≥95%;BaCl2和Na2SO4采用干粉投加。BaCl2投加质量浓度为0.1~0.25 g/L,Na2SO4投加质量浓度为1.0~2.2 g/L,PAM投加质量浓度为2~5 g/m3。Ca(OH)2配制成10%的石灰乳液投加,投加质量分数为0.2%~0.4%。
5 辐射防护设计
5.1 主要设计参数
5.1.1 工作人员照射剂量限值的确定
根据《电离辐射防护与辐射源安全基本标准》(GB 18871—2002)的相关要求,结合本工程实际情况,以5 mSv/a作为本工程职业工作人员的剂量约束值。
5.1.2 剂量率水平
参照《核技术利用放射性废物库选址、设计与建造技术要求(试行)》(2004),水处理设施及厂房外墙表面0.2 m处剂量率应不超过2.5 μSv/h。
5.1.3 工作场所分区及表面污染控制水平
根据《电离辐射防护与辐射源安全基本标准》(GB 18871—2002)的相关要求,为便于生产运行管理和辐射防护控制,对废水处理场所进行辐射工作场所划分,其中照射剂量1~5 mSv/a的场所为监督区,不需要专门的防护手段或安全措施;照射剂量>5 mSv/a的场所为控制区,需要或可能需要专门防护手段。工作场所放射性表面污染控制水平见表3。
表3 工作场所放射性表面污染控制水平
Table 3
| 污染表面类型 | α放射性物质/(Bq·cm-2) | ||
|---|---|---|---|
| 极毒性 | 其他 | ||
| 手、皮肤、内衣、工作袜 | 0.04 | 0.04 | |
| 工作台、设备、地面、墙壁 | 监督区 | 0.4 | 4 |
| 工作服、手套、工作鞋 | 控制区、监督区 | 0.4 | 0.4 |
5.2 工作人员年有效剂量估算
废水中的放射性核素主要浓集于污泥中,因此脱水机房内工作人员受照剂量较高。本工程工作制度为330 d/a,4班运转,其中脱水机房内工作时间约为2 h/d,其他区域工作时间按6 h/d进行计算。经计算,单名工作人员年受照有效剂量为3.17 mSv,满足5 mSv/a的剂量约束值要求。
5.3 辐射危害的防治措施
(1)根据放射性工作场所分区的原则,脱水机房划为监督区;(2)脱水机房换气次数不小于3次/h,有效地降低了工作场所空气中氡及其子体、钍射气、α气溶胶等的浓度;(3)保持工作场所的清洁卫生,设备、地面和墙面被污染后要及时去污;(4)对脱水机房等放射性工作场所操作人员的工作时间加以控制,尽量降低个人受照剂量;(5)按照相关要求并结合环境影响评价文件开展流出物监测、辐射环境监测以及工作场所监测;(6)对工作人员进行相关辐射知识的学习和培训;(7)作业人员进入放射性工作场所需穿戴工作服和劳动保护用品;(8)在辐射作业场所内不得进食、吸烟和存放食品,降低内照射风险。
6 运行效果及经济分析
6.1 运行效果
2021年7月本工程完工并投入使用,目前处理系统运行良好。对水质进行追踪监测,2021年8月—2022年3月系统对pH、U、Th和226Ra的处理效果见表4。
表4 工程处理效果
Table 4
| 项目 | pH | (U+Th)/(mg·L-1) | 226Ra/(Bq·L-1) |
|---|---|---|---|
| 实际进水水质 | 0.8~1.0 | 20.3~27.6 | 43.4~125.6 |
| 设计出水水质 | 6~9 | 0.1 | 1.1 |
| 实际出水水质 | 8~9 | 0.03~0.07 | 0.56~0.74 |
表4运行结果表明,最终出水(U+Th)总质量浓度<0.1 mg/L,226Ra活度浓度<1.1 Bq/L,满足《伴生放射性矿开发利用环境辐射限值(报批稿初稿)》中液态流出物的排放限值和设计出水水质的要求,且在226Ra活度浓度超过设计进水水质2.5倍时,出水中放射性核素波动范围较小,仍能稳定达标。
6.2 经济分析
(1)电费。耗电设备主要为提升泵、搅拌机及污泥脱水系统设备,单位电耗为1.71 kW·h/m3,按照当地工业电价0.65元/(kW·h)计算,电耗成本为1.71×0.65≈1.11元/m3。
(2)药剂费。投加药剂主要为除226Ra所需的BaCl2和Na2SO4,调节pH同时除U、Th所需的Ca(OH)2,絮凝剂PAM,药剂成本约为3.78元/m3。
7 结论
(1)针对某氧化锆企业伴生放射性废水的处理难点,采用载带吸附+中和沉淀+过滤的处理工艺,可高效去除废水中的U、Th和226Ra。脱水机房为监督区,应严格执行工作时间和辐射危害的防治措施。
(2)运行实践表明,该工艺具有抗冲击负荷能力强、运行稳定等优势。本工程处理后的出水中U和Th总质量浓度<0.1 mg/L,226Ra活度浓度<1.1 Bq/L,U和Th的去除率≥99.7%,226Ra去除率≥98.6%,水质稳定达到《伴生放射性矿开发利用环境辐射限值(报批稿初稿)》中液态流出物的排放限值要求。工程运行成本约为4.89元/m3,经济性较好。
(3)本工程有效消减了放射性核素对区域河道水体的污染,保证了人民身体健康,具有显著的环境效益,对伴生放射性矿开发利用企业的放射性废水处理具有参考借鉴意义。
参考文献
《伴生放射性物料贮存及固体废物填埋辐射环境保护技术规范(试行)》(HJ 1114—2020)的解读
[J].
Interpretation of technical specifications of radiation environmental protection for other radioactive material’s storage and solid waste’s landfill(trial)(HJ 1114—2020)
[J].
放射性废水处理技术研究进展
[J].
Progress in treatment technologies of radioactive wastewater
[J].
膜技术在核工业铀废水处理中的应用研究进展
[J].
Research progress of membrane technology in treatment of uranium-containing wastewater from nuclear industry
[J].


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}