


1 工程概况
黑龙江某精细化工园区现有三十余家精细化工企业,涉及中间体、农药、染料、医药、光固化剂等行业。各企业产品种类多,反应步骤长,废水成分复杂。园区污水厂接纳各企业处理后间接排放的废水,其中工艺废水所占比例约80%,其余为生活废水。
园区污水厂一期项目的设计规模为10 000 m3/d,处理工艺:“原水→粗细格栅→平流沉淀池→水解酸化池→AO生化池→二沉池→紫外线消毒→出水”,处理后出水达到《城镇污水处理厂污染物排放标准》(GB 18918—2002)一级B标准。随着园区进驻的精细化工企业逐年增加,企业排出的废水水质成分更加复杂,尤其是中间体、农药、染料废水特征污染物种类多,可生化性差。原一期生化工艺的COD、TN去除效率低,处理水量显著下降,需通过投加碳源和吸附剂维持出水达标,运行费用高,给污水厂和园区企业造成较大的经济压力。近年来国家对污水厂的排放标准进一步提高,要求达到(GB 18918—2002)一级A标准,一期项目已无法满足园区发展需求,因此急需通过提标改造确保出水水质稳定达标。
图1
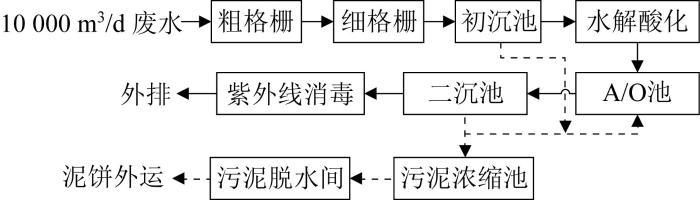
图1
污水厂一期工艺流程
Fig. 1
Process flow chart of the first phase of sewage treatment plant
1.1 设计进出水水质
该污水处理厂处理的废水是各企业处理后达到间接排放标准的出水,来水水质接管标准参考《污水综合排放标准》(GB 8978—1996)二级排放标准中第二类污染物最高允许排放浓度。污水处理厂的出水基本控制项执行《城镇污水处理厂污染物排放标准》(GB 18918—2002)中一级A标准,特征污染物等选择控制项目按当地要求从严执行,设计进出水水质如表1所示。
表1 设计进出水水质 (mg/L)
Table 1
| 序号 | 指标 | 进水 | 出水 |
|---|---|---|---|
| 1 | pH | 6~9 | 6~9 |
| 2 | COD | ≤500 | ≤50 |
| 3 | BOD5 | ≤300 | ≤10 |
| 4 | SS | ≤300 | ≤10 |
| 5 | NH3-N | ≤30 | ≤5(8) |
| 6 | 色度(倍) | ≤80 | ≤30 |
| 7 | 动植物油 | ≤15 | ≤1 |
| 8 | 石油类 | ≤10 | ≤1 |
| 9 | 挥发酚 | ≤0.5 | ≤0.3 |
| 10 | 总氰化物 | ≤0.5 | ≤0.2 |
| 11 | 甲醛 | ≤2.0 | ≤0.5 |
| 12 | 苯胺类 | ≤2.0 | ≤0.3 |
| 13 | 硝基苯 | ≤3.0 | ≤1.0 |
| 14 | TN | ≤50 | ≤15 |
| 15 | TP | ≤5 | ≤0.5 |
| 16 | 氟化物 | ≤1.5 | ≤1.5 |
| 17 | 阴离子表面活性剂 | ≤10 | ≤0.5 |
1.2 园区废水特点及改进措施
企业处理后的废水通过集中管道进入污水处理厂,水质波动较大,会对后段生化处理造成影响,工艺流程中需要考虑水质的调节均质,防止来水的水质波动。
各企业都配套有污水处理系统,经过预处理和长时间的生化处理,污水中绝大部分能被微生物分解的有机物已经被去除,故排放至园区污水厂的污水生化性较差,B/C<0.15,污水中大多是难降解有机污染物,如果直接进入污水处理厂生化系统,去除效果并不明显;工艺流程中应设置前处理单元以改善污水的可生化性。目前对于这类废水的有效处理工艺是“高级氧化+生化处理”。高级氧化方法有Fenton氧化法〔1-4〕、臭氧催化氧化〔4-9〕、微电解氧化法等。臭氧催化氧化法氧化能力强,能将废水中的难降解物质转变为易生物降解的小分子物质,从而改善废水的可生化性,提高后续生化处理效率;且过程无需加入酸碱及铁盐,低浓度时反应速率快,可避免水中盐分的增加和物化污泥的产生,无二次污染。
2 工艺流程
综合考虑上述关键因素,该污水厂进行了二期升级改造,工艺流程如图2所示。
图2
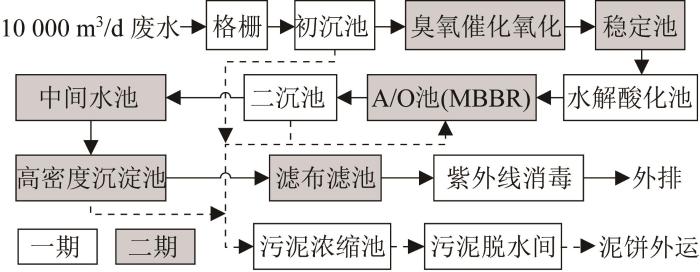
图2
污水厂二期升级改造工艺流程
Fig. 2
Process flow chart of the second phase upgrading of sewage treatment plant
由图2可知,园区各企业达标污水经污排管线排至污水厂,园区污水处理厂对企业排水流量、COD、pH、电导率等水质参数进行实时监测;来水依次经过格栅、泵房、提升水池去除水中大颗粒物,出水进入沉淀池;沉淀池容积较大,兼具原水均质调节和去除悬浮物的作用,混凝剂与原水中的杂质颗粒相互接触、吸附、沉淀,以达到降低SS的效果,为后续高级氧化提供有利条件;沉淀池出水通过自流进入中间水池,再通过泵将废水提升至臭氧催化氧化系统。通过臭氧催化氧化先进行预处理,臭氧在催化剂的作用下产生羟基自由基,分解氧化废水中的难降解有机物,提高废水后续的可生化性。
臭氧氧化出水经过稳定池进入原有的生化系统,去除来水的有机物及氨氮等污染物,改造之处在于好氧池投加MBBR填料,将活性污泥法与生物膜法相结合,共同作用去除水中的有机污染物,提高COD和氨氮去除负荷,实现填料和污泥泥龄的区分控制,解决了脱氮除磷的泥龄控制矛盾。生物池的混合液通过二沉池实现泥水分离,污泥通过重力流排入污泥泵站,污泥泵站的一部分污泥通过污泥回流泵回流至缺氧池,补充系统中的活性污泥。过剩的污泥则通过剩余污泥泵排入污泥浓缩池。
二沉池出水进入高密度沉淀池和滤布滤池处理,可进一步降低二沉池出水中的SS,具有处理效果好、连续运行承受高水力、悬浮物负荷能力强的特点,适用于污水处理系统末端。该设备也可以配合加药系统灵活操作,以去除氮磷、色度和其他悬浮物,使出水达到一级A标准,达到污水处理厂的升级改造目标。最后,滤池出水经过紫外消毒、出水池及泵站达标排放。
3 主要单体设计参数
3.1 臭氧催化氧化(二期新建)
臭氧单元作为生化系统的预处理,其作用是氧化分解特征污染物,提高废水的可生化性。臭氧催化氧化塔内装有催化剂填料,高度4.3 m,臭氧在催化剂的作用下能够产生比单独臭氧法更多的·OH,其氧化性更强,能够更好地断链分解有机物,为后续的生化处理创造更好的条件。主要设备:(1)臭氧催化反应塔。3座,固定床催化氧化反应器,D×B=5.3 m×7.8 m。臭氧催化剂采用以改性活性氧化铝为载体,Mn-Co等稀土组分为活性成分,催化填料强度≥100 N/颗,比表面积≥200 m2/g,堆积密度0.75 t/m3,粒径3~5 mm。(2)臭氧发生器。3台(2用1备),液氧源管式臭氧发生器,产量30 kg/h,功率225 kW,臭氧质量浓度150 mg/L,配套装置有空压机、板式换热器、尾气破坏器。(3)反洗风机。2台(1用1备),罗茨风机,Q=28 Nm3/min,P=68.6 kPa,风机反洗强度20 L/(s·m2)。(4)循环水冷却塔。1台,玻璃钢材质,逆流冷却塔,冷却能力Q=150 m3/h,功率3.0 kW。(5)循环冷却水泵。2台,Q=100 m3/h,H=20 m,功率5.5 kW。(6)液氧储罐。1台,V=50 m3,材质316L,氧气质量浓度150 mg/L,气化量1 200 Nm3/h,工作压力≤3.0 MPa,双路减压装置。
3.2 AAO生化池(二期改造)
AAO生化池用于去除水中的COD、氨氮、总氮,以及大部分的有机物、总磷。主要构筑物(2组,单组尺寸):(1)水解酸化池。尺寸22.75 m×5.2 m×6.0 m,有效水深5.3 m,全容积710 m3,有效容积625 m3,停留时间3 h。(2)缺氧池。尺寸23.3 m×12.9 m×6.0 m,有效水深5.3 m,全容积1 800 m3,有效容积1 590 m3,停留时间7.5 h。(3)好氧池。尺寸23.3 m×12.9 m×6.0 m,有效水深5.2 m,全容积4 330 m3,有效容积3 750 m3,停留时间18 h。设计参数:HRT=28.5 h,污泥外回流比50%~100%,混合液内回流比200%~300%,单位MLSS的污泥COD负荷0.083 kg/(kg·d),单位MLSS的脱氮速率0.044 kg/(kg·d),以NO3--N计。
主要设备:(1)潜水推流器。4套,叶轮D=1 800 mm,转速48 r/min,功率2.2 kW。(2)潜水内回流泵。4套,穿墙泵(含拍门等),叶轮D=400 mm。(3)动态曝气器。1 700个,直径176 mm。(4)生化鼓风机。3台(2用1备),罗茨风机,风量57 Nm3/min,风压59 kPa,功率90 kW,变频电机。(5)悬浮填料。填料填充率40%,投加体积1 500 m3,尺寸为直径×高度×壁厚=25 mm×10 mm×0.35 mm,高密度聚乙烯材质,有效比表面积450 m2/m3,填料密度0.94~0.97 g/cm3,堆积密度(95±2) kg/m3。
3.3 高密度沉淀池(二期新建)
二沉出水进入高密度沉淀池,高密池的前端由2个串联的混合池、2个并联的絮凝池以及后端的沉淀池组成。主要设备:(1)高密度沉淀池。尺寸20 m×10.5 m×5.0 m。(2)中心悬挂式刮泥机。D=9 000 mm,刮板外沿限速1.8 m/min,功率1.1 kW。(3)污泥螺杆泵。3台(2用1备),Q=20 m3/h,H为0~30 m,功率5.5 kW,变频电机。(4)蜂窝斜管填料。乙丙共聚材质,71 m3,斜长1.0 m,倾角60°。(5)混合池框式搅拌机。2台,D=1 200 mm,转速43 r/min,功率5.5 kW。(6)絮凝池桨式搅拌机。2台,D=400 mm,转速63 r/min,功率5.5 kW。
3.4 滤布滤池(二期新建)
滤布滤池用于废水深度处理,主要处理出水悬浮物,处理后SS能到10 mg/L以下。装置连续运行,占地面积小,运行稳定,操作方便,维护简单。设计参数:有效过滤面积104.8 m2,滤盘滤速8 m/h,水头损失<0.1 m。主要设备:(1)构筑物。滤布滤池池体尺寸9.2 m×6.25 m×5.0 m。(2)全浸式转盘过滤器。316L/ABS材质,转鼓直径3.0 m,功率6.6 kW。(3)反洗水泵。反洗水耗量7.5 m3/h,占总水量的1.5%。2台(1用1备)。流量10 m3/h,H=70 m,功率11 kW。
4 提标工程运行效果
提标工程于2021年5月试运行,2021年7月正式投入运行,运行期间臭氧平均投加量为100 mg/L,平均进水量为6 000 m3/d。2021年9月进出水COD、NH3-N、TN、TP如表2所示。
表2 污水处理厂提标改造后进出水数据 (mg/L)
Table 2
| 日期 | COD | NH3-N | TN | TP | ||||
|---|---|---|---|---|---|---|---|---|
| 进水 | 出水 | 进水 | 出水 | 进水 | 出水 | 进水 | 出水 | |
| 平均值 | 366.76 | 26.73 | 22.72 | 2.44 | 38.26 | 10.91 | 2.38 | 0.14 |
| 9月1日 | 339.7 | 24.8 | 23.6 | 2.53 | 32.9 | 10.9 | 2.34 | 0.18 |
| 9月2日 | 352.6 | 26.1 | 16.9 | 2.71 | 38.2 | 12 | 1.73 | 0.11 |
| 9月3日 | 361.3 | 28.9 | 22.5 | 2.16 | 34.8 | 9.5 | 2.32 | 0.18 |
| 9月4日 | 346.1 | 24.9 | 24.2 | 3.22 | 30.9 | 10.8 | 2.12 | 0.14 |
| 9月5日 | 378.8 | 25.1 | 24.4 | 2.47 | 35.1 | 11.7 | 2.67 | 0.18 |
| 9月6日 | 373.8 | 27.3 | 23.6 | 2.23 | 38.4 | 12.3 | 2.36 | 0.17 |
| 9月7日 | 364.1 | 25.6 | 22.8 | 2.84 | 36.2 | 10.7 | 2.56 | 0.12 |
| 9月8日 | 385.4 | 28.7 | 22.9 | 2.32 | 42.8 | 11.9 | 2.26 | 0.08 |
| 9月9日 | 368.6 | 26.3 | 25.4 | 2.26 | 37.4 | 10.7 | 2.14 | 0.14 |
| 9月10日 | 354 | 29.4 | 23.2 | 2.63 | 36.5 | 9.5 | 2.44 | 0.12 |
| 9月11日 | 374.8 | 28.7 | 21.9 | 2.74 | 41.3 | 12.3 | 2.18 | 0.12 |
| 9月12日 | 359.5 | 26.2 | 23.4 | 2.31 | 36.8 | 10.5 | 2.63 | 0.11 |
| 9月13日 | 369.2 | 27.8 | 21.9 | 2.77 | 42.7 | 11.8 | 2.06 | 0.21 |
| 9月14日 | 381.5 | 28.1 | 19.4 | 2.66 | 39.1 | 8.6 | 2.25 | 0.15 |
| 9月15日 | 367.5 | 26.3 | 22.8 | 2.19 | 44.5 | 10.5 | 2.37 | 0.11 |
| 9月16日 | 365.7 | 24.9 | 23.1 | 2.45 | 38.9 | 11.5 | 2.81 | 0.12 |
| 9月17日 | 380.9 | 28.7 | 23.7 | 2.66 | 39.4 | 10.6 | 2.62 | 0.17 |
| 9月18日 | 366.5 | 25.6 | 24.2 | 1.81 | 41.4 | 11.7 | 2.57 | 0.13 |
| 9月19日 | 361.3 | 25.2 | 22.1 | 2.13 | 35.2 | 8.3 | 2.41 | 0.18 |
| 9月20日 | 374.2 | 29.6 | 23.3 | 2.04 | 44.3 | 12.1 | 2.33 | 0.14 |
| 9月21日 | 376.5 | 23.1 | 21.8 | 2.09 | 36.7 | 11.2 | 2.83 | 0.16 |
各工艺单元的COD、BOD、NH3-N、TN、TP去除效果如图3所示。
图3
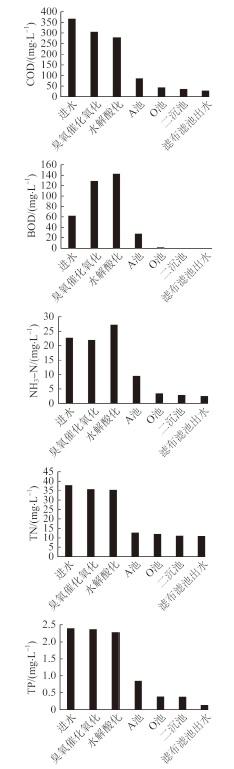
图3
各工艺单元的COD、BOD、NH3-N、TN、TP去除效果
Fig.3
Removal effect of COD,BOD,NH3-N,TN and TP in each unit
由图3可知,污水处理厂采用“粗格栅提升水池+沉淀池+中间水池+臭氧催化氧化+稳定池+A/A/O生化+二沉池+中间水池+高密沉淀池+滤布滤池+紫外消毒池”工艺,其中臭氧催化氧化单元的COD由366.8 mg/L降至304.6 mg/L,BOD由61.4 mg/L提高至129.3 mg/L,B/C由0.16提高至0.42,表明氧化出水的可生化性显著提高。后续经过A/A/O工艺处理,COD由304.6 mg/L降至35.2 mg/L;NH3-N由27.3 mg/L降至2.79 mg/L,期间水解酸化出水氨氮增加,表明厌氧过程中随着有机物的降解,有机胺转化为NH3-N;TN由36.2 mg/L降至11.4 mg/L;TP由2.35 mg/L降至0.38 mg/L,各项指标均有效去除,表明改造后的A/A/O系统在保证COD去除的同时,可兼顾脱氮除磷的效果。最终经过滤布滤池处理,进一步去除悬浮物和少量磷,保证出水各项指标稳定达到《城镇污水处理厂污染物排放标准》(GB 18918—2002)一级A标准。
运行期间园区部分染料中间体和农药企业排水的苯胺和挥发酚浓度偶有超标,因此在表1中各特征污染物控制项中,污水厂重点关注了苯胺类和挥发酚的去除。其他指标(总氰化物、甲醛、硝基苯)综合进水浓度即达到出水指标要求,定期抽检。进水苯胺类、挥发酚平均质量浓度分别为1.65、0.41 mg/L,经臭氧催化氧化后苯胺类降至0.22 mg/L,挥发酚降至0.17 mg/L,达到出水指标。
5 调试期间存在的问题及解决方法
初沉池:初沉池的存在是去除来水中的悬浮物,做为臭氧催化氧化塔的预处理,能够减少其反洗次数,保证臭氧催化氧化塔的运行稳定。正常情况下,园区污水厂的来水已经过企业的生化+沉淀预处理,实际的进水SS为150~200 mg/L,经过园区污水厂初沉池的处理后,SS能保证在50~70 mg/L,臭氧催化氧化塔3~4 d反洗1次即可。但也存在进水SS波动的情况,为了保障运行的稳定性,后期可以考虑在初沉池和臭氧催化氧化塔间增加一级过滤。
高密度沉淀池:由于土建和安装施工的原因,高密度沉淀池出水堰高度不一致,导致整个高密池配出水不均匀,单体负荷没有充分利用。后期通过螺栓调整堰高,使其保证在同一水平高度。
AAO生化池:11月—12月份正式运行期间,黑龙江已进入冬季,进水水温较低(8~10 ℃),硝化菌污泥活性低,污泥量也不高,现场采取投加碳源和通入蒸汽的措施保证冬季运行效果。
(1)投加碳源:碳源采用的是葡萄糖或乙酸钠,投加在缺氧池,根据进水COD,碳源投加量为100~400 kg/d。(2)通入蒸汽:蒸汽管线设置在AAO生化池内,保证运行温度为15 ℃。蒸汽的供给来自燃气锅炉,气源采用天然气。
6 运行成本分析
本研究直接运行费用包括液氧、电费、药剂费、人工、污泥处置费等,运行成本分析如表3所示。
表3 运行费用 (元/t)
Table 3
| 序号 | 项目 | 运行费用 |
|---|---|---|
| 合计 | 4.075 | |
| 1 | 碳源 | 0.400 |
| 2 | PAC | 0.108 |
| 3 | PAM | 0.036 |
| 4 | 液氧 | 0.900 |
| 5 | 电 | 1.427 |
| 6 | 人工 | 0.450 |
| 7 | 工艺水 | 0.002 |
| 8 | 污泥处置 | 0.500 |
| 9 | 天然气(年平均) | 0.252 |
7 结论
(1)化工园区污水厂接收的企业纳管废水主要污染物为难降解有机物,B/C低,经臭氧催化氧化处理,显著提高了废水的可生化性,为后续生化处理提供重要保障。
(2)升级改造后的AO+MBBR生化工艺COD和总氮的去除效率提高,配合末端的高密度沉淀池和滤布滤池,可以确保出水各项指标稳定达到一级A的排放标准。
(3)随着国内水排放标准的日趋严格,如何根据园区各企业水质情况选择合理经济的处理工艺,对于化工园区污水厂以及整个化工园区的稳定健康发展至关重要。
参考文献
某化工园区污水处理厂Fenton处理方案的比较研究
[J].
Comparative study of Fenton process in a chemical industry park wastewater treatment plant
[J].
江苏某化工园区污水厂深度处理改造试验研究
[J].
Experimental study on deep treatment transformation of sewage treatment plant for a chemical industry park in Jiangsu
[J].
Advanced treatment of secondary effluent organic matters(EfOM) from an industrial park wastewater treatment plant by Fenton oxidation combining with biological aerated filter
[J].
水解酸化-Biodopp+高效沉淀池+臭氧-BAF+过滤消毒工艺处理化工园区废水
[J].
Engineering design of hydrolytic acidification-biodopp+high efficiency sedimentation Tank+Ozone-BAF+Filtration disinfection process for wastewater treatmentfrom chemical industry park
[J].
多金属氧化物催化臭氧氧化有机污染物的研究进展
[J].
Research progress of catalytic ozonation of organic contaminants by poly-metallic oxides
[J].
臭氧组合工艺处理化工园区废水试验
[J].
Experiment of chemical industrial park wastewater treatment by ozone combined process
[J].
臭氧对化工园区废水厂二级出水的选择性氧化
[J].
Selective oxidation of effluent in sewage plant of chemical industry park with ozonation
[J].
Advanced treatment of bio-treated coal chemical wastewater by a novel combination of microbubble catalytic ozonation and biological process
[J].
Ozonation of complex industrial park wastewater:Effects on the change of wastewater characteristics
[J].
滨海工业园区初期雨水MBBR工艺预处理研究
[J].
Initial rain treatment using moving bed biofilm reactor in coastal industrial clusters
[J].
循环式复合水解酸化-CASS-絮凝沉淀组合工艺处理化工园区废水
[J].
Treatment of wastewater from chemical industry park by combined process of cyclic compound hydrolytic acidification-CASS-flocculation and sedimentation
[J].
某化工园区污水厂组合处理工艺的调试运行研究
[J].
Commissioning and operation of combined process in WWTP in a chemical industrial park
[J].


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}