


废水深度处理与回用是解决我国水资源短缺的一种有效方法,尤其针对用水量较大的石化企业,反渗透(RO)技术产水水质高和运行稳定等优点已成为废水回用的主流技术。但是RO必然会产生浓水,其污染物浓度是进水的几倍,其中含有大量盐分和难降解有机物,已成为RO技术发展所面临的瓶颈和难题。RO浓水的排放造成了水资源的极大浪费,因此RO浓水的回收利用具有极大的经济效益和社会效益,可以代替原水用于其他生产系统〔1〕,不仅提高废水重复利用率,还起到了节约水资源和环境保护的目的。
本研究针对山东某石化厂经过生化处理后的污水,该污水已经过了深度处理,其流程为双介质过滤器+超滤+一级RO,浓水再利用臭氧高级氧化+ RO工艺进行处理,处理后的产水回用至超滤产水箱,达到循环、节约用水的目的。连续运行一段时间后,考察处理效果,并分析了系统运行的稳定性和运行成本。
1 浓水处理工艺的可行性
1.1 RO浓水水质
山东省某石化厂生化出水深度处理工艺为生化出水→双介质过滤器→UF→一级RO。该公司一级RO浓水水质:pH为8.30,碱度为11.05 mmol/L,总硬度为325 mg/L,浊度为1.6 NTU,氯离子为1 300 mg/L,电导率为5 660 μS/cm,COD为86 mg/L。该RO浓水具有电导率高、COD高的特点,浓水再利用需要进行脱盐处理,现阶段脱盐主流工艺为RO工艺,但浓水的COD较高,若直接利用RO处理必然会使RO膜迅速污堵,难以连续稳定运行,臭氧氧化可以将难降解的大分子污染物进行开环断链,而且臭氧还能直接将一些有机物氧化为H2O与CO2,从而起到降解有机物的作用,将浓水COD降低,使RO系统连续运行,保证臭氧+RO处理浓水工艺顺利进行。
2 处理工艺
2.1 工艺流程
原水为山东某石化厂RO浓水,处理规模为75 m3/h,工艺流程见图1。
图1

由表1可知,现有RO浓水经过臭氧氧化后,再经过浓水RO处理,其产水汇入现有RO产水箱,再经过现有RO处理后进行回用,RO浓水进行回收,达到水资源循环利用、节水的目的。
表1 各单元水质指标的处理效果
| 项目 | 浓水 | 臭氧氧化出水 | RO产水 |
| pH | 8.30 | 8.30 | 6.9 |
| 电导率/(μS·cm-1) | 5 660 | 5 649 | 215 |
| 总硬度/(mg·L-1) | 325 | 322 | 21 |
| 氯离子/(mg·L-1) | 1 300 | 1 289 | 177 |
| 氨氮/(mg·L-1) | 0.5 | 0.4 | ≈0 |
| 浊度/NTU | 0.2 | 0.2 | ≈0 |
| COD/(mg·L-1) | 86 | 40 | 0.8 |
2.2 臭氧氧化
臭氧氧化单元使用青岛国林臭氧设备,功率为8~10 kW·h/kg,臭氧产量为15 kg/h(质量浓度≥100 mg/L),臭氧系统的投加控制根据接触池水流量和预先设定的臭氧投加率自动调节臭氧投加量,调节范围在10%~100%。臭氧接触池的接触时间控制为180 min,保证臭氧与污水的充分接触。系统采用微孔曝气盘投加臭氧,曝气盘安装在接触池池底但高于导流墙的最低位置以避免气泡被引流到反应池中,在接触室中,被处理水由上向下流,而臭氧气体则由下向上反向流以达到最好的接触效果。反应后的臭氧尾气通过加热破坏。臭氧氧化后出水COD<50 mg/L。
2.3 浓水反渗透装置
设置1套处理水量为75 m3/h的RO膜,由于进水COD高,选用陶氏品牌的宽流道抗污染反渗透膜,设计回收率为50%,膜平均通量≤11.5 L/(m2·h)。每套反渗透配置90根膜组件,放置在15根6芯压力容器内,按一级一段并联排列。高压泵前设置5 μm保安过滤器,在进水中添加强化阻垢剂(投加量为5 mg/L)、非氧化杀菌剂、盐酸(pH调节为6.5~6.8)、还原剂(NaHSO3,防止反渗透膜氧化),分别抑制无机盐结垢、微生物污染、中和浓水中碱度、中和臭氧缓冲池中未完全释放的臭氧,进一步抑制结垢倾向,保护反渗透膜。
3 处理效果
3.1 各单元的处理效果
浓水经过臭氧氧化+RO处理后,水质情况见表1。
由表1可知,臭氧氧化对有机物去除效果明显,COD去除率为53.5%,RO产水对离子去除效果和有机物去除效果均极为显著,电导率去除率为96.2%、硬度去除率为93.5%、氯离子去除率为86.3%、COD去除率为98.0%、氨氮和浊度基本完全去除,RO产水指标完全满足RO进水要求。
3.2 有机物的去除效果
系统主要通过臭氧氧化和RO系统进行有机物的去除,由于浓水水质较为复杂,定量定性分析较为困难,为了考察系统对有机物的去除效果,将浓水、臭氧氧化产水、浓水RO产水进行了GC-MS色谱分析,结果见图2。
图2
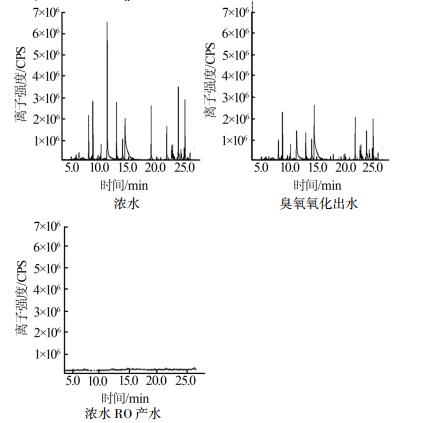
由图2可知,浓水色谱图峰面积大、单峰峰值高,表明有机物含量高,臭氧处理后,COD从86 mg/L降到40 mg/L,色谱图峰面积降低,峰值减弱,因为臭氧氧化作用,可以将有机物断链,故臭氧处理后浓水的色谱图中夹杂一些杂峰,而RO出水COD为0.8mg/L,其色谱图与背景离子流色谱图无明显差异,表明RO产水中有机物含量很低,可见RO膜对COD具有很好的截留效果。
3.3 运行稳定性分析
3.3.1 RO稳定性分析
RO进水压力和浓水压力见图3。
图3
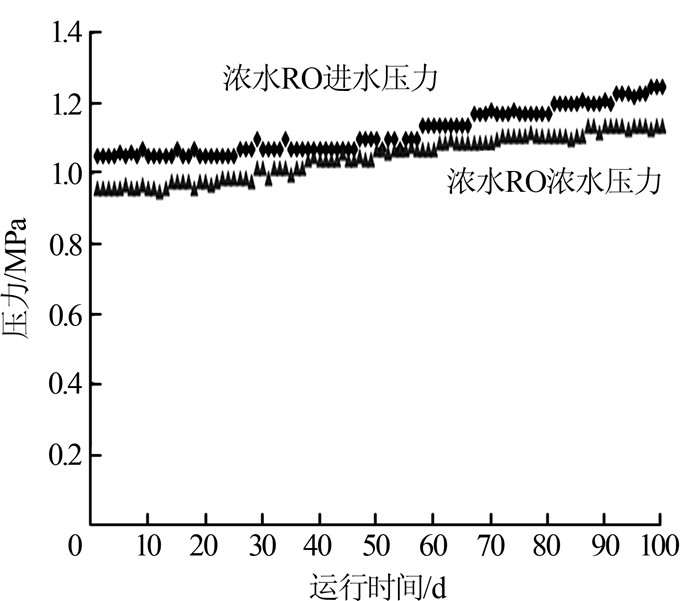
由图3可知,RO系统连续运行,为了维持一定的产水量,RO进水压力和浓水压力都有所增长,进水压力从1.05 MPa上升到1.25 MPa,浓水压力从0.96 MPa上升到1.14 MPa。但进水压力和浓水压力的压差基本稳定在0.1 MPa左右,说明未出现结垢现象,造成压力上升的原因可能是因为水中有机物含量稍高造成的,但尚在允许范围内,不影响设备连续运行,当进水压力持续上升至1.5 MPa后,考虑化学清洗,以恢复膜通量。
3.3.2 经济性分析
该工程处理浓水量为75 m3/h,臭氧发生器功率为150 kW,RO系统所用水泵功率为105 kW,故电耗为255 kW·h,保安过滤器用大通量滤芯按0.5 a使用寿命计算,则1 a使用6只,RO膜元件按5 a使用寿命计算,折旧按5 a计算。处理浓水的运行成本见表2。
表2 运行成本分析
| 项目 | 使用量 | 单价 | 总价 | 成本 |
| 电耗 | 255 kW·h | 0.7元/(kW·h) | 178.5元/h | |
| 强化阻垢剂 | 0.375 kg/h | 30元/kg | 11.25元/h | |
| 非氧化杀菌剂 | 0.375 kg/h | 30元/kg | 11.25元/h | |
| 盐酸 | 0.75 kg/h | 0.8元/kg | 0.6元/h | |
| 人工 | 4人/月 | 3 000元/月 | 18元/h | |
| 运行成本小计 | — | — | 219.6元/h | 2.93元/t |
| 大通量滤芯(保安过滤器用) | 6支/a | 2 000元 | 12 000元/a | |
| RO膜元件 | 90支/5a | 4 700元 | 84 600元/a | |
| 耗材成本小计 | — | — | 96 600元/a | 0.16元/t |
| 合计 | — | — | — | 3.09元/t |
注:按每年运行12个月,总运行时间为8 000 h计算。
由表2可见,浓水处理成本约3.09元/t,其中电费及膜更换费用占比例较大,由此可见,保持良好、稳定的运行环境,降低膜的污染程度以及延长膜的使用寿命可以进一步降低成本。
4 结论
通过规模化连续运行表明:针对石化废水经过一级RO处理后的浓水,利用臭氧+浓水RO处理工艺,系统运行稳定,浓水RO对离子去除效果和有机物去除效果均极为显著,电导率去除率为96.2%、硬度去除率为93.5%、氯离子去除率为86.3%、COD去除率为98.0%、氨氮和浊度基本完全去除,反渗透产水注入现有处理工艺中的超滤产水箱,整套系统运行费用为3.09元/t。达到了水资源循环利用的目的。
参考文献
浅析反渗透浓水应用
[J].DOI:10.3969/j.issn.1005-829X.2006.07.023 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}