


碱式碳酸钴[xCoCO3·yCo(OH)2·zH2O],外观为紫红色棱柱状粉末,是生产含钴无机盐的重要中间体,主要用于制备石油炼制催化剂、乙酸钴、其他有机钴盐、陶瓷工业着色剂、电子及磁性材料的添加剂等〔1〕。国内碱式碳酸钴主要生产工艺是通过可溶性钴盐(氯化钴或硫酸钴)和碳酸钠溶液进行置换反应得到碱式碳酸钴浆料,经多次洗涤去除杂质离子,干燥得到碱式碳酸钴成品。碱式碳酸钴应用于石油炼化催化剂,Na+的存在会引起催化剂中毒,产品要求Na+质量分数不大于0.02%〔2〕,因此整个工艺的洗涤过程十分重要,采用新型的连续水平带式真空过滤机,洗涤简便、处理量大、洗涤均匀、洗涤效果优良,产生的洗涤废水中Co+质量浓度约为30 mg/L。但按《铜、镍、钴工业污染物排放标准》(GB 25467-2010)要求,排放的污水中Co+质量浓度应≤1 mg/L,传统的Co+等重金属废水的处理方法不能达到排放标准要求。采用综合环保法处理工艺,不仅实现了Co+的回收再利用,还实现了洗涤废水达标排放。
1 综合环保法处理工艺
本处理工艺是利用离子交换柱,采用P204萃淋树脂萃取吸附碱式碳酸钴洗涤废水中的Co+,再用氨基磺酸溶液对其进行解析,得到氨基磺酸钴产品。萃淋树脂是萃取剂与传统的极性或非极性大孔聚合物载体结合制备而成的一类离子型交换树脂〔3〕,P204萃淋树脂是苯乙烯与二乙烯基苯单体交联聚合成珠固化后使萃取剂P204填充在多孔结构的Amberlite树脂网格中形成的Levextrel树脂〔4〕,结构与大孔型离子交换树脂相似,故其使用操作与常规的离子交换树脂正常的吸附与解析类似,操作相对简便。正常使用时金属离子在孔内与P204萃取剂发生反应,故P204萃淋树脂与金属离子的结合是按萃取机理进行的。P204是磷酸的2个质子被2-乙基己基取代的有机弱酸,其分子内所含的P原子含有孤对电子,是电子给予体,作为配位原子与金属离子配位,从而表现出很强的萃取能力。其反应过程机理为磷酸根阴离子与金属阳离子直接成键,置换出H+,即磷酸根阴离子进入金属阳离子的内配层,取代内配层的水合水,生成中性配合物〔5〕,故溶液体系的pH对其络合萃取过程的影响最大。不同金属阳离子达到萃取分离的离子交换反应平衡的pH不同,可以根据工艺调节控制pH的高低,决定不同金属离子的萃取分离先后顺序,从而达到分离的目的。
针对碱式碳酸钴生产过程中洗涤废水处理的难题,考虑到洗涤废水中的Co+质量浓度不高,设计采用成本较低的P204萃淋树脂处理废水的工艺,以实现对废水中Co+的回收再利用,从而使废水实现达标排放。在实际操作中,在pH为5左右的条件下,P204对Co+具有较好的选择性。当洗涤废水通过P204萃淋树脂交换柱时,Co+被树脂内的P204萃取剂萃取吸附,达到饱和后,用氨基磺酸溶液进行解析,将Co+从萃淋树脂交换柱上洗脱下来,得到氨基磺酸钴产品,实现Co+的回收再利用。重复解析多次的萃淋树脂可直接用P204萃取剂浸泡树脂24 h即可使树脂恢复其交换能力。该方法工艺简单,处理稳定,再生容易,不产生大量重金属污泥,可同时对含有多种重金属离子的废水进行处理。本项目中,洗涤产生的废水中本身含有大量的Na+,故在P204萃淋树脂使用前须先将其由氢型转换为钠型,既不会引入新的金属元素,又不会因为废水中Na+含量过高而影响树脂的使用性能。树脂具体的处理如下:使用10%氯化钠溶液浸泡树脂24 h进行转型,充分洗涤树脂后,用10%盐酸溶液调节溶液的pH在5左右,装柱使用。
图1

图2
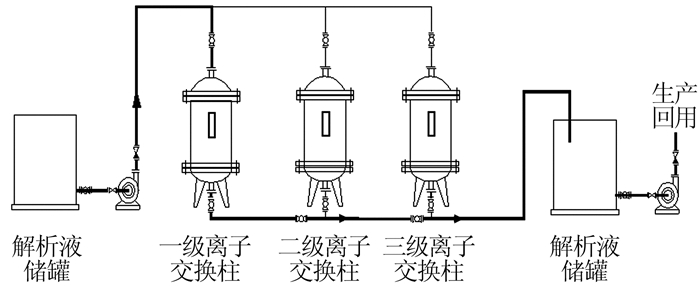
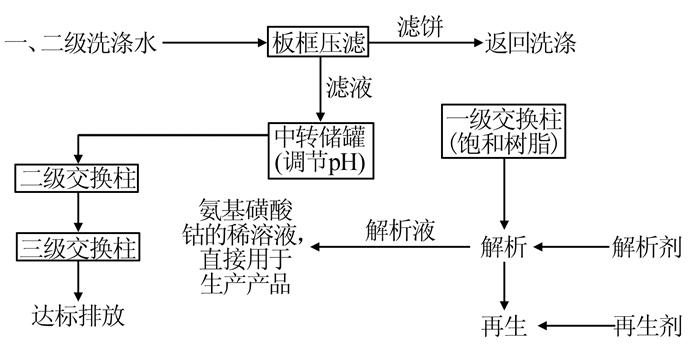
工艺中一级和二级洗涤水,由真空带式过滤机下的集水池统一收集,收集后的废水先通过板框过滤机进行过滤,回收洗涤时穿滤的极少量细颗粒碱式碳酸钴沉淀重新返回洗涤工序,滤液(pH约8左右)打入中间储罐,通过盐酸调节pH至5左右;再依次进入一、二级离子交换柱中进行萃取吸附,从而保证Co+被充分吸附,实现洗涤废水达标排放;当一级离子交换柱萃取吸附饱和后,转为二、三级离子交换柱萃取吸附钴,Co+被充分吸附,再转入pH调节罐用NaOH调节pH至7左右,达标排放;当二级离子交换柱萃取吸附饱和后,转为一、三级离子交换柱萃取吸附钴,Co+被充分吸附,实现洗涤废水达标排放。离子交换柱吸附饱和后,饱和树脂萃取吸附了大量的Co+,通过氨基磺酸溶液对其进行解析,将树脂上吸附的Co+洗脱下来,得到稀的氨基磺酸钴溶液,用于生产氨基磺酸钴产品;解析后多次使用过的树脂,利用P204萃取剂溶液对其浸泡再生,从而使得树脂恢复其交换能力,回收再次利用。碱式碳酸钴洗涤废水中Co+回收利用工艺为:过滤-吸附-解析-再生-排放,工艺流程见图3。
图3
2 处理结果
测定未处理的Co+洗涤废水和经过P204萃淋树脂处理后废水中的Co+,考察P204萃淋树脂对Co+的处理效果,结果见表1。
表1 P204萃淋树脂对Co+的处理效果
| 实验次数 | 树脂处理前Co2+质量浓度/(mg·L-1) | 树脂处理后Co2+质量浓度/(mg·L-1) | Co2+去除率/% |
| 1 | 28.6 | 0.220 | 99.23 |
| 2 | 27.9 | 0.231 | 99.17 |
| 3 | 29.8 | 0.216 | 99.28 |
由表1可知,排放废水中Co+质量浓度≤0.3 mg/L,远远低于《铜、镍、钴工业污染物排放标准》(GB 25467-2010)中Co+间接排放要求(Co+质量浓度≤1 mg/L),符合环保标准,P204萃淋树脂对Co+的平均去除率≥99%,能够充分回收利用废水中的金属。
3 结论
本处理工艺方法操作简单、效果稳定、处理费用低。而传统的沉淀法处理复杂,处理费用高,并且产生的金属沉淀物回收利用困难。相比较来说,本工艺不投加再生药剂,不产生大量的重金属污泥,可同时对含有多种重金属离子的废水进行处理。传统沉淀法处理该洗涤废水处理费用,氢氧化钠的价格约为6 000元/t,按照Co+与OH-的结合,1 t洗涤废水需要40 g左右氢氧化钠,加上后续水pH处理、污泥处理以及人工成本,处理1 t洗涤废水费用约0.30元〔6〕,而P204萃淋树脂的价格为25 000元/t,每t可处理洗涤废水500 000 t左右,加上调节pH的酸碱成本,综合处理成本约0.10元/t,具有处理效果好、可回收金属的优点,且树脂可循环使用,值得推广。
参考文献
石油炼制催化剂用碱式碳酸钴生产工艺综述
[J].DOI:10.3969/j.issn.1008-1100.2015.12.010 [本文引用: 1]
萃淋树脂技术及其在湿法冶金中的应用
[J].DOI:10.3969/j.issn.2095-1744.2001.01.019 [本文引用: 1]
萃淋树脂在有色金属分离中的研究和应用
[J].DOI:10.3969/j.issn.1672-6103.2008.01.008 [本文引用: 1]
化学沉淀法处理含铬废水的成本比较
[J].DOI:10.3969/j.issn.1674-1021.2012.03.025 [本文引用: 1]


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}