


为了快速启动乳品废水厌氧反应器及培育颗粒污泥,本研究通过采取厌氧反应器内增设内循环装置、接种污泥进行前处理等措施,研究了乳品废水厌氧反应器的启动特性、颗粒污泥的形成,以及反应器高效稳定运行的条件。
1 实验装置与方法
1.1 实验装置
实验装置见图1。
图1
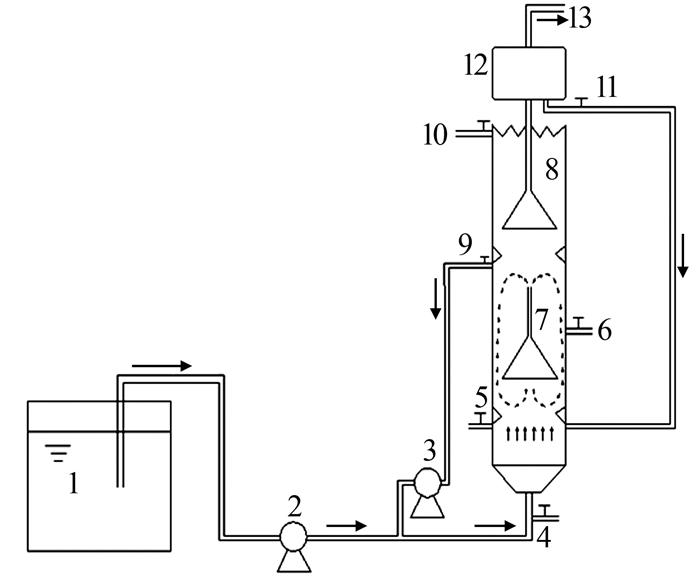
图1
实验装置
1—配水桶;2—进水泵;3—外循环泵;4、5、6—取样口;7、8—内循环装置;9—外循环管;10—出水口;11—回流管;12—气液分离室;13—沼气出口。
该反应器由有机玻璃制成,总高度为198 cm,有效高度为169 cm,直径为24 cm,有效容积为62 L,沿柱高设置取样口。污水由蠕动泵从反应器底部泵入,处理后从上部排水口流出,生成的沼气通过三项分离器后排出。
为了提高泥水剪切力和传质,本研究在厌氧反应器中增设倒扣漏斗状内循环装置,利用该装置收集沼气,并以密度差为动力提升泥水(如IC原理),当提升泥水流量大于进水流量时,在反应器局部环境形成泥水内循环。
1.2 实验用水
实验用水是以奶粉为原料配制的人工模拟乳品废水,经测定奶粉的COD当量值为1.18(1 g奶粉溶于1 L水中对应的COD为1 180 mg/L),蛋白质质量分数为18.3%,脂肪质量分数为21.6%。用奶粉、尿素、磷酸氢二钾按照m(COD):m(N):m(P)=300:5:1配制实验用水。同时加入Fe2+、Co2+、Mn2+、Ni2+、Cu2+、B3+等微量元素,并根据运行条件加入适量NaHCO3调节进水pH。
1.3 接种污泥
接种污泥取自扬州市某城市污水厂压滤污泥,加水稀释后污泥的TSS和VSS分别为134 g/L和44 g/L,接种量为14 L。
1.4 主要分析项目
COD采用消解法;颗粒污泥沉降速度采用重力沉降法;产气量采用排水集气法;颗粒污泥粒径采用湿式筛选法;碱度(ALK)采用滴定法;TSS采用标准法;挥发性脂肪酸(VFA)采用蒸馏法;pH和ORP采用杭州联测SIN-PH160pH/ORP在线分析仪。
2 结果与讨论
2.1 反应器启动策略
(1)为了快速启动反应器,启动初期用COD为6 000 mg/L的高浓度乳品废水,静态条件下刺激活化接种污泥,当COD去除率达到50%以上时,认为污泥活化结束,开始连续进水。
(2)连续进水初始COD控制在1 500 mg/L,水力停留时间为8.6 h,容积负荷控制在5 kgCOD/(m3·d),启动初期早、晚各开2 h时外循环泵,上升流速控制在0.5 m/h,当系统稳定产气后停止外循环。
(3)每隔5 d左右为负荷提升考察期,当COD去除率达到70%以上,各项指标(如pH、VFA、ALK等)稳定时,前期通过缩短水力停留时间提升负荷,每次提升幅度为30%,最短水力停留时间控制在6.45 h,之后通过提高进水浓度的方法提升负荷,每次提升幅度为500 mg/L,最大质量浓度控制在3 000 mg/L(结合工程实际),设计负荷控制在11.2 kgCOD/(m3·d)。
(4)为了快速培育颗粒污泥,种泥事先和适量PAM、草木灰、氯化钙、膨润土等药剂均匀混合,放置一段时间后,投加到反应器内。
2.2 启动效果
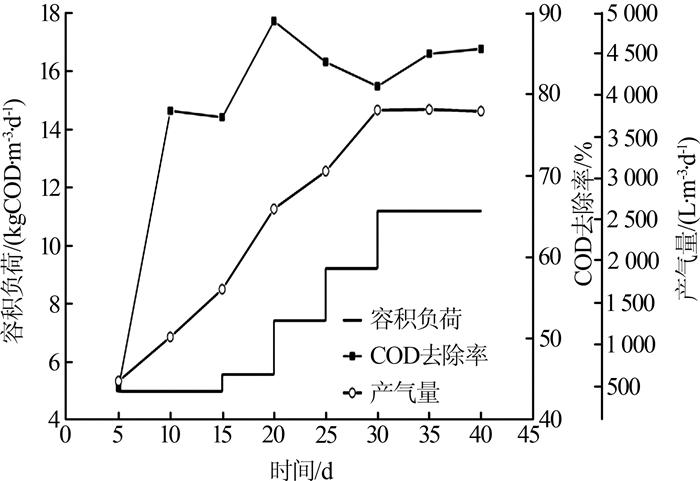
根据厌氧反应器运行情况提升容积负荷,历经30 d将负荷由5 kgCOD/(m3·d)逐步提升到11.2 kgCOD/(m3·d),共提升4次达到设计负荷,此过程中COD去除率与产气量的变化如图2所示。
图2
本研究能快速启动乳品废水厌氧反应器的原因包括:反应器连续进水之前,采用较高浓度的乳品废水(COD为6 000 mg/L)刺激活化接种微生物,使菌种快速得到活化,本研究中活化第4天时COD去除率超过50%以上;反应器启动初期,由于产气量少不能自动形成内循环时,强制进行外循环,提高传质及产甲烷菌活性;在反应器中加入内循环漏斗,在反应器逐渐产气后,在内循环漏斗的作用下提高了反应器的传质等。
2.3 颗粒污泥的形成
反应器启动运行阶段,定期采样观察颗粒污泥形成情况。发现在反应器运行第10天时颗粒污泥占比达到23.1%,并且随着时间进程颗粒污泥快速生长。历经30 d,粒径0.9~2 mm的污泥由1.81%增长到13.6%,增长7.5倍,粒径0.71~0.9 mm的污泥由4.1%增长到11%,增长2.7倍,粒径0.58~0.71 mm的污泥由3.78%增长到9.2%,增长2.4倍,粒径0.2~0.58 mm的污泥由14.19%增长到24.8%,增长1.7倍,粒径大于0.2 mm的颗粒污泥占比达到59%。通常颗粒污泥占比达到55%时,认为颗粒污泥培养成功〔5〕。
随着污泥颗粒化的进程,其沉降速度进一步得到优化。如颗粒污泥最快沉降速度由颗粒污泥开始形成时的68 m/h(第10天),增加到96 m/h(第30天),污泥平均沉降速度由36 m/h增加到64 m/h,污泥最慢沉降速度由20 m/h增加到33 m/h。研究表明,厌氧颗粒污泥的沉降速度一般在18~100 m/h〔6〕。本研究中,培养30 d的颗粒污泥沉降速度在33~96 m/h。
颗粒污泥颜色呈灰褐色,多为球形或椭球形,密实性较好。在显微镜下观察颗粒污泥,丝状微生物较少,表面凹凸不平。颗粒污泥表面凹凸不平可能的原因是:凹陷处是颗粒污泥为内部微生物输送营养物质和排气的通道〔7〕。
本研究中事先对接种污泥进行前处理,如投加反应器之前,接种污泥和PAM、草木灰、氯化钙、膨润土、牛粪等药剂混合均匀,静态条件下放置一段时间,为颗粒污泥的快速形成及生长提供良好条件(如提供晶核等)。同时通过反应器中增设内/外循环、提供适宜的负荷等,为微生物的生长提供良好的生长条件,加速颗粒污泥的形成。
2.4 临界负荷
图3
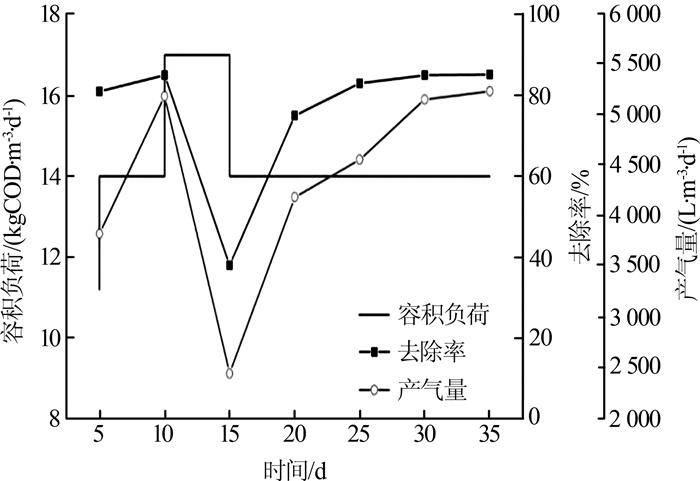
图4
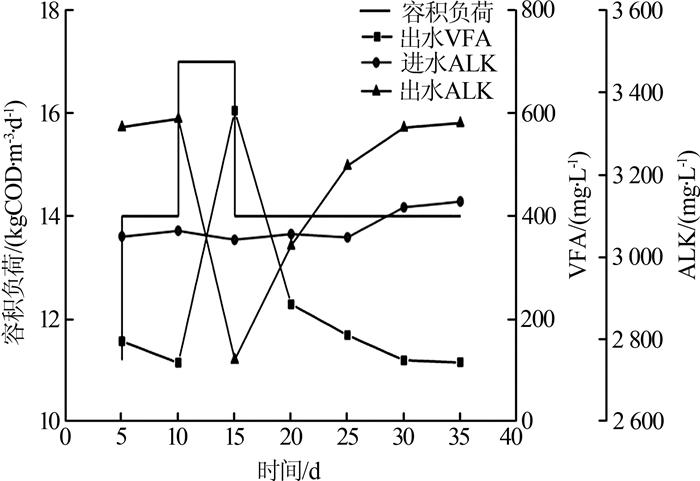
当反应器容积负荷由14 kgCOD/(m3·d)提高到17 kgCOD/(m3·d)时,反应器各项指标开始出现异常,如COD去除率由提高前的80%下降到38%,产气量由5 355 L/(m3·d)下降到2 451 L/(m3·d),出水ALK小于进水ALK,VFA上升到605 mg/L,远高于稳定运行时的300 mg/L。显然17 kgCOD/(m3·d)的容积负荷超出了该反应器高效稳定运行的界限。当反应器负荷重新调回到14 kgCOD/(m3·d)时,经过一段时间运行,反应器各项指标又恢复到高效稳定运行状态。说明乳品废水厌氧反应器高效稳定运行的临界负荷为14 kgCOD/(m3·d)。
2.5 泥量
图5
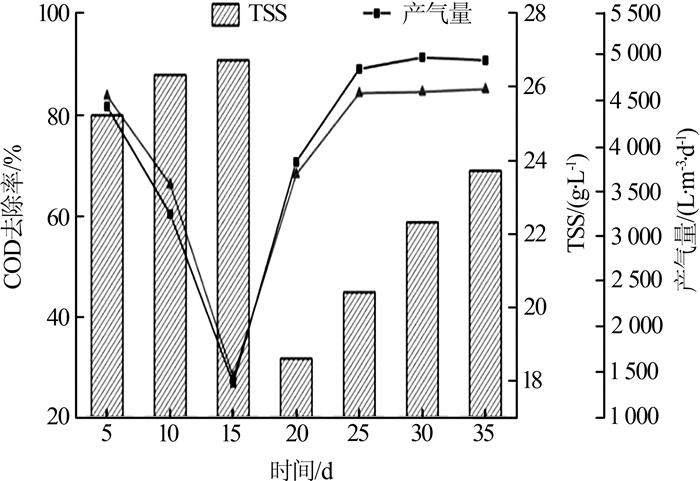
图6

可以看出,运行前15 d泥量呈增加趋势,而当泥量超过26.7 g/L(约为反应器体积的1/2)时,各项指标开始变异常,当泥量达到29.4 g/L时,COD去除率由反应器正常运行时的80%下降到28%,产气量由4 451 L/(m3·d)下降到1 382 L/(m3·d),出水ALK小于进水ALK,VFA开始积累并上升到673 mg/L,反应器运行异常。此时大量颗粒污泥开始上浮跑泥。观察上浮颗粒污泥特征,发现上浮颗粒污泥表面包裹着大量乳白色物质,并长满丝状微生物。分析认为,由于运行过程中泥量逐渐增长,当泥量达到26.7 g/L(约为反应器体积的1/2)时未进行排泥,导致系统污泥龄过大,微生物分解代谢变差,去除率降低,
营养过剩致使丝状微生物大量繁殖,同时未能分解的蛋白质、脂肪等有机物附着于丝状菌表面,降低了颗粒污泥的沉降性,最终导致颗粒污泥上浮跑泥。通过排泥将泥量下调到19.4 g/L(约为反应器体积的1/3),再经过一段时间的运行,随着泥量增加,反应器各项指标开始逐渐恢复,当泥量增加到20.4 g/L时,各项指标恢复到稳定运行状态。这说明乳品废水厌氧消化过程中,反应器高效稳定运行适宜的泥量约在20.4~26.7 g/L,当泥量超过26.7 g/L时,反应器各项指标逐渐恶化,去除效率下降。研究表明,乳品废水厌氧反应器的临界泥量为26.7 g/L,约占反应器体积的1/2。
3 结论
(1)通过反应器内安装自主研发的内循环装置,对接种污泥进行前处理等措施,历经30 d快速启动乳品废水厌氧反应器,在容积负荷11.2 kgCOD/(m3·d)条件下,COD去除率稳定在85%左右,最高产气率为0.41 m3/(kgCOD·d)。
(2)乳品废水厌氧反应器在历经30多d的启动及运行过程中,快速培养出大量优质颗粒污泥,如粒径0.2~2 mm的颗粒污泥占比达到59%,颗粒污泥最快沉降速度96 m/h,平均沉降速度64 m/h,沉降性能良好。
(3)乳品废水厌氧反应器高效稳定运行的临界负荷为14 kgCOD/(m3·d),临界泥量为26.7 g/L,约为反应器体积的1/2。当反应器负荷和泥量超过临界值时,反应器各项指标逐渐恶化,系统难以正常运行直至崩溃。
参考文献
Anaerobic granular reactors for the treatment of dairy wastewater:A review
[J].DOI:10.1111/1471-0307.12252 [本文引用: 2]
Treatment of food processing wastewater in a full-scale jet biogas internal loop anaerobic fluidized bed reactor
[J].DOI:10.1007/s10532-010-9405-5 [本文引用: 1]
A review on anaerobic biofilm reactors for the treatment of dairy industry wastewater
[J].DOI:10.1016/j.procbio.2014.11.005


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}