2
... 大豆是世界主要粮食作物之一,中国是大豆的生产大国和消费大国,也是最大的大豆进口国〔1〕.随着消费者对饮食结构的调整,以及诸如《国民营养计划(2017—2030)》、《大豆振兴计划实施方案》等文件的颁布,我国大豆产量及消费量年年攀升.2018年我国大豆总产量1 600万t,消费量突破1亿万t,占全球大豆消费量的30%,2019年大豆产量增至1 810万t,同比增长了13%,预计到2022年我国豆制品销售收入将达1 110亿元,我国大豆市场规模还在不断扩大〔2〕. ...
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
中国大豆食品行业状况及对食品大豆发展的建议
2
2016
... 大豆是世界主要粮食作物之一,中国是大豆的生产大国和消费大国,也是最大的大豆进口国〔1〕.随着消费者对饮食结构的调整,以及诸如《国民营养计划(2017—2030)》、《大豆振兴计划实施方案》等文件的颁布,我国大豆产量及消费量年年攀升.2018年我国大豆总产量1 600万t,消费量突破1亿万t,占全球大豆消费量的30%,2019年大豆产量增至1 810万t,同比增长了13%,预计到2022年我国豆制品销售收入将达1 110亿元,我国大豆市场规模还在不断扩大〔2〕. ...
... 据统计,我国获得生产许可证的豆制品企业数量正逐年增加,截至2017年3月,取得生产许可证的豆制品企业总计达4 890家,2016年同期为4 779家,同比增长2.3%.但大企业生产标准化、规模化、工业化,主要面向大卖场和大超市进行销售,无法满足区域性消费,也无法克服生鲜食品保质期短的问题(豆制品主要属于生鲜食品)〔23〕,所以豆制品厂大多仍是中小型企业,资金实力薄弱且分布分散.截至2016年,个体加工户和小作坊数量超过10万家〔2〕.这些中小型企业由于缺乏资金和技术,处理废水的能力有限,能否在废水达标排放的前提下尽量节约成本是制约其发展的瓶颈.因此,发展高效价廉的豆制品废水处理工艺是豆制品行业可持续发展的必要前提. ...
2
... 大豆常被用于制作豆制品.根据《食品安全国家标准豆制品》〔3-4〕,豆制品可分为发酵豆制品(包括豆豉、酱油和豆腐乳等)、非发酵豆制品(包括豆浆、豆腐和百叶等)以及大豆蛋白类制品.生产豆制品会消耗大量清洁水并排放大量高浓度有机废水〔5〕,我国每年可产生超过1 000万t的豆制品废水〔6〕. ...
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
豆制品加工业现状及发展对策研究
1
2012
... 大豆常被用于制作豆制品.根据《食品安全国家标准豆制品》〔3-4〕,豆制品可分为发酵豆制品(包括豆豉、酱油和豆腐乳等)、非发酵豆制品(包括豆浆、豆腐和百叶等)以及大豆蛋白类制品.生产豆制品会消耗大量清洁水并排放大量高浓度有机废水〔5〕,我国每年可产生超过1 000万t的豆制品废水〔6〕. ...
An alternative carbon source withdrawn from anaerobic fermentation of soybean wastewater to improve the deep denitrification of tail water
2
2018
... 大豆常被用于制作豆制品.根据《食品安全国家标准豆制品》〔3-4〕,豆制品可分为发酵豆制品(包括豆豉、酱油和豆腐乳等)、非发酵豆制品(包括豆浆、豆腐和百叶等)以及大豆蛋白类制品.生产豆制品会消耗大量清洁水并排放大量高浓度有机废水〔5〕,我国每年可产生超过1 000万t的豆制品废水〔6〕. ...
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
豆制品废水资源化利用研究进展
1
2015
... 大豆常被用于制作豆制品.根据《食品安全国家标准豆制品》〔3-4〕,豆制品可分为发酵豆制品(包括豆豉、酱油和豆腐乳等)、非发酵豆制品(包括豆浆、豆腐和百叶等)以及大豆蛋白类制品.生产豆制品会消耗大量清洁水并排放大量高浓度有机废水〔5〕,我国每年可产生超过1 000万t的豆制品废水〔6〕. ...
Effect of ultrasonic extraction conditions on antioxidative and immunomodulatory activities of a Ganoderma lucidum polysaccharide originated from fermented soybean curd residue
1
2014
... 豆制品废水属于高浓度有机废水,主要成分是未沉淀的蛋白质和水溶性好的糖〔7〕,如大豆乳清蛋白、多肽、低聚糖以及异黄酮等〔8〕.如表 1〔9-13〕所示,豆制品废水呈现高COD、高TN和低pH的特征.该类废水在温度较高时易于酸化,酸度不断积累,可高达1 500~3 200 mg/L〔14〕,易抑制产甲烷菌活性;而且废水蛋白质浓度较高,氨化作用会产生大量氨氮,影响颗粒污泥的形成,甚至出现污泥流失〔15-16〕. ...
豆制品生产中高浓度废水的检测与分析
2
2006
... 豆制品废水属于高浓度有机废水,主要成分是未沉淀的蛋白质和水溶性好的糖〔7〕,如大豆乳清蛋白、多肽、低聚糖以及异黄酮等〔8〕.如表 1〔9-13〕所示,豆制品废水呈现高COD、高TN和低pH的特征.该类废水在温度较高时易于酸化,酸度不断积累,可高达1 500~3 200 mg/L〔14〕,易抑制产甲烷菌活性;而且废水蛋白质浓度较高,氨化作用会产生大量氨氮,影响颗粒污泥的形成,甚至出现污泥流失〔15-16〕. ...
... 每生产1 t分离蛋白将排放100 t废水,其中高浓度废水(乳清废水和水洗水)约30 t,低浓度废水(清洗用水)约70 t.乳清废水COD为15 000~22 000 mg/L,BOD为5 000~8 000 mg/L,富含有机物(主要是低聚糖和可溶性蛋白质)、皂苷以及异黄酮〔8〕,其pH为4.5~5.5,呈酸性,排放温度40 ℃左右,极易腐败. ...
The performance and phase separated characteristics of an anaerobic baffled reactor treating soybean protein processing wastewater
3
2008
... 豆制品废水属于高浓度有机废水,主要成分是未沉淀的蛋白质和水溶性好的糖〔7〕,如大豆乳清蛋白、多肽、低聚糖以及异黄酮等〔8〕.如表 1〔9-13〕所示,豆制品废水呈现高COD、高TN和低pH的特征.该类废水在温度较高时易于酸化,酸度不断积累,可高达1 500~3 200 mg/L〔14〕,易抑制产甲烷菌活性;而且废水蛋白质浓度较高,氨化作用会产生大量氨氮,影响颗粒污泥的形成,甚至出现污泥流失〔15-16〕. ...
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
... 微生物厌氧发酵过程可分为水解酸化、产氢产乙酸和产甲烷3个阶段〔40〕,每个阶段的优势菌种不同.这3个阶段并非独立进行,而是相互制约、相互影响,协同降解有机物.有的厌氧反应器床层明显出现微生物分区现象〔9-10, 33-34〕,生物相分离特征显著,即不同厌氧发酵阶段的优势菌种富集在反应器中的不同区域,能够快速、高效地完成各阶段的代谢,这有助于提升处理速度及效率. ...
Research on soybean protein wastewater treatment by the integrated two-phase anaerobic reactor
1
2015
... 微生物厌氧发酵过程可分为水解酸化、产氢产乙酸和产甲烷3个阶段〔40〕,每个阶段的优势菌种不同.这3个阶段并非独立进行,而是相互制约、相互影响,协同降解有机物.有的厌氧反应器床层明显出现微生物分区现象〔9-10, 33-34〕,生物相分离特征显著,即不同厌氧发酵阶段的优势菌种富集在反应器中的不同区域,能够快速、高效地完成各阶段的代谢,这有助于提升处理速度及效率. ...
气升环流反应器处理高氨氮豆制品废水
1
2014
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
豆制品废水处理工程设计实例及分析
1
2019
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
豆制品产业园废水处理项目设计及运行
2
2018
... 豆制品废水属于高浓度有机废水,主要成分是未沉淀的蛋白质和水溶性好的糖〔7〕,如大豆乳清蛋白、多肽、低聚糖以及异黄酮等〔8〕.如表 1〔9-13〕所示,豆制品废水呈现高COD、高TN和低pH的特征.该类废水在温度较高时易于酸化,酸度不断积累,可高达1 500~3 200 mg/L〔14〕,易抑制产甲烷菌活性;而且废水蛋白质浓度较高,氨化作用会产生大量氨氮,影响颗粒污泥的形成,甚至出现污泥流失〔15-16〕. ...
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
酸化大豆蛋白废水的厌氧处理
2
2009
... 豆制品废水属于高浓度有机废水,主要成分是未沉淀的蛋白质和水溶性好的糖〔7〕,如大豆乳清蛋白、多肽、低聚糖以及异黄酮等〔8〕.如表 1〔9-13〕所示,豆制品废水呈现高COD、高TN和低pH的特征.该类废水在温度较高时易于酸化,酸度不断积累,可高达1 500~3 200 mg/L〔14〕,易抑制产甲烷菌活性;而且废水蛋白质浓度较高,氨化作用会产生大量氨氮,影响颗粒污泥的形成,甚至出现污泥流失〔15-16〕. ...
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
气浮-水解-UASB-两级A/O工艺处理大豆蛋白废水
1
2010
... 豆制品废水属于高浓度有机废水,主要成分是未沉淀的蛋白质和水溶性好的糖〔7〕,如大豆乳清蛋白、多肽、低聚糖以及异黄酮等〔8〕.如表 1〔9-13〕所示,豆制品废水呈现高COD、高TN和低pH的特征.该类废水在温度较高时易于酸化,酸度不断积累,可高达1 500~3 200 mg/L〔14〕,易抑制产甲烷菌活性;而且废水蛋白质浓度较高,氨化作用会产生大量氨氮,影响颗粒污泥的形成,甚至出现污泥流失〔15-16〕. ...
厌氧处理含动植物油废水的设计和运行
1
2006
... 豆制品废水属于高浓度有机废水,主要成分是未沉淀的蛋白质和水溶性好的糖〔7〕,如大豆乳清蛋白、多肽、低聚糖以及异黄酮等〔8〕.如表 1〔9-13〕所示,豆制品废水呈现高COD、高TN和低pH的特征.该类废水在温度较高时易于酸化,酸度不断积累,可高达1 500~3 200 mg/L〔14〕,易抑制产甲烷菌活性;而且废水蛋白质浓度较高,氨化作用会产生大量氨氮,影响颗粒污泥的形成,甚至出现污泥流失〔15-16〕. ...
豆制品高浓度有机废水的处理
1
1985
... 由于豆制品废水可生化性好,因此多用生物法对其进行处理.从20世纪80年代开始,已有学者开始研究采用“厌氧-好氧”组合工艺处理豆制品废水的可行性〔17-18〕,结果表明,COD去除率可达90%以上.膜分离技术问世以后,又有研究人员将其应用于回收豆制品废水中的可溶性蛋白和低聚糖等成分〔19-22〕.尽管现行工艺在豆制品废水处理领域发挥了一定的积极作用,却仍存在工艺组合不科学、运行费用高、占地大、未充分回收资源等问题.笔者基于国内外文献调研,并结合课题组豆制品废水处理经验,较为系统地综述了豆制品废水的处理现状以及资源化利用前景;同时,结合现有工程案例运行情况,探讨了豆制品废水处理工艺可能存在的问题和未来发展趋势. ...
厌氧-氧化塘系统工程处理豆制品废水
1
1984
... 由于豆制品废水可生化性好,因此多用生物法对其进行处理.从20世纪80年代开始,已有学者开始研究采用“厌氧-好氧”组合工艺处理豆制品废水的可行性〔17-18〕,结果表明,COD去除率可达90%以上.膜分离技术问世以后,又有研究人员将其应用于回收豆制品废水中的可溶性蛋白和低聚糖等成分〔19-22〕.尽管现行工艺在豆制品废水处理领域发挥了一定的积极作用,却仍存在工艺组合不科学、运行费用高、占地大、未充分回收资源等问题.笔者基于国内外文献调研,并结合课题组豆制品废水处理经验,较为系统地综述了豆制品废水的处理现状以及资源化利用前景;同时,结合现有工程案例运行情况,探讨了豆制品废水处理工艺可能存在的问题和未来发展趋势. ...
NF-RO组合膜处理大豆乳清废水
2
2010
... 由于豆制品废水可生化性好,因此多用生物法对其进行处理.从20世纪80年代开始,已有学者开始研究采用“厌氧-好氧”组合工艺处理豆制品废水的可行性〔17-18〕,结果表明,COD去除率可达90%以上.膜分离技术问世以后,又有研究人员将其应用于回收豆制品废水中的可溶性蛋白和低聚糖等成分〔19-22〕.尽管现行工艺在豆制品废水处理领域发挥了一定的积极作用,却仍存在工艺组合不科学、运行费用高、占地大、未充分回收资源等问题.笔者基于国内外文献调研,并结合课题组豆制品废水处理经验,较为系统地综述了豆制品废水的处理现状以及资源化利用前景;同时,结合现有工程案例运行情况,探讨了豆制品废水处理工艺可能存在的问题和未来发展趋势. ...
... 直接将豆制品废水进行多级生物处理虽然能够实现废水的净化,但废水中可回收并极具经济价值的大量低聚糖、可溶性蛋白等却难以被再利用,据分析,豆腐黄浆水中含有0.4%~0.5%(以质量分数计)的大豆乳清蛋白,1%~2%(以质量分数计)的总糖〔60〕.膜分离技术的应用为解决这一问题开辟了新途径.缪畅等〔19〕采用纳滤膜处理模拟大豆乳清废水,结果表明,在最优条件下其能够截留88%的乳清蛋白.袁其朋等〔20〕采用超滤、纳滤及反渗透技术处理实际乳清废水,实验结果表明,1 t废水能够回收可溶性大豆蛋白2 kg,大豆低聚糖浆10 kg及纯净水700 kg,具有较高的经济效益.刘宇等〔21〕以壳聚糖作为絮凝剂结合超滤膜处理实际大豆黄浆水,结果表明,该方法能够回收76.1%的蛋白质、77.2%的异黄酮.Xiao FENG等〔22〕使用再生纤维(RC)膜和聚醚砜(PES)膜处理大豆乳清废水,结果表明,其能够截留住78.0%左右的蛋白质.王洪波等〔61〕采用外加压管式膜组件对黄浆水进行超滤处理,结果表明,在最适条件下可回收全部脂肪、75%以上的蛋白质和70%以上的总糖.祁佩时等〔62〕在中试规模下对大豆蛋白废水进行超滤处理,达到了90%以上的蛋白质回收率,去除了27%以上的COD.徐朝辉等〔63〕利用“超滤+纳滤+反渗透”的组合工艺使大豆乳清废水达到了回用或排放要求. ...
膜分离技术处理大豆乳清废水
1
2001
... 直接将豆制品废水进行多级生物处理虽然能够实现废水的净化,但废水中可回收并极具经济价值的大量低聚糖、可溶性蛋白等却难以被再利用,据分析,豆腐黄浆水中含有0.4%~0.5%(以质量分数计)的大豆乳清蛋白,1%~2%(以质量分数计)的总糖〔60〕.膜分离技术的应用为解决这一问题开辟了新途径.缪畅等〔19〕采用纳滤膜处理模拟大豆乳清废水,结果表明,在最优条件下其能够截留88%的乳清蛋白.袁其朋等〔20〕采用超滤、纳滤及反渗透技术处理实际乳清废水,实验结果表明,1 t废水能够回收可溶性大豆蛋白2 kg,大豆低聚糖浆10 kg及纯净水700 kg,具有较高的经济效益.刘宇等〔21〕以壳聚糖作为絮凝剂结合超滤膜处理实际大豆黄浆水,结果表明,该方法能够回收76.1%的蛋白质、77.2%的异黄酮.Xiao FENG等〔22〕使用再生纤维(RC)膜和聚醚砜(PES)膜处理大豆乳清废水,结果表明,其能够截留住78.0%左右的蛋白质.王洪波等〔61〕采用外加压管式膜组件对黄浆水进行超滤处理,结果表明,在最适条件下可回收全部脂肪、75%以上的蛋白质和70%以上的总糖.祁佩时等〔62〕在中试规模下对大豆蛋白废水进行超滤处理,达到了90%以上的蛋白质回收率,去除了27%以上的COD.徐朝辉等〔63〕利用“超滤+纳滤+反渗透”的组合工艺使大豆乳清废水达到了回用或排放要求. ...
絮凝-超滤处理豆制品废水研究
1
2015
... 直接将豆制品废水进行多级生物处理虽然能够实现废水的净化,但废水中可回收并极具经济价值的大量低聚糖、可溶性蛋白等却难以被再利用,据分析,豆腐黄浆水中含有0.4%~0.5%(以质量分数计)的大豆乳清蛋白,1%~2%(以质量分数计)的总糖〔60〕.膜分离技术的应用为解决这一问题开辟了新途径.缪畅等〔19〕采用纳滤膜处理模拟大豆乳清废水,结果表明,在最优条件下其能够截留88%的乳清蛋白.袁其朋等〔20〕采用超滤、纳滤及反渗透技术处理实际乳清废水,实验结果表明,1 t废水能够回收可溶性大豆蛋白2 kg,大豆低聚糖浆10 kg及纯净水700 kg,具有较高的经济效益.刘宇等〔21〕以壳聚糖作为絮凝剂结合超滤膜处理实际大豆黄浆水,结果表明,该方法能够回收76.1%的蛋白质、77.2%的异黄酮.Xiao FENG等〔22〕使用再生纤维(RC)膜和聚醚砜(PES)膜处理大豆乳清废水,结果表明,其能够截留住78.0%左右的蛋白质.王洪波等〔61〕采用外加压管式膜组件对黄浆水进行超滤处理,结果表明,在最适条件下可回收全部脂肪、75%以上的蛋白质和70%以上的总糖.祁佩时等〔62〕在中试规模下对大豆蛋白废水进行超滤处理,达到了90%以上的蛋白质回收率,去除了27%以上的COD.徐朝辉等〔63〕利用“超滤+纳滤+反渗透”的组合工艺使大豆乳清废水达到了回用或排放要求. ...
Performance of ultrafiltration membrane technology in treatment of soy whey wastewater
2
2009
... 由于豆制品废水可生化性好,因此多用生物法对其进行处理.从20世纪80年代开始,已有学者开始研究采用“厌氧-好氧”组合工艺处理豆制品废水的可行性〔17-18〕,结果表明,COD去除率可达90%以上.膜分离技术问世以后,又有研究人员将其应用于回收豆制品废水中的可溶性蛋白和低聚糖等成分〔19-22〕.尽管现行工艺在豆制品废水处理领域发挥了一定的积极作用,却仍存在工艺组合不科学、运行费用高、占地大、未充分回收资源等问题.笔者基于国内外文献调研,并结合课题组豆制品废水处理经验,较为系统地综述了豆制品废水的处理现状以及资源化利用前景;同时,结合现有工程案例运行情况,探讨了豆制品废水处理工艺可能存在的问题和未来发展趋势. ...
... 直接将豆制品废水进行多级生物处理虽然能够实现废水的净化,但废水中可回收并极具经济价值的大量低聚糖、可溶性蛋白等却难以被再利用,据分析,豆腐黄浆水中含有0.4%~0.5%(以质量分数计)的大豆乳清蛋白,1%~2%(以质量分数计)的总糖〔60〕.膜分离技术的应用为解决这一问题开辟了新途径.缪畅等〔19〕采用纳滤膜处理模拟大豆乳清废水,结果表明,在最优条件下其能够截留88%的乳清蛋白.袁其朋等〔20〕采用超滤、纳滤及反渗透技术处理实际乳清废水,实验结果表明,1 t废水能够回收可溶性大豆蛋白2 kg,大豆低聚糖浆10 kg及纯净水700 kg,具有较高的经济效益.刘宇等〔21〕以壳聚糖作为絮凝剂结合超滤膜处理实际大豆黄浆水,结果表明,该方法能够回收76.1%的蛋白质、77.2%的异黄酮.Xiao FENG等〔22〕使用再生纤维(RC)膜和聚醚砜(PES)膜处理大豆乳清废水,结果表明,其能够截留住78.0%左右的蛋白质.王洪波等〔61〕采用外加压管式膜组件对黄浆水进行超滤处理,结果表明,在最适条件下可回收全部脂肪、75%以上的蛋白质和70%以上的总糖.祁佩时等〔62〕在中试规模下对大豆蛋白废水进行超滤处理,达到了90%以上的蛋白质回收率,去除了27%以上的COD.徐朝辉等〔63〕利用“超滤+纳滤+反渗透”的组合工艺使大豆乳清废水达到了回用或排放要求. ...
从日本豆制品行业现状看中国传统豆制品行业发展
1
2006
... 据统计,我国获得生产许可证的豆制品企业数量正逐年增加,截至2017年3月,取得生产许可证的豆制品企业总计达4 890家,2016年同期为4 779家,同比增长2.3%.但大企业生产标准化、规模化、工业化,主要面向大卖场和大超市进行销售,无法满足区域性消费,也无法克服生鲜食品保质期短的问题(豆制品主要属于生鲜食品)〔23〕,所以豆制品厂大多仍是中小型企业,资金实力薄弱且分布分散.截至2016年,个体加工户和小作坊数量超过10万家〔2〕.这些中小型企业由于缺乏资金和技术,处理废水的能力有限,能否在废水达标排放的前提下尽量节约成本是制约其发展的瓶颈.因此,发展高效价廉的豆制品废水处理工艺是豆制品行业可持续发展的必要前提. ...
大豆制品生产废水综合开发研究进展
1
2007
... 在生产豆腐过程中,会产生高浓度的泡豆水、黄浆水和低浓度的清洁用水.据统计,每使用1 t干大豆生产豆腐,会产生1~1.5 t泡豆废水、4.5~5.5 t黄浆水和10 t清洁废水〔24〕,相应的COD分别为4 000~8 000、20 000~30 000、500~1 500 mg/L.当生产工艺、产品类别、生产习惯等不同时,各种废水的水量和浓度也会发生变化. ...
AB活性污泥法处理豆制品废水的工艺研究
1
1997
... 陈亮等〔25〕采用AB活性污泥法处理豆制品废水,通过优化A、B 2段的曝气时间、污泥负荷和溶解氧,在进水COD为7 000 mg/L的情况下,达到了97%的COD去除率.Kuizu SU等〔26〕利用SBR反应器处理豆制品废水,在进水COD为2 000 mg/L的情况下达到了98%以上的COD去除率.杜天星等〔27〕在自制的多级反应器中,尝试通过八级接触氧化法处理豆制品废水,结果表明,在最佳运行参数下,当进水COD为800~1 200 mg/L时,处理出水COD达到《污水综合排放标准》(GB 8978—1996)的二级排放标准.曹建平等〔28〕采用气浮—改良活性污泥法处理豆制品废水,即在活性污泥曝气池前加设了气浮处理单元,结果表明,在一定条件下,当进水COD为2 000~ 3 000 mg/L时,出水COD可降至53.9 mg/L. ...
Formation and characterization of aerobic granules in a sequencing batch reactor treating soybean-processing wastewater
1
2005
... 陈亮等〔25〕采用AB活性污泥法处理豆制品废水,通过优化A、B 2段的曝气时间、污泥负荷和溶解氧,在进水COD为7 000 mg/L的情况下,达到了97%的COD去除率.Kuizu SU等〔26〕利用SBR反应器处理豆制品废水,在进水COD为2 000 mg/L的情况下达到了98%以上的COD去除率.杜天星等〔27〕在自制的多级反应器中,尝试通过八级接触氧化法处理豆制品废水,结果表明,在最佳运行参数下,当进水COD为800~1 200 mg/L时,处理出水COD达到《污水综合排放标准》(GB 8978—1996)的二级排放标准.曹建平等〔28〕采用气浮—改良活性污泥法处理豆制品废水,即在活性污泥曝气池前加设了气浮处理单元,结果表明,在一定条件下,当进水COD为2 000~ 3 000 mg/L时,出水COD可降至53.9 mg/L. ...
八级生物接触氧化处理豆制品废水
1
2008
... 陈亮等〔25〕采用AB活性污泥法处理豆制品废水,通过优化A、B 2段的曝气时间、污泥负荷和溶解氧,在进水COD为7 000 mg/L的情况下,达到了97%的COD去除率.Kuizu SU等〔26〕利用SBR反应器处理豆制品废水,在进水COD为2 000 mg/L的情况下达到了98%以上的COD去除率.杜天星等〔27〕在自制的多级反应器中,尝试通过八级接触氧化法处理豆制品废水,结果表明,在最佳运行参数下,当进水COD为800~1 200 mg/L时,处理出水COD达到《污水综合排放标准》(GB 8978—1996)的二级排放标准.曹建平等〔28〕采用气浮—改良活性污泥法处理豆制品废水,即在活性污泥曝气池前加设了气浮处理单元,结果表明,在一定条件下,当进水COD为2 000~ 3 000 mg/L时,出水COD可降至53.9 mg/L. ...
气浮-改良活性污泥法处理豆制品废水
1
2013
... 陈亮等〔25〕采用AB活性污泥法处理豆制品废水,通过优化A、B 2段的曝气时间、污泥负荷和溶解氧,在进水COD为7 000 mg/L的情况下,达到了97%的COD去除率.Kuizu SU等〔26〕利用SBR反应器处理豆制品废水,在进水COD为2 000 mg/L的情况下达到了98%以上的COD去除率.杜天星等〔27〕在自制的多级反应器中,尝试通过八级接触氧化法处理豆制品废水,结果表明,在最佳运行参数下,当进水COD为800~1 200 mg/L时,处理出水COD达到《污水综合排放标准》(GB 8978—1996)的二级排放标准.曹建平等〔28〕采用气浮—改良活性污泥法处理豆制品废水,即在活性污泥曝气池前加设了气浮处理单元,结果表明,在一定条件下,当进水COD为2 000~ 3 000 mg/L时,出水COD可降至53.9 mg/L. ...
Simultaneous in-situ excess sludge reduction and removal of organic carbon and nitrogen by a pilot-scale continuous aerobic-anaerobic coupled(CAAC) process for deeply treatment of soybean wastewater
2
2014
... 尽管好氧生物法可以达到比较高的COD去除率,但进水COD不宜太高,且需要外源动力提供氧气,有机负荷越高,所需曝气量越多〔29〕;此外,该方法还会产生大量污泥,存在运行费用高和剩余污泥多等显著缺陷. ...
... Treatment effects of soybean products wastewater by anaerobic-aerobic biological process
Table 3 | 工艺 | 废水种类 | 规模 | 进水COD/(mg·L-1) | COD去除率/% | 厌氧段COD容积负荷/(kg·m-3·d-1) | NH3-N去除率/% | 产气量/(m3·m-3·d-1) | CH4体积分数/% | 参考文献 |
| 厌氧段 | 好氧段 | 总计 |
| 厌氧+缺氧+好氧 | 稀释废水 | 小试 | 517 | — | — | 96.0 | 4.6 | 82 | 0.6 | 59.5~69.8 | 〔41〕 |
| EGSB+SPMBR | 模拟废水 | 小试 | 12 000~15 000 | 88.0 | 90.0 | 99.0 | 12.3~15.3 | 35 | — | — | 〔42〕 |
| IC-A/O | 实际废水 | 中试 | 8 000~10 000 | 90.0 | 96.0 | 99.2 | 9.5 | 90 | — | — | 〔43〕 |
| IC-CAAC | 实际废水 | 中试 | — | — | 86.0 | — | — | 91 | — | — | 〔29〕 |
| 厌氧+好氧 | 实际废水 | 生产规模 | 15 000~20 000 | 93.5 | 59.4 | 97.3 | 6.7 | — | 3.4 | 59.0 | 〔44〕 |
注:SPMBR,浸没式平板膜生物反应器;CAAC,连续好氧-厌氧耦合工艺. ...
大豆蛋白加工废水厌氧处理工艺的优化配置
0
2009
Monitoring the restart-up of an upflow anaerobic sludge blanket(UASB) reactor for the treatment of a soybean processing wastewater
1
2010
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
大豆分离蛋白工艺废水厌氧生物净化的研究
1
1999
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
厌氧折流板反应器处理豆制品废水的研究
2
1999
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
... 微生物厌氧发酵过程可分为水解酸化、产氢产乙酸和产甲烷3个阶段〔40〕,每个阶段的优势菌种不同.这3个阶段并非独立进行,而是相互制约、相互影响,协同降解有机物.有的厌氧反应器床层明显出现微生物分区现象〔9-10, 33-34〕,生物相分离特征显著,即不同厌氧发酵阶段的优势菌种富集在反应器中的不同区域,能够快速、高效地完成各阶段的代谢,这有助于提升处理速度及效率. ...
ABR处理大豆蛋白废水的效能及微生物群落动态分析
2
2008
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
... 微生物厌氧发酵过程可分为水解酸化、产氢产乙酸和产甲烷3个阶段〔40〕,每个阶段的优势菌种不同.这3个阶段并非独立进行,而是相互制约、相互影响,协同降解有机物.有的厌氧反应器床层明显出现微生物分区现象〔9-10, 33-34〕,生物相分离特征显著,即不同厌氧发酵阶段的优势菌种富集在反应器中的不同区域,能够快速、高效地完成各阶段的代谢,这有助于提升处理速度及效率. ...
EGSB反应器处理高浓度豆制品废水的研究
1
2010
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
Performance of an anaerobic filter treating soybean processing wastewater with and without effluent recycle
1
2002
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
中试规模IC反应器处理大豆蛋白废水的颗粒污泥培养和启动
1
2016
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
ASBR反应器处理豆制品废水
1
2005
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
用多级厌氧消化器处理豆腐废水
1
1991
... Process parameters and treatment effects of different types of anaerobic biological methods for soybean wastewater treatment
Table 2| 反应器 | 废水种类 | 进水COD/(mg·L-1) | COD去除率/% | COD容积负荷/(kg·m-3·d-1) | 进水pH | 系统温度/℃ | HRT/h | 产气效果 | 规模 | 参考文献 |
| 产气量/(m3·m-3·d-1) | CH4体积分数/% |
| 上流式厌氧反应器(UASB) | 实际废水 | 15 200~16 800 | 90.0 | 8.0~10.0 | 4.0~6.0 | 35~40 | 26.0~37.0 | — | — | 中试 | 〔3〕 |
| 实际废水 | 8 980~10 250 | 87.0 | 10.0 | 5.0 | 34~36 | 24.0 | 2.23 | 65~71 | 小试 | 〔31〕 |
| 实际废水 | 12 000 | 93.0 | 10.0~12.0 | 5.0 | 25~35 | 48.0 | 3.2~3.8 | — | 小试 | 〔32〕 |
| 一体式两相厌氧反应器 | 实际废水 | 8 000 | 80.0 | 5.1 | — | 30 | 40.0 | 0.35 | 33.5 | 小试 | 〔1〕 |
| 厌氧折流板反应器(ABR) | 实际废水 | 14 672.3 | 80.0 | 14.3 | 6.0~7.3 | 34~36 | — | 10.2 | 55~60 | 小试 | 〔33〕 |
| 实际废水 | 5 107~10 076 | 92.0~97.0 | 1.2~6.0 | 4.1~4.8 | 34~36 | 39.5 | — | 45 | 小试 | 〔9〕 |
| 实际废水 | 9 941 | 97.0 | 6.0 | 4.1~5.0 | 34~36 | 39.5 | — | — | 小试 | 〔34〕 |
| 膨胀污泥床反应器(EGSB) | 模拟废水 | 10 000 | 85.0 | 10.2 | — | 32~37 | 48.0 | 0.8~1.4 | 60~75 | 小试 | 〔35〕 |
| 厌氧生物滤池(AF) | 实际废水 | 7 520~11 450 | 89.2~92.5 | 8.2~13.5 | 5.4~6.6 | 34~36 | 25.0 | 3.0~7.2 | 50~90 | 小试 | 〔36〕 |
| 内循环厌氧反应器(IC) | 实际废水 | 8 000~12 000 | 80.0~90.0 | 9.5 | 3.5~4.5 | 30~38 | 20.0 | — | — | 中试 | 〔37〕 |
| 厌氧序批式反应器(ASBR) | 实际废水 | 4 500~5 300 | 89.7 | 7.8 | 6.8~7.0 | 34~36 | 14.4 | 3.9 | 70 | 小试 | 〔38〕 |
| 多级厌氧消化器 | 实际废水 | 14 000~28 000 | 97.9~99.4 | 3.8~5.6 | 5.3~6.0 | 30 | — | 2.4~2.6 | 53 | 小试 | 〔39〕 |
由表 2可知,上述采用厌氧生物法处理豆制品废水的研究中,大部分使用实际废水作为进水,COD普遍在10 000 mg/L以上,系统温度一般控制在30~38 ℃,反应器HRT通常超过30 h,COD容积负荷最大为小试规模下的14.30 kg/(m3·d),最低仅为1.2 kg/(m3·d).运行结果表明,各种厌氧反应器的COD去除率都超过了80.0%,最高可达99.4%,且能承受较大范围内的有机负荷和进水pH的波动;反应器产气量为2~10.2 m3/(m3·d),甲烷体积分数为45%~90%,具有一定的资源化利用价值. ...
Principles and potential of the anaerobic digestion of waste-activated sludge
1
200/
... 微生物厌氧发酵过程可分为水解酸化、产氢产乙酸和产甲烷3个阶段〔40〕,每个阶段的优势菌种不同.这3个阶段并非独立进行,而是相互制约、相互影响,协同降解有机物.有的厌氧反应器床层明显出现微生物分区现象〔9-10, 33-34〕,生物相分离特征显著,即不同厌氧发酵阶段的优势菌种富集在反应器中的不同区域,能够快速、高效地完成各阶段的代谢,这有助于提升处理速度及效率. ...
厌氧-缺氧-好氧工艺去除废水中COD、氮和磷的研究
1
1995
... Treatment effects of soybean products wastewater by anaerobic-aerobic biological process
Table 3 | 工艺 | 废水种类 | 规模 | 进水COD/(mg·L-1) | COD去除率/% | 厌氧段COD容积负荷/(kg·m-3·d-1) | NH3-N去除率/% | 产气量/(m3·m-3·d-1) | CH4体积分数/% | 参考文献 |
| 厌氧段 | 好氧段 | 总计 |
| 厌氧+缺氧+好氧 | 稀释废水 | 小试 | 517 | — | — | 96.0 | 4.6 | 82 | 0.6 | 59.5~69.8 | 〔41〕 |
| EGSB+SPMBR | 模拟废水 | 小试 | 12 000~15 000 | 88.0 | 90.0 | 99.0 | 12.3~15.3 | 35 | — | — | 〔42〕 |
| IC-A/O | 实际废水 | 中试 | 8 000~10 000 | 90.0 | 96.0 | 99.2 | 9.5 | 90 | — | — | 〔43〕 |
| IC-CAAC | 实际废水 | 中试 | — | — | 86.0 | — | — | 91 | — | — | 〔29〕 |
| 厌氧+好氧 | 实际废水 | 生产规模 | 15 000~20 000 | 93.5 | 59.4 | 97.3 | 6.7 | — | 3.4 | 59.0 | 〔44〕 |
注:SPMBR,浸没式平板膜生物反应器;CAAC,连续好氧-厌氧耦合工艺. ...
EGSB/SPMBR工艺深度处理高浓度豆制品废水
1
2010
... Treatment effects of soybean products wastewater by anaerobic-aerobic biological process
Table 3 | 工艺 | 废水种类 | 规模 | 进水COD/(mg·L-1) | COD去除率/% | 厌氧段COD容积负荷/(kg·m-3·d-1) | NH3-N去除率/% | 产气量/(m3·m-3·d-1) | CH4体积分数/% | 参考文献 |
| 厌氧段 | 好氧段 | 总计 |
| 厌氧+缺氧+好氧 | 稀释废水 | 小试 | 517 | — | — | 96.0 | 4.6 | 82 | 0.6 | 59.5~69.8 | 〔41〕 |
| EGSB+SPMBR | 模拟废水 | 小试 | 12 000~15 000 | 88.0 | 90.0 | 99.0 | 12.3~15.3 | 35 | — | — | 〔42〕 |
| IC-A/O | 实际废水 | 中试 | 8 000~10 000 | 90.0 | 96.0 | 99.2 | 9.5 | 90 | — | — | 〔43〕 |
| IC-CAAC | 实际废水 | 中试 | — | — | 86.0 | — | — | 91 | — | — | 〔29〕 |
| 厌氧+好氧 | 实际废水 | 生产规模 | 15 000~20 000 | 93.5 | 59.4 | 97.3 | 6.7 | — | 3.4 | 59.0 | 〔44〕 |
注:SPMBR,浸没式平板膜生物反应器;CAAC,连续好氧-厌氧耦合工艺. ...
Study on the treatment of soybean protein wastewater by a pilot-scale IC-A/O coupling reactor
1
2018
... Treatment effects of soybean products wastewater by anaerobic-aerobic biological process
Table 3 | 工艺 | 废水种类 | 规模 | 进水COD/(mg·L-1) | COD去除率/% | 厌氧段COD容积负荷/(kg·m-3·d-1) | NH3-N去除率/% | 产气量/(m3·m-3·d-1) | CH4体积分数/% | 参考文献 |
| 厌氧段 | 好氧段 | 总计 |
| 厌氧+缺氧+好氧 | 稀释废水 | 小试 | 517 | — | — | 96.0 | 4.6 | 82 | 0.6 | 59.5~69.8 | 〔41〕 |
| EGSB+SPMBR | 模拟废水 | 小试 | 12 000~15 000 | 88.0 | 90.0 | 99.0 | 12.3~15.3 | 35 | — | — | 〔42〕 |
| IC-A/O | 实际废水 | 中试 | 8 000~10 000 | 90.0 | 96.0 | 99.2 | 9.5 | 90 | — | — | 〔43〕 |
| IC-CAAC | 实际废水 | 中试 | — | — | 86.0 | — | — | 91 | — | — | 〔29〕 |
| 厌氧+好氧 | 实际废水 | 生产规模 | 15 000~20 000 | 93.5 | 59.4 | 97.3 | 6.7 | — | 3.4 | 59.0 | 〔44〕 |
注:SPMBR,浸没式平板膜生物反应器;CAAC,连续好氧-厌氧耦合工艺. ...
豆制品加工废水的厌氧处理研究
1
1989
... Treatment effects of soybean products wastewater by anaerobic-aerobic biological process
Table 3 | 工艺 | 废水种类 | 规模 | 进水COD/(mg·L-1) | COD去除率/% | 厌氧段COD容积负荷/(kg·m-3·d-1) | NH3-N去除率/% | 产气量/(m3·m-3·d-1) | CH4体积分数/% | 参考文献 |
| 厌氧段 | 好氧段 | 总计 |
| 厌氧+缺氧+好氧 | 稀释废水 | 小试 | 517 | — | — | 96.0 | 4.6 | 82 | 0.6 | 59.5~69.8 | 〔41〕 |
| EGSB+SPMBR | 模拟废水 | 小试 | 12 000~15 000 | 88.0 | 90.0 | 99.0 | 12.3~15.3 | 35 | — | — | 〔42〕 |
| IC-A/O | 实际废水 | 中试 | 8 000~10 000 | 90.0 | 96.0 | 99.2 | 9.5 | 90 | — | — | 〔43〕 |
| IC-CAAC | 实际废水 | 中试 | — | — | 86.0 | — | — | 91 | — | — | 〔29〕 |
| 厌氧+好氧 | 实际废水 | 生产规模 | 15 000~20 000 | 93.5 | 59.4 | 97.3 | 6.7 | — | 3.4 | 59.0 | 〔44〕 |
注:SPMBR,浸没式平板膜生物反应器;CAAC,连续好氧-厌氧耦合工艺. ...
中国大豆食品产业发展状况
1
2010
... 豆制品行业是薄利行业〔45〕,且从事这一行业的企业大多规模较小,难以承担废水处理的成本,因此,豆制品废水的高值利用受到研究者的广泛关注. ...
Photosynthetic bacteria treatment of synthetic soybean wastewater: Direct degradation of macromolecules
1
2010
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
Mg2+ improves biomass production from soybean wastewater using purple non-sulfur bacteria
1
2015
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
Treatment of soybean wastewater by a wild strain Rhodobacter sphaeroides and to produce protein under natural conditions
1
2010
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
光合菌处理豆制品废水影响因素的研究
2
2001
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
... 从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
光合细菌处理豆制品废水影响因素的探讨
1
2000
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
光合细菌处理高浓度黄泔水试验研究
2
2002
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
... 从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
光合细菌降解3种有机废水的试验研究
1
1994
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
Performance, 5-aminolevulinic acid(ALA) yield and microbial population dynamics in a photobioreactor system treating soybean wastewater: Effect of hydraulic retention time(HRT) and organic loading rate(OLR)
1
2016
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
固定化光合细菌处理豆制品废水产氢研究
1
1995
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
酵母菌处理黄泔水试验研究
1
2000
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
Soybean processing wastewater purification via Chlorella L166 and L38 with potential value-added ingredients production
1
2019
... 'Treatment effect of different microorganisms on soybean product wastewater
Table 4 | 微生物 | 培养条件 | 处理时长/h | 初始COD/(mg·L-1) | COD去除率/% | 参考文献 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 90 | 13 140 | 99.4 | 〔46〕 |
| Rhodobacter sphaeroides Z08 | 光照 | 72(含Mg2+) | 10 000 | 86.0 | 〔47〕 |
| Rhodobacter sphaeroides Z08 | 自然条件 | 72 | 10 000 | 96.2 | 〔48〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 2 975 | 96.2 | 〔49〕 |
| Rhodobacter sphaeroide ATCC 17023、Rhodospirillum rubrum ATCC 11170 etc. | 好氧 | 96 | 12 984 | 87.3 | 〔5〕 |
| Rhodopseudomonas palustris、Rhodopseudomonas sphaeroides | 黑暗有氧 | 72 | 11 000 | 84.0 | 〔51〕 |
| Rhodobacter capsulatus、Rhodobacter spheroids | 黑暗有氧 | 72 | 2 100 | 94.8 | 〔52〕 |
| Rhodopseudomonas capsulate、Rhodopseudomonas spheroides | 光照无氧 | 144 | 52 800 | 92.7 | 〔53〕 |
| Rhodobacter sphaeroides ATCC17023 | 光照 | 60 | 6 200~9 300 | 89.5 | 〔54〕 |
| Rhodopseudomonas strain H | 光照 | 260 | 7 560~12 600 | 62.3~78.2 | 〔55〕 |
| yeasts | 无氧 | 22 | 25 000 | 67.0 | 〔56〕 |
| Chlorella sp. L38 | 光照 | 288 | 2 270±0.74 | 70.5 | 〔57〕 |
| Chlorella sp. L166 | | | | 61.1 | |
从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
光合细菌在废水处理中的应用及菌体的综合利用
1
1981
... 从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
豆制品废水生物处理的研究与应用进展
1
2000
... 从表 4可知,研究主要集中在光合细菌(Photo- synthetic Bacteria,PSB).PSB是在厌氧条件下进行不放氧光合作用的细菌的总称〔58〕,这类细菌能在光照条件下以还原性低分子有机物质作为供氢体进行自养生活,或者在黑暗环境下分解有机物进行异养生活〔59〕,其中很多菌株可以适应高浓度有机物环境且拥有较强的有机物去除和分解能力.如表 4所示,该类细菌能在COD为2 000~52 800 mg/L的情况下达到80.0%以上的COD去除率.值得一提的是,部分光合细菌能产生具有潜在利用价值的物质,如菌株ATCC17023,每消耗1 g底物,能够产生7.4 mg的5-氨基乙酰丙酸;H菌株在光照条件下可产气146.8~351.4 mL/(L·d),其中57.7%~71.5%的气体是氢气.而且,经光合细菌处理后的豆制品废水会成为含有大量光合菌的菌液,既可作菌肥又可作饲料添加剂直接使用,不会造成二次污染〔49〕.但是利用光合细菌处理豆制品废水存在需要设置可溶化槽和菌体无法自然沉降两大缺陷〔52〕,有待进一步研究.采用小球藻L38和L166处理豆制品废水,COD去除率只有60.0%~70.0%,但是能产生多糖〔1.38、2.86 mg/(L·d)〕和脂质〔3.89、7.22 mg/(L·d)〕,具有一定研究价值. ...
大豆黄浆水处理过程中超滤膜的选择
1
2003
... 直接将豆制品废水进行多级生物处理虽然能够实现废水的净化,但废水中可回收并极具经济价值的大量低聚糖、可溶性蛋白等却难以被再利用,据分析,豆腐黄浆水中含有0.4%~0.5%(以质量分数计)的大豆乳清蛋白,1%~2%(以质量分数计)的总糖〔60〕.膜分离技术的应用为解决这一问题开辟了新途径.缪畅等〔19〕采用纳滤膜处理模拟大豆乳清废水,结果表明,在最优条件下其能够截留88%的乳清蛋白.袁其朋等〔20〕采用超滤、纳滤及反渗透技术处理实际乳清废水,实验结果表明,1 t废水能够回收可溶性大豆蛋白2 kg,大豆低聚糖浆10 kg及纯净水700 kg,具有较高的经济效益.刘宇等〔21〕以壳聚糖作为絮凝剂结合超滤膜处理实际大豆黄浆水,结果表明,该方法能够回收76.1%的蛋白质、77.2%的异黄酮.Xiao FENG等〔22〕使用再生纤维(RC)膜和聚醚砜(PES)膜处理大豆乳清废水,结果表明,其能够截留住78.0%左右的蛋白质.王洪波等〔61〕采用外加压管式膜组件对黄浆水进行超滤处理,结果表明,在最适条件下可回收全部脂肪、75%以上的蛋白质和70%以上的总糖.祁佩时等〔62〕在中试规模下对大豆蛋白废水进行超滤处理,达到了90%以上的蛋白质回收率,去除了27%以上的COD.徐朝辉等〔63〕利用“超滤+纳滤+反渗透”的组合工艺使大豆乳清废水达到了回用或排放要求. ...
豆制品加工中黄浆水无害化处理技术研究
1
2007
... 直接将豆制品废水进行多级生物处理虽然能够实现废水的净化,但废水中可回收并极具经济价值的大量低聚糖、可溶性蛋白等却难以被再利用,据分析,豆腐黄浆水中含有0.4%~0.5%(以质量分数计)的大豆乳清蛋白,1%~2%(以质量分数计)的总糖〔60〕.膜分离技术的应用为解决这一问题开辟了新途径.缪畅等〔19〕采用纳滤膜处理模拟大豆乳清废水,结果表明,在最优条件下其能够截留88%的乳清蛋白.袁其朋等〔20〕采用超滤、纳滤及反渗透技术处理实际乳清废水,实验结果表明,1 t废水能够回收可溶性大豆蛋白2 kg,大豆低聚糖浆10 kg及纯净水700 kg,具有较高的经济效益.刘宇等〔21〕以壳聚糖作为絮凝剂结合超滤膜处理实际大豆黄浆水,结果表明,该方法能够回收76.1%的蛋白质、77.2%的异黄酮.Xiao FENG等〔22〕使用再生纤维(RC)膜和聚醚砜(PES)膜处理大豆乳清废水,结果表明,其能够截留住78.0%左右的蛋白质.王洪波等〔61〕采用外加压管式膜组件对黄浆水进行超滤处理,结果表明,在最适条件下可回收全部脂肪、75%以上的蛋白质和70%以上的总糖.祁佩时等〔62〕在中试规模下对大豆蛋白废水进行超滤处理,达到了90%以上的蛋白质回收率,去除了27%以上的COD.徐朝辉等〔63〕利用“超滤+纳滤+反渗透”的组合工艺使大豆乳清废水达到了回用或排放要求. ...
超滤法处理大豆蛋白废水及资源回收的研究
1
2005
... 直接将豆制品废水进行多级生物处理虽然能够实现废水的净化,但废水中可回收并极具经济价值的大量低聚糖、可溶性蛋白等却难以被再利用,据分析,豆腐黄浆水中含有0.4%~0.5%(以质量分数计)的大豆乳清蛋白,1%~2%(以质量分数计)的总糖〔60〕.膜分离技术的应用为解决这一问题开辟了新途径.缪畅等〔19〕采用纳滤膜处理模拟大豆乳清废水,结果表明,在最优条件下其能够截留88%的乳清蛋白.袁其朋等〔20〕采用超滤、纳滤及反渗透技术处理实际乳清废水,实验结果表明,1 t废水能够回收可溶性大豆蛋白2 kg,大豆低聚糖浆10 kg及纯净水700 kg,具有较高的经济效益.刘宇等〔21〕以壳聚糖作为絮凝剂结合超滤膜处理实际大豆黄浆水,结果表明,该方法能够回收76.1%的蛋白质、77.2%的异黄酮.Xiao FENG等〔22〕使用再生纤维(RC)膜和聚醚砜(PES)膜处理大豆乳清废水,结果表明,其能够截留住78.0%左右的蛋白质.王洪波等〔61〕采用外加压管式膜组件对黄浆水进行超滤处理,结果表明,在最适条件下可回收全部脂肪、75%以上的蛋白质和70%以上的总糖.祁佩时等〔62〕在中试规模下对大豆蛋白废水进行超滤处理,达到了90%以上的蛋白质回收率,去除了27%以上的COD.徐朝辉等〔63〕利用“超滤+纳滤+反渗透”的组合工艺使大豆乳清废水达到了回用或排放要求. ...
膜技术在处理大豆乳清废水中的应用
1
2007
... 直接将豆制品废水进行多级生物处理虽然能够实现废水的净化,但废水中可回收并极具经济价值的大量低聚糖、可溶性蛋白等却难以被再利用,据分析,豆腐黄浆水中含有0.4%~0.5%(以质量分数计)的大豆乳清蛋白,1%~2%(以质量分数计)的总糖〔60〕.膜分离技术的应用为解决这一问题开辟了新途径.缪畅等〔19〕采用纳滤膜处理模拟大豆乳清废水,结果表明,在最优条件下其能够截留88%的乳清蛋白.袁其朋等〔20〕采用超滤、纳滤及反渗透技术处理实际乳清废水,实验结果表明,1 t废水能够回收可溶性大豆蛋白2 kg,大豆低聚糖浆10 kg及纯净水700 kg,具有较高的经济效益.刘宇等〔21〕以壳聚糖作为絮凝剂结合超滤膜处理实际大豆黄浆水,结果表明,该方法能够回收76.1%的蛋白质、77.2%的异黄酮.Xiao FENG等〔22〕使用再生纤维(RC)膜和聚醚砜(PES)膜处理大豆乳清废水,结果表明,其能够截留住78.0%左右的蛋白质.王洪波等〔61〕采用外加压管式膜组件对黄浆水进行超滤处理,结果表明,在最适条件下可回收全部脂肪、75%以上的蛋白质和70%以上的总糖.祁佩时等〔62〕在中试规模下对大豆蛋白废水进行超滤处理,达到了90%以上的蛋白质回收率,去除了27%以上的COD.徐朝辉等〔63〕利用“超滤+纳滤+反渗透”的组合工艺使大豆乳清废水达到了回用或排放要求. ...
Enhancing the adsorption of the proteins in the soy whey wastewater using foam separation column fitted with internal baffles
1
2013
... 研究人员还探索了一些其他高值利用豆制品废水的途径.如Lianjie WANG等〔64〕研发了一种内含挡板的泡沫分离柱,应用两级泡沫分离技术从大豆乳清废水中成功回收了80%的蛋白质;Zong WEI等〔65〕制备了磁性AB-8树脂,并用其从大豆乳清废水中吸附大豆异黄酮;陈松林等〔66〕将黄浆水经絮凝、微滤以及离子交换处理,得到碳酸型蛋白饮料原浆;G. LI等〔67〕对大豆乳清废水进行超滤处理,然后对保留在渗透物中的大豆寡糖进行脱色、脱盐处理,得到纯化的寡糖液体,液体再经过真空浓缩和喷雾干燥,生产出大豆寡糖产品;以及利用豆制品废水培养面包酵母和药用酵母〔68〕或者作为营养源培养微生物〔69-71〕等等. ...
1
... 研究人员还探索了一些其他高值利用豆制品废水的途径.如Lianjie WANG等〔64〕研发了一种内含挡板的泡沫分离柱,应用两级泡沫分离技术从大豆乳清废水中成功回收了80%的蛋白质;Zong WEI等〔65〕制备了磁性AB-8树脂,并用其从大豆乳清废水中吸附大豆异黄酮;陈松林等〔66〕将黄浆水经絮凝、微滤以及离子交换处理,得到碳酸型蛋白饮料原浆;G. LI等〔67〕对大豆乳清废水进行超滤处理,然后对保留在渗透物中的大豆寡糖进行脱色、脱盐处理,得到纯化的寡糖液体,液体再经过真空浓缩和喷雾干燥,生产出大豆寡糖产品;以及利用豆制品废水培养面包酵母和药用酵母〔68〕或者作为营养源培养微生物〔69-71〕等等. ...
黄浆水综合利用的小试研究
1
1995
... 研究人员还探索了一些其他高值利用豆制品废水的途径.如Lianjie WANG等〔64〕研发了一种内含挡板的泡沫分离柱,应用两级泡沫分离技术从大豆乳清废水中成功回收了80%的蛋白质;Zong WEI等〔65〕制备了磁性AB-8树脂,并用其从大豆乳清废水中吸附大豆异黄酮;陈松林等〔66〕将黄浆水经絮凝、微滤以及离子交换处理,得到碳酸型蛋白饮料原浆;G. LI等〔67〕对大豆乳清废水进行超滤处理,然后对保留在渗透物中的大豆寡糖进行脱色、脱盐处理,得到纯化的寡糖液体,液体再经过真空浓缩和喷雾干燥,生产出大豆寡糖产品;以及利用豆制品废水培养面包酵母和药用酵母〔68〕或者作为营养源培养微生物〔69-71〕等等. ...
The application of memebrane technology in concentrating soybean oligosaccharides
1
2002
... 研究人员还探索了一些其他高值利用豆制品废水的途径.如Lianjie WANG等〔64〕研发了一种内含挡板的泡沫分离柱,应用两级泡沫分离技术从大豆乳清废水中成功回收了80%的蛋白质;Zong WEI等〔65〕制备了磁性AB-8树脂,并用其从大豆乳清废水中吸附大豆异黄酮;陈松林等〔66〕将黄浆水经絮凝、微滤以及离子交换处理,得到碳酸型蛋白饮料原浆;G. LI等〔67〕对大豆乳清废水进行超滤处理,然后对保留在渗透物中的大豆寡糖进行脱色、脱盐处理,得到纯化的寡糖液体,液体再经过真空浓缩和喷雾干燥,生产出大豆寡糖产品;以及利用豆制品废水培养面包酵母和药用酵母〔68〕或者作为营养源培养微生物〔69-71〕等等. ...
利用豆制品废水(黄浆水)工业化生产面包酵母和药用酵母
1
1982
... 研究人员还探索了一些其他高值利用豆制品废水的途径.如Lianjie WANG等〔64〕研发了一种内含挡板的泡沫分离柱,应用两级泡沫分离技术从大豆乳清废水中成功回收了80%的蛋白质;Zong WEI等〔65〕制备了磁性AB-8树脂,并用其从大豆乳清废水中吸附大豆异黄酮;陈松林等〔66〕将黄浆水经絮凝、微滤以及离子交换处理,得到碳酸型蛋白饮料原浆;G. LI等〔67〕对大豆乳清废水进行超滤处理,然后对保留在渗透物中的大豆寡糖进行脱色、脱盐处理,得到纯化的寡糖液体,液体再经过真空浓缩和喷雾干燥,生产出大豆寡糖产品;以及利用豆制品废水培养面包酵母和药用酵母〔68〕或者作为营养源培养微生物〔69-71〕等等. ...
Effects of soybean curd wastewater on the growth and hydrocarbon production of Botryococcus braunii strain BOT-22
1
2012
... 研究人员还探索了一些其他高值利用豆制品废水的途径.如Lianjie WANG等〔64〕研发了一种内含挡板的泡沫分离柱,应用两级泡沫分离技术从大豆乳清废水中成功回收了80%的蛋白质;Zong WEI等〔65〕制备了磁性AB-8树脂,并用其从大豆乳清废水中吸附大豆异黄酮;陈松林等〔66〕将黄浆水经絮凝、微滤以及离子交换处理,得到碳酸型蛋白饮料原浆;G. LI等〔67〕对大豆乳清废水进行超滤处理,然后对保留在渗透物中的大豆寡糖进行脱色、脱盐处理,得到纯化的寡糖液体,液体再经过真空浓缩和喷雾干燥,生产出大豆寡糖产品;以及利用豆制品废水培养面包酵母和药用酵母〔68〕或者作为营养源培养微生物〔69-71〕等等. ...
Tofu whey wastewater is a promising basal medium for microalgae culture
0
2018
Enhancing the vitamin B12 production and growth of Propionibacterium freudenreichii in tofu wastewater via a light-induced vitamin B12 riboswitch
1
2015
... 研究人员还探索了一些其他高值利用豆制品废水的途径.如Lianjie WANG等〔64〕研发了一种内含挡板的泡沫分离柱,应用两级泡沫分离技术从大豆乳清废水中成功回收了80%的蛋白质;Zong WEI等〔65〕制备了磁性AB-8树脂,并用其从大豆乳清废水中吸附大豆异黄酮;陈松林等〔66〕将黄浆水经絮凝、微滤以及离子交换处理,得到碳酸型蛋白饮料原浆;G. LI等〔67〕对大豆乳清废水进行超滤处理,然后对保留在渗透物中的大豆寡糖进行脱色、脱盐处理,得到纯化的寡糖液体,液体再经过真空浓缩和喷雾干燥,生产出大豆寡糖产品;以及利用豆制品废水培养面包酵母和药用酵母〔68〕或者作为营养源培养微生物〔69-71〕等等. ...
大豆分离蛋白生产废水污染治理的综合分析
1
2010
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
UASB/生物接触氧化工艺处理豆制品废水
1
2007
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
豆制品废水处理工程
1
2010
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
二级厌氧生物滤池处理大豆加工废水
1
2006
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
豆制品生产废水处理工程
1
2007
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
水解酸化-SBR工艺处理豆腐加工废水
1
2017
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
豆制品生产工艺废水处理工艺设计
1
2012
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...
厌氧-好氧工艺处理豆制品废水
1
2014
... Project application cases of soybean products wastewater treatment
Table 5 | 工艺 | 规模/(m3·d-1) | 进水水质/(mg·L-1) | | 总去除率/% | | HRT/h | | COD容积负荷/(kg·m-3·d-1) | 处理成本/(元·m-3) | 建设成本/万元 | 吨水占地面积/m2 | 地区 | 参考文献 |
| COD | TN | TP | | COD | TN | TP | | 厌氧 | 好氧 | | 厌氧 | 好氧 |
| 水解酸化-气浮-UASB-两级A/O -BAF | 1 000 | 22 000 | — | — | | 99.6 | — | — | | — | — | | — | < 0.40 | — | 500 | — | 山东 | 〔72〕 |
| UASB-气升环流反应器 | 1 800 | 10 000~12 000 | 220~280 | — | 70.0 | 98.0 | — | — | — | 4.0~6.0 | 0.48~0.70 | 1.24 | — | — | 浙江 | 〔11〕 |
| UASB-A2/O-滤布滤池 | 2 500 | 1 261~1 348 | 44~53 | 13 | 98.0 | 80.0 | 94 | 26 | 34 | 10.0 | < 0.36 | 1.99 | 3 697 | — | 云南 | 〔12〕 |
| 絮凝沉淀-UASB-生物接触氧化 | 500 | 12 000~17 000 | — | — | 99.4 | — | — | — | 19 | 3.5 | 2.30 | 2.54 | — | 0.81 | 北京 | 〔73〕 |
| 气浮-UASB-A/O | 300 | 8 850 | — | — | 98.9 | — | — | — | 40 | 5.0 | — | 1.08 | 135 | — | 河南 | 〔74〕 |
| PTA2O-絮凝沉淀-滤布滤池 | 900~1 100 | 631~1 440 | 75 | 13 | 97.6 | 96.9 | 95 | 13 | 26 | 4.6 | 0.27~0.62 | — | 698 | 0.54 | 河南 | 〔13〕 |
| 混凝过滤-两级AF-BAF | 12 | 40 000 | — | — | 99.7 | — | — | — | 14 | — | — | — | — | — | 山东 | 〔75〕 |
| 气浮-UASB-SBR-砂滤-生物活性炭过滤 | 900(160) | 12 000+2 500 | — | — | 99.2 | — | — | 34 | 68 | 6.0 | < 0.15 | 1.82 | 320 | 2.64 | 北京 | 〔76〕 |
| 气浮-ICASB反应池-CASS池 | 3 300~3 900 | 11 809~15 040 | — | — | 96.8 | — | — | | | 6.7~7.5 | 2.10 | — | — | — | — | 〔14〕 |
| 气浮-混凝-水解酸化-SBR-滤罐 | 40~45 | 38 250~40 530 | — | — | 99.9 | — | — | 27 | 8 | 3.2~3.6 | — | 2.00 | 28 | 1.41 | 辽宁 | 〔77〕 |
| MIC- A2/O氧化沟-深度处理 | 5 000 | ≤6 000 | — | ≤35 | ≥95.0 | — | ≥85 | 16 | 20 | 8.0 | — | 1.24 | 1 124 | 0.80 | 浙江 | 〔78〕 |
| IC-氧化沟 | 2 000 | 3 500~4 000 | — | — | 98.3 | — | — | 17 | 24 | 5.7 | — | 0.88 | — | — | 安徽 | 〔79〕 |
注:PTA2O,强化脱氮除磷工艺;AF,厌氧生物滤池;BAF,曝气生物滤池;ICASB,内循环厌氧反应器;CASS,循环活性污泥工艺;MIC,厌氧多级内循环反应器. ...



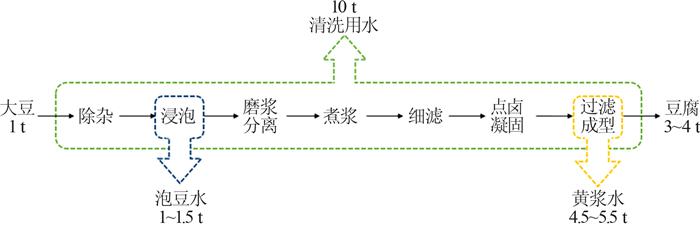
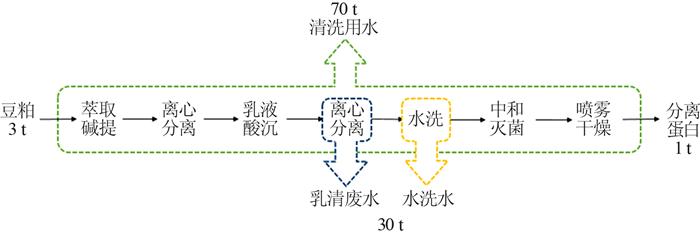
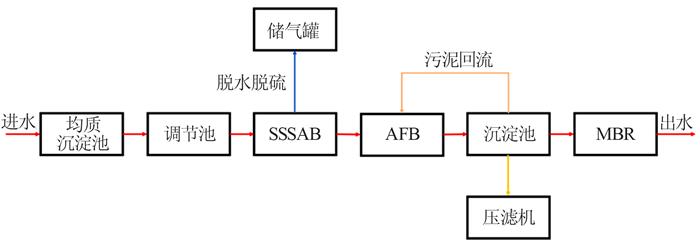


 津公网安备 12010602120337号
津公网安备 12010602120337号{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}